

Пайка металлов
..pdf11.Сущность и характеристика индукционной пайки магнитострикционных преобразователей.
12.Сущностьихарактеристикаиндукционнойпайкиинструмента.
13.Характристика процесса пайки резцов.
14.Сущность и характеристика индукционной пайки дисковых фрез.
15.Сущность и характеристика индукционной пайки борфрез.
16.Характристика процесса пайки медных авторадиаторов.
17.Пайка драгоценных металлов.

ПРИЛОЖЕНИЕ 1
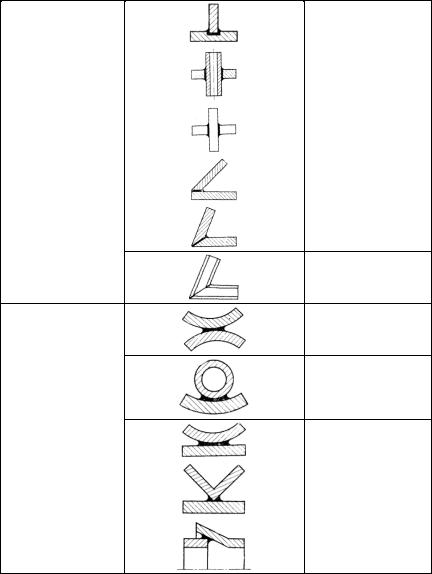
Основные типы паяных соединений
Таблица 1 Основные типы паяных соединений и их условные обозначения
Тип паяного |
Характерное сечение паяного |
Условное обозначе- |
соединения |
соединения |
ние соединения |
1 |
2 |
3 |
|
|
ПН-1 |
Нахлесточный |
|
|
|
ПН-2 |
|
|
|
|
|
|
|
|
|
ПН-3 |
|
|
|
|
|
ПН-4 |
Телескопический |
|
|
|
ПН-5 |
|
|
|
|
|
|
|
|
|
ПН-6 |
|
|
|
|
|
ПВ-1 |
Стыковой |
|
|
|
ПВ-2 |
|
|
|
|
|
|
|
|
|
ПВ-3 |
Косостыковой |
|
|
|
ПВ-4 |
|
|
|
|
|
|
|
Тавровый |
|
ПТ-1 |
|
|
|
182
|
ПТ-2 |
|
|
|
ПТ-3 |
|
|
|
ПТ-4 |
|
|
|
ПУ-1 |
|
|
Угловой |
ПУ-2 |
ПУ-3
ПС-1
ПС-2
Соприкасающийся |
ПС-3 |
|
|
|
ПС-4 |
|
|
|
ПС-5 |
183
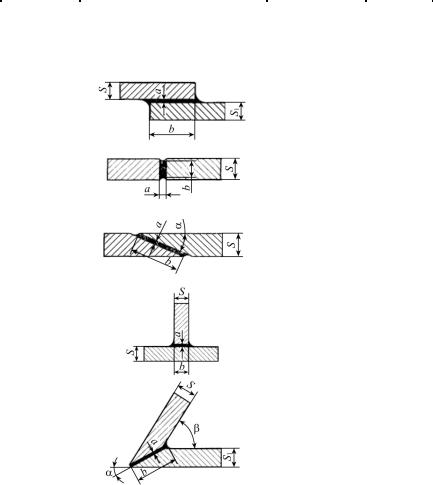
Параметры конструктивных элементов паяных швов
Таблица 2
Параметры конструктивных элементов паяных швов и их условные обозначения
|
|
Наименование |
Буквенное |
|
Тип |
Конструктивныеэлементы |
обозначение |
||
конструктивных |
конструк- |
|||
соединения |
паяныхшвов |
|||
элементов |
тивныхэле- |
|||
|
|
|||
|
|
|
ментов |
|
|
|
Толщина |
|
|
Нахлесточный |
|
основного |
S |
|
телескопиче- |
|
материала |
|
|
ский |
|
Толщинашва |
a |
|
|
|
Ширинашва |
b |
|
|
|
Толщинаоснов- |
S |
|
Стыковой |
|
ногоматериала |
||
|
|
|||
|
Толщинашва |
a |
||
|
|
|||
|
|
Ширинашва |
b |
|
|
|
Толщинаоснов- |
S |
|
|
|
ногоматериала |
||
Косостыковой |
|
|
||
|
Толщинашва |
а |
||
|
|
Ширинашва |
b |
|
|
|
Уголскоса |
α |
|
|
|
Толщинаоснов- |
S |
|
|
|
ногоматериала |
||
|
|
|
||
Тавровый |
|
Толщинашва |
a |
|
|
Ширинашва |
b |
||
|
|
|||
|
|
|
|
|
|
|
Толщинаоснов- |
S |
|
|
|
ногоматериала |
||
|
|
|
||
|
|
Толщинашва |
а |
|
Угловой |
|
Ширинашва |
b |
|
|
|
Уголсоединения |
β |
|
|
|
деталей |
||
|
|
|
||
|
|
Уголскоса |
α |
184
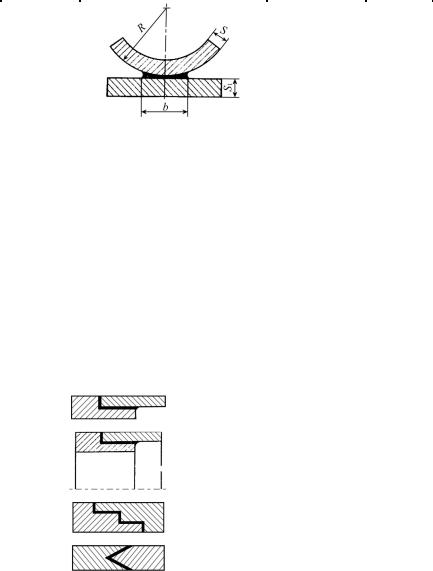
