

Учебники / Акуленок М.В. Шикула О.С. Статистическое управление процессами, Контрольные карты управляемости процессов
.pdfанализа со стороны руководства, однако данные карты имеют малое превентивное значе-
ние.
ККУ широко применяются там, где требуются подтверждение результатов исследования критичных характеристик продукции и доказательство непрерывной стабильности и возмож-
ностей процесса, например, на предприятиях автомобилестроения, электротехнических, обо-
ронных и др.
На предприятиях микроэлектроники ККУ используют для:
- анализа таких характеристик создаваемых структур, как удельное сопротивление,
толщины слоев или пленок, поверхностное сопротивление, функциональные параметры приборов и схем и др., свидетельствующих о ходе технологических процессов;
-анализа числа дефектов на единицу площади кристалла по соответствующим видам дефектов (например, дислокаций, дефектов упаковки и т.д.) или количества дефектных единиц продукции;
-анализа рисков принятия ошибочного решения при наличии несоответствующей продукции и проведения корректирующих действий.
Контрольные карты являются полезным инструментом в решении проблем на любом рабочем месте. Они применимы на всех уровнях организации с целью выявления и анализа возникающих проблем; позволяют предотвратить излишнее вмешательство в процесс, помо-
гая отличать случайную вариацию от детерминированной, связанной с действием особых причин вариаций.
1.4.Обобщенный алгоритм работы
сконтрольными картами
Прежде чем осуществлять мониторинг процессов с помощью ККУ, необходимо пред-
принять целый ряд предварительных шагов, направленных на организационную и мето-
дическую подготовку к применению ККУ, призванных обеспечить условия для реализа-
ции принципа постоянного совершенствования и улучшения качества процесса и продукции. На данном (предварительном) этапе требуется определить, какая информация должна быть собрана, где, когда и при каких условиях, а также установить стороны, заин-
тересованные в такой информации. Важно предусмотреть возможность фиксировать на карте все существенные изменения в процессе, такие как смена инструмента, исходного материала и т.д., что поможет при последующем анализе процесса. На данном этапе сле-
дует:
1) определить процесс - процесс необходимо идентифицировать, установить его ос-
новные элементы (люди, оборудование, материал, методы и окружающая среда) и связи,
оказывающие на него влияние. Для последующего анализа следует выбрать ключевые технологические процессы, дающие наибольший вклад в обеспечение качества продук-
ции, ее надежности, безопасности. Процесс может быть определен также по требованию заказчика. На данном этапе применимы такие инструменты, как причинно-следственные диа-
граммы и карты технологического процесса, а также межфункциональный подход, позво-
ляющий объединить специалистов, отвечающих за разные аспекты процесса;
2) определить характеристики - для исследования процесса с помощью ККУ важно выделить ключевые показатели процесса, которые дают наибольший вклад в удовлетво-
ренность (неудовлетворенность) потребителя или перспективны для последующего со-
вершенствования процесса;
3) выявить потребности и ожидания потребителей - необходимо учесть требова-
ния как внешних, так и внутренних потребителей (например, конечного потребителя и последующего процесса производства продукции или услуги), а также их взаимные связи.
При этом главной целью должно оставаться непрерывное совершенствование процесса;
4)определить области текущих и потенциальных проблем - следует установить факты потерь или низкой эффективности процесса (например, брак, переделки, затраты времени, потеря цели) и выявить области риска (например, увеличение числа изменений в продукции, услуге или процессе);
5)установить корреляцию между характеристиками - из всех выявленных согла-
сованно изменяющихся характеристик для последующего анализа рекомендуется выбрать ту, которая проще поддается измерению. При наличии нескольких характеристик продук-
ции, имеющих тенденцию изменяться взаимозависимо, достаточно контролировать только одну из них. Выбор характеристики определит вид контрольной карты. При отсутствии информации о процессе для проверки наличия таких взаимосвязей и их значимости может потребоваться специально спланированный эксперимент;
6) определить измерительную систему - характеристика должна быть измерима.
