

Неразъемные соединения
Неразъемные соединения не позволяют разобрать конструкцию без полного или частичного разрушения. В связи с этим такие соединения применяют в случаях, когда в их разборке нет необходимости. К неразъемным соединениям, изучаемым в курсе «Детали машин и основы конструирования», относят заклепочные, сварные и соединения с гарантированным натягом.
Заклепочные соединения
Общие сведения
Заклепкой называется стержень круглого сечения с заранее изготовленной закладной головкой на одном конце и замыкающей головкой на другом, образующейся в процессе клёпки.
Заклёпки применяются для соединения таких деталей машин и сооружений, которые представляют собой полосы, листы, прокатные профили и др.
Сопрягаемые детали стягиваются заклёпкой 1, которая состоит из стержня круглого сечения и закладной головки (Рис. 1 .1). Заклёпку вставляют в совмещённые отверстия d и, осаживая выступающий конец стержня, образуют вторую замыкающую головку 4. Формирование этой головки производится с помощью обжимки 2. Закладная головка устанавливается в поддержке 5. При автоматической клёпке для улучшения формирования замыкающей головки используют нажимное кольцо 3. Процесс образования замыкающей головки называется клёпкой. В ходе клёпки также происходит осадка цилиндрического тела заклёпки, при этом диаметр заклёпки с размера d увеличивается до величины отверстия d. Диаметр отверстия выбирают по таблице 1 в соответствии диаметром заклёпки.
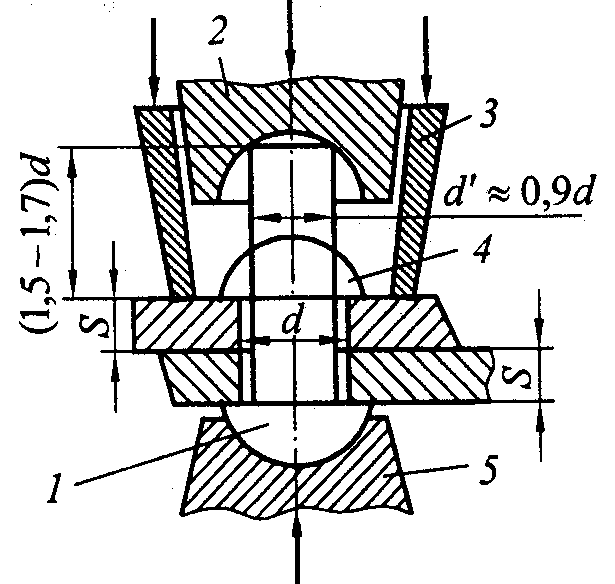
Рис. 1.1. Схема клепки
Рекомендации по выбору отверстий под заклёпки
Диаметр отверстия под заклёпки do, мм |
||
Диаметр заклепки d, мм |
точная сборка (машино- и станкостроение) |
грубая сборка |
6 |
6,5 |
6,7 |
8 |
8,5 |
8,7 |
10 |
10,5 |
11,0 |
12 |
13,0 |
13,0 |
(14) |
15,0 |
15,0 |
(16) |
16,5 |
17,0 |
(18) |
18,5 |
19,0 |
20 |
21 |
21 |
22 |
23 |
24 |
24 |
25 |
26 |
(27) |
28 |
29 |
30 |
31 |
32 |
Примечание. В скобках указаны нерекомендуемые диаметры заклепок. |
||
При диаметре стальных заклёпок до d = 12 мм, применяют холодную клёпку, при большем диаметре – горячую. Для обеспечения ввода заклёпки отверстие в склёпываемых деталях делают несколько больше диаметра стержня заклёпки. Клёпку проводят вручную или машинами. При машинной клёпке отверстие заполняется металлом лучше, что благоприятно сказывается на работе заклёпочного соединения. Во избежание химической коррозии в соединениях заклёпки ставят из того же материала, что и соединяемые детали. Заклёпки изготавливают из стали (ст.2; ст.3; ст.10; ст.20), алюминия, латуни и меди. Материал заклёпки должен быть достаточно пластичным.
Заклёпочные соединения до сих пор применяются в ответственных конструкциях, воспринимающих интенсивные вибрационные или большие повторные ударные нагрузки (самолёты, уникальные мосты). Кроме того, заклёпочные соединения применяются в конструкциях, не допускающих применение сварки, из-за опасности коробления, отпуска термообработанных деталей или при склёпывании не свариваемых деталей.