|
|
Толщинаоснов- |
S |
|
|
ногоматериала |
|
|
|
|
|
|
|
Радиускривизны |
R |
Соприкасаю- |
|
паяемойдетали |
|
|
|
||
щийся |
|
Ширинашва |
b |
|
|
||
|
|
|
|
Примечания:
1.Толщина шва а определяется величиной сборочного зазора и физикохимическими свойствами паяемого материала и припоя.
2.Величина нахлестки определяется механическими свойствами паяемого материала, паяного шва и требованиями, предъявляемыми к конструкции.
3.Толщина паяемого материала S устанавливается при проектировании паяной конструкции.
Примеры комбинированных паяных соединений
Таблица 3
Примеры комбинированных паяных соединений и их условных обозначений
Характерное сечение |
Условное обозначение |
паяного соединения |
соединения |
|
ПН-2; ПВ-1 |
|
|
|
ПН-5; ПВ-2 |
|
|
|
2ПН-3; 3ПВ-1 |
|
|
|
2ПВ-3 |
|
|
185
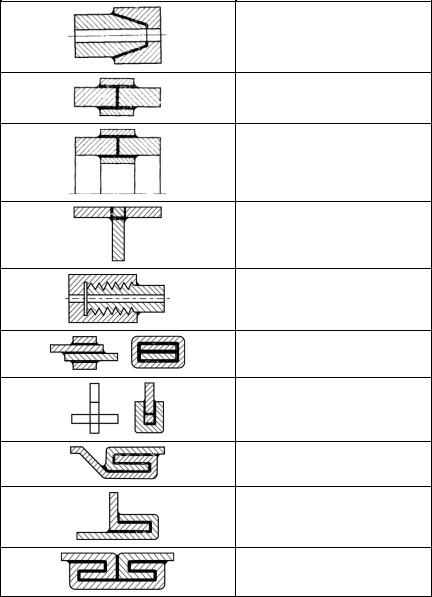
ПВ-2; ПВ-4
ПВ-1; 2ПН-1
ПВ-2; 2ПН-4
ПТ-1; 2ПВ-1
nПВ-4,
где n – число витков
ПН-1; 4ПН-2
ПТ-2; ПВ-1
3ПН-2; 2ПВ-1
2ПН-2; 2ПВ-1
6ПН-2; 4ПВ-1; ПС-1
186

Величины сборочных зазоров при пайке
Таблица 4
Величины сборочных зазоров для наиболее распространенных сочетаний «паяемый материал–припой»
|
|
Наименованиепаяемогоматериала |
||||
36 |
Медь |
Медные |
Стальуглеро- |
Сталь |
Алюминийи |
|
дистаяинизко- |
нержа- |
алюминиевые |
||||
|
|
|
|
|
||
|
|
сплавы |
легированная |
веющая |
сплавы |
|
Оловянно- |
0,07–0,20 |
0,07–0,20 |
0,05–0,50 |
0,20–0,75 |
0,05–0,15 |
|
свинцовый |
||||||
|
|
|
|
|
||
|
|
|
|
|
|
|
Медный |
– |
0,04–0,20 |
0,001–0,05 |
0,01–0,10 |
– |
|
|
|
|
|
|
|
|
Медно-цинковый |
0,04–0,20 |
0,04–0,20 |
0,05–0,25 |
0,02–0,12 |
– |
|
|
|
|
|
|
|
|
Медно-фосфористый |
0,04–0,20 |
0,04–0,20 |
– |
– |
– |
|
|
|
|
|
|
|
|
Серебряно-медно- |
0,02–0,15 |
0,02–0,15 |
– |
– |
– |
|
фосфористый |
|
|
|
|
|
|
Серебряный |
0,04–0,25 |
0,04–0,25 |
0,02–0,15 |
0,05–0,10 |
– |
|
|
|
|
|
|
|
|
Алюминиевый |
– |
– |
– |
– |
0,12–0,25 |
|
|
|
|
|
|
|
|
Цинковый |
– |
– |
– |
– |
0,10–0,25 |
|
|
|
|
|
|
|
|
187

188
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПРИЛОЖЕНИЕ 2 |
|||||
|
|
|
|
Оловянно-свинцовые припои |
|
|
|
|
Таблица 1 |
||||||||||
|
|
|
Химический состав оловянно-свинцовых припоев |
|
|
||||||||||||||
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Марка |