Измерительное оборудование должно отвечать требованиям по точности и воспроизводи-
мости результатов изменений и периодически проходить калибровку и поверку;
7) минимизировать изменчивость - следует по возможности снизить воздействие не-
случайных внешних источников изменчивости путем решения ранее выявленных проблем без применения контрольных карт;
8) разработать план сбора данных - определить объем, частоту отбора и число под-
групп:
- определение объема подгрупп - рациональные подгруппы следует формировать так,
чтобы вариации внутри подгрупп отражали действие обычных причин вариаций. Тогда любое необычное изменение между подгруппами будет демонстрировать изменение в процессе, связанное с действием особых причин, которое должно быть исследовано для принятия соответствующих решений. При первоначальном обследовании процесса под-
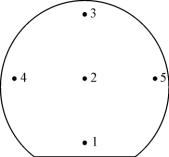
группы, как правило, состоят из четырех-пяти последовательно изготовленных изделий,
произведенных в одинаковых производственных условиях за короткий промежуток вре-
мени (для процессов микроэлектроники такой рациональной подгруппой могут стать из-
мерения соответствующей характеристики по пяти точкам на пластине (рис.1.2)).
Рис.1.2. Схема измерения показателей качества на кремниевых пластинах
Невыполнение этих условий не позволит по контрольной карте эффективно выявить особые причины изменчивости или необычный ход процесса;
- определение частоты отбора подгрупп - подгруппы рекомендуется отбирать с той частотой, которая позволит отразить потенциальные причины изменений процесса во времени. Изменения могут возникнуть из-за различия между сменами, замены партий ма-
териала, изменения температурного режима и т.д. При первоначальном обследовании процесса надо отбирать подгруппы последовательно через короткие интервалы времени,
чтобы выявить возможные изменения процесса за такие короткие периоды. Для процесса,
стабильность которого подтверждена, интервал времени между формированием подгрупп может быть увеличен;
- определение числа подгрупп - должно быть собрано достаточное число подгрупп,
чтобы смогли проявиться все основные причины изменчивости. Обычно 25 или более подгрупп, содержащие 100 или более индивидуальных значений, позволяют провести на-
дежную оценку стабильности процесса, его настройки и разброса.
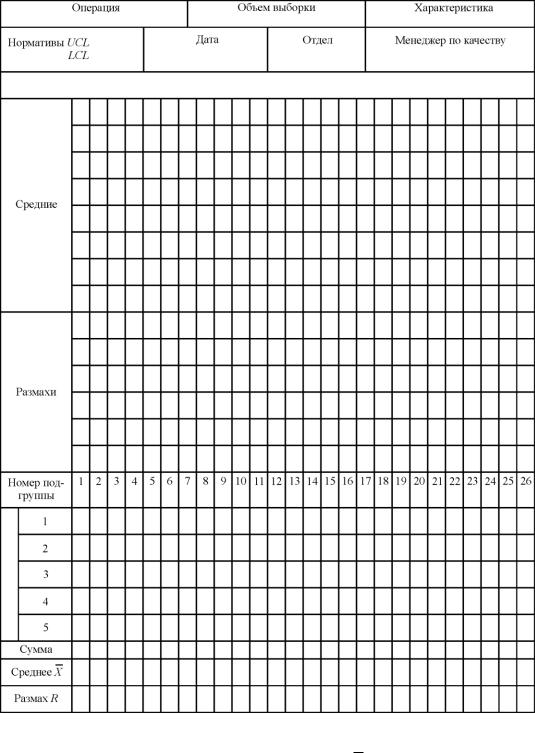
Кроме того, на предварительном этапе разрабатывается шаблон контрольной карты
(рис.1.3), упрощающий последующий сбор и обработку данных.
Мониторинг процессов с применением ККУ включает следующие шаги.
1. Сбор данных - проводится в соответствии с разработанным на предварительном этапе планом сбора данных. Все данные заносят в табличную часть ККУ (любая карта со-
держит блок данных, включая место для каждого индивидуального результата измерений,
а также для сумм результатов измерений, средних, размахов; даты, времени или другой необходимой информации о каждой подгруппе (см. рис.1.3)).
Рис.1.3. Пример формы бланка для Х -R-карты

2. Построение контрольных карт - осуществляется в соответствии с выбранным
видом карты, например:
-рассчитывают средние значения (либо среднее число единиц дефектной продукции и т.п.) для каждой подгруппы по соответствующим формулам (табл.1.1 и 1.2); определяют общее среднее арифметическое, рассчитывают значения среднего размаха и т.п.;
-вычисляют положение контрольных границ по определенным формулам (см.