Соединение деталей машин или сооружения осуществляемого группой заклёпок называется заклепочным швом.
Недостатками заклепочных соединений являются:
большая масса соединения;
более высокая стоимость изготовления;
повышенный расход металла;
шум и вибрация в процессе ручной клепки.
К преимуществам заклепочных соединений относится возможность применения:
для соединения несвариваемых деталей;
в ответственных конструкциях, воспринимающих большие вибрационные или повторные нагрузки;
в конструкциях, не допускающих сварку из-за коробления или опасности отпуска тер необработанных деталей.
Заклепочные соединения по сравнению со сварными более стабильны, лучше контролируются в них не возникает коррозии, гальванических пар и тому подобных процессов, поэтому прочность и надёжность соединения не изменяется длительное время. Наибольшее распространение имеет клёпка, выполняемая заклёпками с потайными головками, которые позволяют получить гладкую поверхность изделия. Соединение заклёпками с выступающими головками применяется для соединения элементов изделий, к которым не предъявляется высоких требований по внешнему виду и гладкости поверхности. Клёпка состоит из следующих операций: образование отверстия под заклёпку (сверлением или пробивкой); образование гнезда под потайную головку заклёпки (зенкованием или штампованием); вставка заклёпки, состоящей из закладной головки и стержня в отверстие; образование замыкающей головки обжимкой и поддержкой. Замыкающая головка может быть образована прессованием (прессовая клёпка.) или ударом (ударная клёпка.). Прессовая клёпка производится на клёпальных машинах (прессах и автоматах), а ударная — клёпадьными молотками. Клепка применяется при производстве различных металлических конструкций в судостроении, вагоностроении, самолётостроении и др. отраслях.
Клепальная машина — машина, предназначенная для выполнения клёпки. Различают клепальные прессы и автоматы. На прессах производят только одну операцию клёпки — образование замыкающей головки. Стержень заклёпки осаживается между двумя штампами. За один ход пуансона штампа можно расклепать одну или несколько заклёпок (так называемая групповая клёпка). При групповой клёпке на прессе КП-602 можно расклепать до 1 тыс. заклёпок из лёгких сплавов диаметром 4 мм за 1 час. Клепальные прессы могут быть переносными и стационарными. Переносные прессы (при клёпке их держат в руках) весят 4–5 кг, применяются главным образом для клёпки в труднодоступных местах конструкций.
На отечественных клепальных автоматах выполняют весь комплекс операций: выравнивают поверхности изделий, производят их сжатие, сверление и зенкование отверстий, вставляют заклёпки, производят клёпку, перемещают изделие. Управление механизмами — автоматическое, задаётся при помощи программных устройств. Производительность клепальных автоматов 300–600 заклёпок в час.
Клепальный молоток — ручная машина ударного действия имеет небольшие размеры, весит 1,5–4 кг и позволяет производить клепку в труднодоступных местах конструкций, внутри собираемых изделий, применять при клепке изделий в сборочных приспособлениях. Для привода поршня, заключенного в корпусе клепальный молоток, используют энергию сжатого воздуха. Поршень наносит удары по обжимке, устанавливаемой на заклёпке. При работе клепальщику, помогает подручный, который удерживает установленную на головке заклепки поддержку. Качество соединения во многом зависит от квалификации исполнителей. В целях улучшения условий труда и повышения качества продукции клепальный молоток заменяют более тяжёлыми клёпальными машинами.
Клёпаные конструкции — металлические конструкции, элементы которых соединяются заклёпками. Современные металлические конструкции изготавливаются главным образом сварными; отверстия для заклёпок, ослабляющие сечения на 15–20%, а также трудоёмкость изготовления клёпаные конструкции делают их в большинстве случаев менее выгодными по сравнению со сварными. Однако клёпаные конструкции более надёжны в условиях низких температур, когда концентрации напряжений, способствующие возникновению хрупкого разрушения конструкций и развивающиеся в местах отверстий для заклепок, существенно меньше концентраций в сварных швах конструкций. Поэтому к клёпаным конструкциям нередко прибегают при возведении сооружений в северных районах. Кроме того заклёпочные соединения применяются также в мостостроении (преимущественно в железнодорожных мостах) и в конструкциях промышленных зданий с большими нагрузками (например, в подкрановых балках), когда возможность разрушения металла под действием циклических нагрузок является особенно опасной или изготовление путём сварки мощного составного сечения элемента представляет значительные технологические трудности.