|
|
|
|
|
|
Химическийсостав, % |
|
|
|
|
|
|
|
|||||
|
Основныекомпоненты |
|
|
|
|
|
Массоваядоляпримесей, неболее |
|
|
||||||||||
припоя |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Олово |
Сурьма |
Кадмий |
Медь |
Свинец |
Сурьма |
МедьВисмут |
Мышьяк |
Железо |
Никель |
Сера |
Цинк |
Алюми- |
Свинец |
||||||
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ний |
|
|
|
|
|
|
|
|
Бессурьмянистые |
|
|
|
|
|
|
|
|
|
||||
ПОС90 |
89–91 |
– |
– |
– |
Ост. |
0,10 |
|
0,05 |
0,1 |
0,01 |
|
0,02 |
0,02 |
|
0,02 |
0,002 |
0,002 |
– |
|
ПОС63 |
62,5–63,5 |
– |
– |
– |
Ост. |
0,05 |
|
0,05 |
0,1 |
0,02 |
|
0,02 |
0,02 |
|
0,02 |
0,002 |
0,002 |
– |
|
ПОС61 |
59–61 |
– |
– |
– |
Ост. |
0,10 |
|
0,05 |
0,2 |
0,02 |
|
0,02 |
0,02 |
|
0,02 |
0,002 |
0,002 |
– |
|
ПОС40 |
39–41 |
– |
– |
– |
Ост. |
0,10 |
|
0,05 |
0,2 |
0,02 |
|
0,02 |
0,02 |
|
0,02 |
0,002 |
0,002 |
– |
|
ПОС30 |
29–31 |
– |
– |
– |
Ост. |
0,10 |
|
0,05 |
0,2 |
0,02 |
|
0,02 |
0,02 |
|
0,02 |
0,002 |
0,002 |
– |
|
ПОС10 |
9–10 |
– |
– |
– |
Ост. |
0,10 |
|
0,05 |
0,2 |
0,02 |
|
0,02 |
0,02 |
|
0,02 |
0,002 |
0,002 |
– |
|
ПОС61М |
59–61 |
– |
– |
1,2–2,0 |
Ост. |
0,20 |
|
– |
0,2 |
0,01 |
|
0,02 |
0,02 |
|
0,02 |
0,002 |
0,002 |
– |
|
ПОСК50–18 |
49–51 |
– |
17–19 |
– |
Ост. |
0,20 |
|
0,08 |
0,2 |
0,03 |
|
0,02 |
0,02 |
|
0,02 |
0,002 |
0,002 |
– |
|
ПОСК2–18 |
1,8–2,3 |
– |
17,5–18,5 |
– |
Ост. |
0,05 |
|
0,05 |
0,2 |
0,01 |
|
0,02 |
0,02 |
|
0,02 |
0,002 |
0,002 |
– |
|
|
|
|
|
|
|
Малосурьмянистые |
|
|
|
|
|
|
|
|
|
||||
ПОССу61–0,5 |
59–61 |
0,05–0,5 |
– |
– |
Ост. |
– |
|
0,05 |
0,2 |
0,02 |
|
0,02 |
0,02 |
|
0,02 |
0,002 |
0,002 |
– |
|
ПОССу50–0,5 |
49–51 |
0,05–0,5 |
– |
– |
Ост. |
– |
|
0,05 |
0,1 |
0,02 |
|
0,02 |
0,02 |
|
0,02 |
0,002 |
0,002 |
– |
|
ПОССу40–0,5 |
39–41 |
0,05–0,5 |
– |
– |
Ост. |
– |
|
0,05 |
0,2 |
0,02 |
|
0,02 |
0,02 |
|
0,02 |
0,002 |
0,002 |
– |
|
ПОССу35–0,5 |
34–36 |
0,05–0,5 |
– |
– |
Ост. |
– |
|
0,05 |
0,2 |
0,02 |
|
0,02 |
0,02 |
|
0,02 |
0,002 |
0,002 |
– |
|
ПОССу30–0,5 |
29–31 |
0,05–0,5 |
– |
– |
Ост. |
– |
|
0,05 |
0,2 |
0,02 |
|
0,02 |
0,02 |
|
0,02 |
0,002 |
0,002 |
– |
|
ПОССу25–0,5 |
24–26 |
0,05–0,5 |
– |
– |
Ост. |
– |
|
0,05 |
0,2 |