табл.1.1 и 1.2). При расчете контрольных границ для контрольных карт по количествен-
ному признаку используют коэффициенты (А3, А4, В3, В4, D3, D4, E2 и др.), изменяющиеся в зависимости от числа значений в подгруппе (табл.П1 и П2);
Таблица 1.1
Формулы для расчета положения контрольных границ и центральных линий для КК по количественному признаку
|
|
|
Стандартные значения не заданы |
|
|
|
|
|
|
|
|
Стандартные значения заданы |
||||||||||||||||||||||||||||||||||||||||||||||||
Карта |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Контрольные |
|
|
Центральная |
|
Контрольные границы |
||||||||||||||||||||||||||||
Центральная линия |
|
|
|
|
|
|
границы |
|
|
|
|
|
|
|
|
линия |
|
|||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
UCL и LCL |
|
|
|
|
|
|
UCL и LCL |
||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
k |
|
|
|
|
|
|
|
|
|
|
n |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Х0 или μ |
|
|
Х |
|
А |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
X А2 R |
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||
|
|
|
|
X |
|
|
1 |
k |
|
X i |
X i |
1 |
|
X i |
|
|
|
|
(для |
|
|
|
|
0 |
1 0 |
|
||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
k |
n |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
, где |
|
|
|
|
|
|
|
|
|
карты X -R); |
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
i 1 |
|
|
|
|
|
|
|
i 1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
|
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
X А3 s |
|
|
(для |
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
карты X -s) |
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
Х |
|
Х 1n |
X i |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
X E2 R |
|
|
Х0 или μ |
|
|
Х0 ± 3σ0 |
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
n |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
i 1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
k |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
R |
|
или d σ |
|
|
D2 0 , D1 0 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
D R, D R |
|
|
|
|
||||||||||||||||||||||||
|
R |
|
R |
|
1 |
|
Ri |
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
0 |
2 0 |
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
k |
, где Ri max Xi min Xi |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
|
|
i 1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
k |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
s0 |
или С4σ0 |
|
|
B5 0 , B6 0 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
B s, B s |
|
|
|
|||||||||||||||||||||||
|
s |
|
|
|
1 |
si |
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
|
|
s |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||
|
|
k |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
i 1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 1.2 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Формулы для расчета положения контрольных границ |
|
|
|
|
|||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
и центральных линий для КК по альтернативному признаку |
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Стандартные значения |
|
|
|
|
|
|
|
|
|
|
Стандартные значения |
|
|||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
не заданы |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
заданы |
|
|
|
|
||||||||||
Карта |
|
|
|
Центральная ли- |
|
Контрольные границы |
|
Цент- |
|
Контрольные границы |
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ния |
|
|
|
|
|
|
UCL и LCL |
|
|
|
|
|
|
ральная |
|
UCL и LCL |
|
|
|
|||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
линия |
|
|
|
|
|
||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
np0 |
|
np0 3 |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
k |
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
np0 1 p0 |
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
np |
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
np |
3 np |
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||
np |
|
|
|
|
|
|
np |
|
|
|
|
npi |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
k |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
i 1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Стандартные значения |
|
|
|
|
|
|
|
|
|
|
|
Стандартные значения |
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
не заданы |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
заданы |
|
|
|
|
|
|
|
|
||
Карта |
Центральная ли- |
Контрольные границы |
Цент- |
Контрольные границы |
|||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
ния |
UCL и LCL |
ральная |
UCL и LCL |
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
линия |
|||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
k |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
p0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
p0 3 p0 (1 p0 ) / n |
||||||||||||||||
|
|
|
|
|
|
|
p 3 |
|
|
p(1 p) / n |
|||||||||||||||||||||||||||||||
p |
p |
|
|
|
|
|
pi |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
k |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
i 1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
1 |
|
|
k |
|
|
npi |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
k |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
i 1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
k |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
c0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
3 |
|
|
|
|
с0 3 с0 |
||||||||||||||||||||||||
|
|
|
|
|
|
|
|
с |
с |
||||||||||||||||||||||||||||||||
c |
c |
|
|
|
|
|
ci |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
k |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
i 1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
u |
|
|
|
|
|
|
|
|
|
|
k |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ci |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
u0 |
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
u0 |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
u |
u0 3 |
||||||||||||||||||||||||
|
u |
|
i 1 |
|
u 3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
n |
||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
k |
|
n |
|
|
||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
ni |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
i1
-осуществляют выбор масштаба вертикальных осей контрольных карт, на которых откладывают соответствующие значения (средние, размахи и т.д.). Номера подгрупп от-
кладывают на горизонтальной оси;
- наносят данные на графическую часть ККУ. При построении парных карт (напри-
мер, Х -R-карт) графики строят одновременно.
Следует отметить, что для построения ККУ могут быть использованы современные пакеты программного обеспечения, такие как Statistica, Excel и др. При этом важно пони-
мать как будут рассчитаны контрольные границы и к каким ошибкам это может привести.
3. Анализ данных и улучшение процесса - проводится для выявления особых причин вариаций и интерпретации построенной карты. При этом ориентируются на так называе-
мые сигнальные признаки (конфигурации точек на карте, свидетельствующие о возмож-
ном действии особых причин вариаций). Для каждого сигнального признака проводят анализ и разрабатывают корректирующие и предупреждающие действия (КД и ПД), на-
правленные на улучшение процесса.
4. Исключение особых точек и пересчет контрольных границ - могут повторяться неоднократно. При этом из исходных данных исключают все подгруппы, фигурирующие на любой из карт как особые точки, проводят пересчет положения контрольных границ без их учета и вновь строят карту. Действия повторяют вплоть до построения карты без особых точек, т.е. до получения карты, соответствующей статистически управляемому со-
стоянию процесса, для которого могут быть рассчитаны индексы воспроизводимости. По-
лученные значения индексов воспроизводимости определяют цель, к которой можно стремиться, исключив последовательно действующие особые причины вариаций.
Не следует, однако, путать полученную идеальную картину на ККУ и собственно улучшение процесса. Отсутствие признаков действия особых причин вариаций на ККУ может означать не совсем корректно разработанный план сбора данных (неверно выбран-
ный объем выборок, периодичность и т.п.).
Подтвержденный вывод о статистической управляемости процесса позволяет перейти к следующему этапу совершенствования процесса - уменьшению вариаций, связанных с действием обычных причин. Применение контрольных карт для совершенствования про-
цесса предполагает формирование тренда к уменьшению диапазона между контрольными границами, повышению стабильности и воспроизводимости процесса.
1.5. Интерпретация данных
контрольных карт управляемости
Анализ данных ККУ призван:
-выявить действие особых причин вариаций;
-оценить стабильность и возможности процесса.
1.5.1. Основные сигнальные признаки
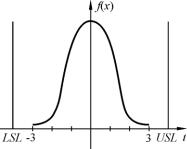
Главным признаком (сигналом) действия особых причин вариаций в процессе являет-
ся выход точек ККУ за трехсигмовые границы. Случайный выход за указанные границы имеет крайне малую вероятность - на кривой нормального распределения (рис.1.4) 3σ со-
ответствуют вероятности 0,03% (или примерно трем шансам из тысячи, что данное собы-
тие произошло случайным образом).
Рис.1.4. Нормальное распределение переменной, изменяющейся случайным образом
Эти границы (±3σ) называют контрольными, предельно допустимыми, границами действия и т.п. Иногда контрольные границы откладывают на уровне 3,09σ, что соответ-
ствует вероятности 0,02% (или двум ошибкам на тысячу изделий); используют для оси ординат ККУ значения вероятности и т.п.
Формулы для расчета положения контрольных границ и центральных линий для основных видов карт приведены в табл.1.1. Коэффициенты для расчета п оложения контрольных границ с учетом того, заданы или нет стандартные значения, приведены в табл.П1 и П2.
Однако это не единственный возможный признак действия особых причин вариаций.
Наряду с контрольными границами, соответствующими диапазону ±3σ, на карту на-
носят сигнальные (или предупреждающие) границы, соответствующие ±2σ.
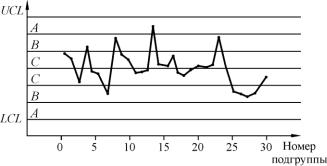
Одним из методов анализа данных ККУ является анализ зон, связанный с положением указанных границ. Нанесенные на КК контрольные, предупреждающие границы, а также дополнительные линии, соответствующие ±1σ, делят пространство между контрольными границами на шесть равных зон: три выше и три ниже центральной линии. Такие зоны на-
зывают «сиговыми» зонами. Каждой зоне приписывают определенную вероятность нахож-
дения в ней точек КК в предположении нормального распределения. Например, зоны, со-
седние с центральной линией (зоны С рис.1.5), имеют вероятность нахождения в них средних отдельных выборок (подгрупп), равную 0,3413; следующие зоны (зоны В рис.1.5) -
по 0,136 и внешние зоны (зоны А рис.1.5) - по 0,02135. Областям за контрольными грани-
цами (±3σ) соответствует вероятность 0,00135.
Рис.1.5. Вид контрольной карты с выделенными зонами А, В и С
Следует учитывать, что значения вероятности нахождения точек R-карты в соответствующих зонах определяются объемом выборки.
Для КК по альтернативному признаку аналогичный расчет вероятности ведут, основываясь на предположении о биноминальном распределении или распределении Пуассона. Данный метод может быть использован в системе раннего предупреждения изменений в процессе. Для простоты (и быстроты) проведения такого анализа используют трехцветные карты, в которых зоны А - красные, зоны В - желтые и зоны С - зеленые.