0,02 |
|
0,02 |
0,02 |
|
0,02 |
0,002 |
0,002 |
– |
|
ПОССу18–0,5 |
17–18 |
0,05–0,5 |
– |
– |
Ост. |
– |
|
0,05 |
0,2 |
0,02 |
|
0,02 |
0,02 |
|
0,02 |
0,002 |
0,002 |
– |
|

Сурьмянистые
ПОССу95–5 |
Ост. |
4,0–5,0 |
– |
– |
– |
– |
0,05 |
0,1 |
0,04 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
0,07 |
ПОССу40–2 |
39–41 |
1,5–2,0 |
– |
– |
Ост. |
– |
0,08 |
0,2 |
0,02 |
0,02 |
0,08 |
0,02 |
0,002 |
0,002 |
– |
ПОССу35–2 |
34–36 |
1,5–2,0 |
– |
– |
Ост. |
– |
0,08 |
0,2 |
0,02 |
0,02 |
0,08 |
0,02 |
0,002 |
0,002 |
– |
ПОССу30–2 |
29–31 |
1,5–2,0 |
– |
– |
Ост. |
– |
0,08 |
0,2 |
0,02 |
0,02 |
0,08 |
0,02 |
0,002 |
0,002 |
– |
ПОССу25–2 |
24–26 |
1,5–2,0 |
– |
– |
Ост. |
– |
0,08 |
0,2 |
0,02 |
0,02 |
0,08 |
0,02 |
0,002 |
0,002 |
– |
ПОССу18–2 |
17–18 |
1,5–2,0 |
– |
– |
Ост. |
– |
0,08 |
0,2 |
0,02 |
0,02 |
0,08 |
0,02 |
0,002 |
0,002 |
– |
ПОССу15–2 |
14–15 |
1,5–2,0 |
– |
– |
Ост. |
– |
0,08 |
0,2 |
0,02 |
0,02 |
0,08 |
0,02 |
0,002 |
0,002 |
– |
ПОССу10–2 |
9–10 |
1,5–2,0 |
– |
– |
Ост. |
– |
0,08 |
0,2 |
0,02 |
0,02 |
0,08 |
0,02 |
0,002 |
0,002 |
– |
ПОССу8–3 |
7–8 |
2,0–3,0 |
– |
– |
Ост. |
– |
0,1 |
0,2 |
0,05 |
0,02 |
0,08 |
0,02 |
0,002 |
0,002 |
– |
ПОССу5–1 |
4–5 |
0,5–1,0 |
– |
– |
Ост. |
– |
0,08 |
0,2 |
0,02 |
0,02 |
0,08 |
0,02 |
0,002 |
0,002 |
– |
ПОССу4–6 |
3–4 |
5,0–6,0 |
– |
– |
Ост. |
– |
0,1 |
0,2 |
0,05 |
0,02 |
0,08 |
0,02 |
0,002 |
0,002 |
– |
ПОССу4–4 |
3–4 |
3,0–4,0 |
– |
– |
Ост. |
– |
0,1 |
0,2 |
0,05 |
0,02 |
0,08 |
0,02 |
0,002 |
0,002 |
– |
Таблица 2
Физико-механические свойства оловянно-свинцовых припоев
|
|
Температура, °С |
|
Удельное |
Тепло- |
Временное |
Относитель- |
Ударная |
Твердость |
|
|
Марка |
начала |
полного |
Плотность, |
электросопро- |
сопротивле- |
ноеудлине- |
|||
|
припоя |
плавле- |
расплав- |
3 |
тивление, |
проводность, |
ниеразрыву, |
ние, |
вязкость, |
поБринелю, |
|
γ, кг/м |
|
2 |
|
||||||
|
|
ния |
ления |
|
ρ, 10–8Ом·м |
λ, кВт/ (м·°С) |
σв, МПа |
δ, % |
αн, кДж/м |
НВ |
|
|
|
|
|
Бессурьмянистые |
|
|
|
|
|
|
ПОС90 |
183 |
220 |
7600 |
12,0 |
54,42 |
48,3 |
40 |
420 |
15,4 |
|
ПОС61 |
183 |
190 |
8500 |
13,9 |
50,24 |
42,1 |
46 |
390 |
14,0 |
|
ПОС40 |
183 |
238 |
9300 |
15,9 |
41,86 |
37,2 |
52 |
400 |