Стабильный управляемый процесс на ККУ не должен иметь точек, выходящих за пределы контрольных границ. Две трети всех точек должны располагаться в средней части карты и не должно быть более двух точек подряд между сигнальными и контрольными границами.
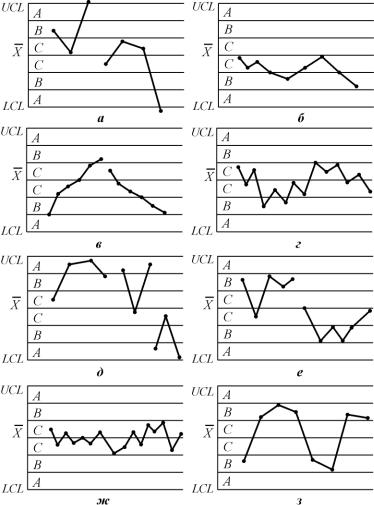
Независимо от типа контрольной карты ГОСТ Р 51814 выделяет следующие признаки того, что на процесс воздействует некая особая причина, способствующая выводу процесса из стабильного состояния (сигнальные признаки, или признаки, свидетельствующие о неслучайном поведении процесса):
-наличие точек за пределами контрольных границ (рис.1.6,а);
-расположение семи последовательных точек выше или ниже средней линии
(рис.1.6,б);
-наличие тренда, т.е. семи последовательных точек с монотонно возрастающими или убывающими значениями (рис.1.6,в).
Рис.1.6. Основные сигнальные признаки: а - выход точки за контрольные границы; б - серия точек, располагающихся выше или ниже CL; в - тренд; г - четырнадцать попеременно возрастающих и убывающих точек; д - две точки из трех в зоне А;
е- четыре точки из пяти в зоне В выше или ниже центральной линии; ж - пятнадцать последовательных точек в зоне С выше или ниже центральной линии; з - восемь последовательных
точек в зонах А и В по обе стороны центральной линии и ни одной из них в зоне С
Следует заметить, что ГОСТ Р 50779.42 последние два признака интерпретирует иначе
- как девять последовательных точек выше или ниже средней линии и шесть последова-
тельных монотонно возрастающих или убывающих точек. Кроме того, в ГОСТ Р 50779.42
представлен более широкий спектр возможных сигнальных признаков действия особых причин вариаций и, помимо указанных выше сигнальных признаков, приведены и другие конфигурации (или особые структуры расположения точек на карте), которые могут ука-
зывать на наличие особых причин изменчивости: тренды, циклы, необычный разброс в пределах контрольных границ и взаимосвязи значений внутри подгрупп. К таким конфи-
гурациям точек, свидетельствующим о неслучайном поведении процесса, ГОСТ Р
50779.42 рекомендует относить:
- наличие четырнадцати попеременно возрастающих и убывающих точек (или периоди-
ческие циклы) (рис.1.6,г); - расположение двух из трех последовательных точек выше или ниже средней линии
более чем на два стандартных отклонения, т.е. за предупреждающими границами
(рис.1.6,д); - расположение четырех из пяти последовательных точек выше или ниже средней ли-
нии более чем на одно среднеквадратическое отклонение (рис.1.6,е);
- наличие пятнадцати последовательных точек в зоне С выше или ниже CL
(рис.1.6,ж);
- наличие восьми последовательных точек по обеим сторонам CL, из которых нет ни одной в зоне С (рис.1.6,з).
Все перечисленные сигнальные признаки следует рассматривать как примеры возмож-
ных ситуаций, указывающих на присутствие неслучайных причин изменчивости.
При проведении анализа и интерпретации контрольных карт в дополнение к рассмот-
ренным восьми критериям необходимо обращать внимание на любое необычное распо-
ложение точек, которое может указывать на проявление неслучайных причин изменчивости.
При этом следует проявлять осторожность, поскольку необычные структуры точек на кон-
трольной карте могут быть обусловлены не только влиянием неслучайных причин изменчи-
вости, но и погрешностями контрольно-измерительного оборудования, ошибками операто-
ров и контролеров, допускаемыми при формировании выборок, расчете и нанесении кон-
трольных границ и выборочных характеристик.
Важно понимать, что для каждого конкретного процесса наиболее характерными будут два-три сигнальных признака, а большинство из перечисленных выше признаков могут не встретиться вовсе. Поэтому при разработке шаблонов КК для конкретных процессов на блан-
ках КК могут быть указаны такие наиболее характерные для процесса неслучайные конфигу-