12,5 |
|
ПОС10 |
268 |
299 |
10800 |
20,0 |
35,17 |
31,7 |
44 |
320 |
12,5 |
189 |
ПОС61М |
183 |
192 |
8500 |
14,3 |
48,98 |
44,1 |
40 |
110 |
14,9 |
|
|
|
|
|
|
|
|
|
|
|
190 |
ПОСК50–18 |
142 |
145 |
8800 |
13,3 |
54,42 |
39,3 |
40 |
490 |
14,0 |
|
||||||||||
|
|
|
|
|
Малосурьмянистые |
|
|
|
|
|
|
ПОССу61–0,5 |
183 |
189 |
8500 |
14,0 |
50,24 |
44,1 |
35 |
370 |
13,5 |
|
ПОССу50–0,5 |
183 |
216 |
8900 |
14,9 |
46,89 |
37,2 |
62 |
440 |
13,2 |
|
ПОССу40–0,5 |
183 |
235 |
9300 |
16,9 |
41,86 |
39,3 |
50 |
400 |
13,0 |
|
ПОССу35–0,5 |
183 |
245 |
9500 |
17,2 |
41,86 |
37,2 |
47 |
390 |
13,3 |
|
ПОССу30–0,5 |
183 |
255 |
9700 |
17,9 |
37,68 |
35,2 |
45 |
390 |
13,2 |
|
ПОССу25–0,5 |
183 |
266 |
10000 |
18,2 |
37,68 |
35,2 |
45 |
390 |
13,6 |
|
ПОССу18–0,5 |
183 |
277 |
10200 |
19,8 |
35,17 |
35,2 |
50 |
360 |
– |
|
|
|
|
|
Сурьмянистые |
|
|
|
|
|
|
ПОССу95–5 |
234 |
240 |
7300 |
14,5 |
46,05 |
39,3 |
46 |
550 |
18,0 |
|
ПОССу40–2 |
185 |
229 |
9200 |
17,2 |
41,86 |
42,1 |
48 |
280 |
14,2 |
|
ПОССу35–2 |
185 |
243 |
9400 |
17,9 |
37,68 |
39,3 |
40 |
260 |
– |
|
ПОССу30–2 |
185 |
250 |
9600 |
18,2 |
37,68 |
39,3 |
40 |
250 |
– |
|
ПОССу25–2 |
185 |
260 |
9800 |
18,5 |
37,68 |
37,2 |
35 |
240 |
– |
|
ПОССу18–2 |
186 |
270 |
10100 |
20,6 |
33,91 |
35,2 |
35 |
190 |
11,7 |
|
ПОССу15–2 |
184 |
275 |
10300 |
20,8 |
33,49 |
35,2 |
35 |
190 |
12,0 |
|
ПОССу10–2 |
268 |
285 |
10700 |
20,8 |
33,49 |
34,5 |
30 |
190 |
10,8 |
|
ПОССу8–3 |
240 |
290 |
10500 |
20,7 |
33,91 |
39,3 |
43 |
170 |
12,8 |
|
ПОССу5–1 |
275 |
308 |
11200 |
20,0 |
35,16 |
32,4 |
40 |
280 |
10,7 |
|
ПОССу4–6 |
244 |
270 |
10700 |
20,8 |
33,49 |
63,7 |
15 |
80 |
17,3 |
Примечание. Оловянно-свинцовые припои, а также их паяные соединения, выполненные ими, при охлаждении до низких температур меняют свои механические свойства – охрупчиваются. Пластичность припоев уменьшается одновременно с ростом их прочности. Паяные соединения, выполненные оловянно-свинцовыми припоями, имеют низкую коррозионную стойкость в условиях тропиков, а также при наличии конденсата; стойкость припоя понижается с повышением содержания в их составе свинца. Для работы в этих условиях паяные соединения необходимо защищать лакокрасочными покрытиями.