

Решение.
1. Определим контактное давление в соединении по формуле (1в), т.к. присутствует осевая сила F и вращающий момент T, приняв коэффициент запаса от сдвига k=2:
 (Па)
=
(Па)
=
= 7.9 (МПа)
Т.к. коэффициент трения f не задан по условию задачи, то принимаем его самостоятельно из таблицы 4 для цветных сплавов f = 0.05.
2. Определим по табл. 1.3 модуль упругости E, коэффициент Пуассона m и предел текучести sт для бронзы БрАЖ9-4:
E = E1 = E2 = 1.1×105 (МПа);
m = m1 = m2 = 0.33;
sт = 200 (МПа).
3. Расчетный (минимальный) натяг вычислим по формуле (2):

где
4. Минимальный требуемый натяг определяем по формуле (4), найдя Rz = 4 × Ra = Rz1 = Rz2 = 4 × 2.5 = 10 мкм:
![]()
5. Наибольший расчетный натяг [формула (6)]:
6. Максимальный требуемый натяг с учетом сглаживания микронеровностей вычислим по формуле (4):
![]()
7. По таблицам 1.1 и
1.2 подбираем посадку так, чтобы натяг![]() мкм,
а
мкм,
а
![]() мкм.
На рисунке 1.5 графически показано, каким
образом необходимо выбрать требуемую
посадку.
мкм.
На рисунке 1.5 графически показано, каким
образом необходимо выбрать требуемую
посадку.
В соответствии с
этими условиями подходит посадка –
Æ110H8/u8; предельные
отклонения отверстия для квалитета H8
–
![]() ;
предельные отклонения вала для квалитета
u8 –
;
предельные отклонения вала для квалитета
u8 –
![]() .
Минимальный и максимальный натяги
выбранной посадки Æ110H8/u8:
.
Минимальный и максимальный натяги
выбранной посадки Æ110H8/u8:
Nmin = 144 – 54 = 90 (мкм) – должно быть не менее 67 мкм (условие выполнено);
Nmax = 198 – 0 = 198 (мкм) – должно быть не более 233 мкм (условие выполнено).
Оба условия удовлетворены, значит, посадка подобрана верно.
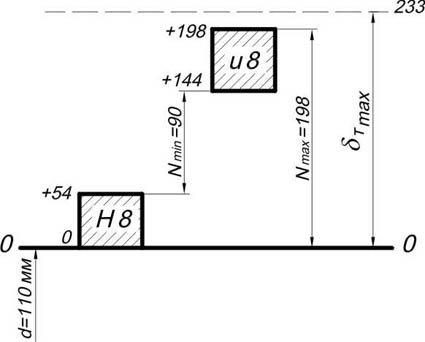
Рис. 1.5. Расположение полей допусков
Примечание: Кроме выбранного поля допуска для отверстия H8 смогут подойти и все поля допусков с квалитетом меньше 8 (т.е. H4, H5, H6, H7). Однако, исходя из условия экономичности при изготовлении предпочтительнее выбирать поля допусков с более грубыми квалитетами точности. Поэтому выбран самый большой и удовлетворяющий всем расчетам квалитет точности (Н8) из возможных.
ОТВЕТ: Для выполнения соединения венца червячного колеса на центр следует назначить посадку Æ110H8/u8.
Клиновые и штифтовые соединения
Назначение и классификация соединений
Клиновым называют разъёмное соединение затягиваемое или регулируемое с помощью клина. На Рис. 7.1 представлено клиновое соединение стержня со втулкой. Стержень имеет поперечный клиновой паз с углом, равным углу клина, а втулка имеет паз постоянного сечения. Забивая клин или перемещая его посредством винта, затягивают клиновое соединение.
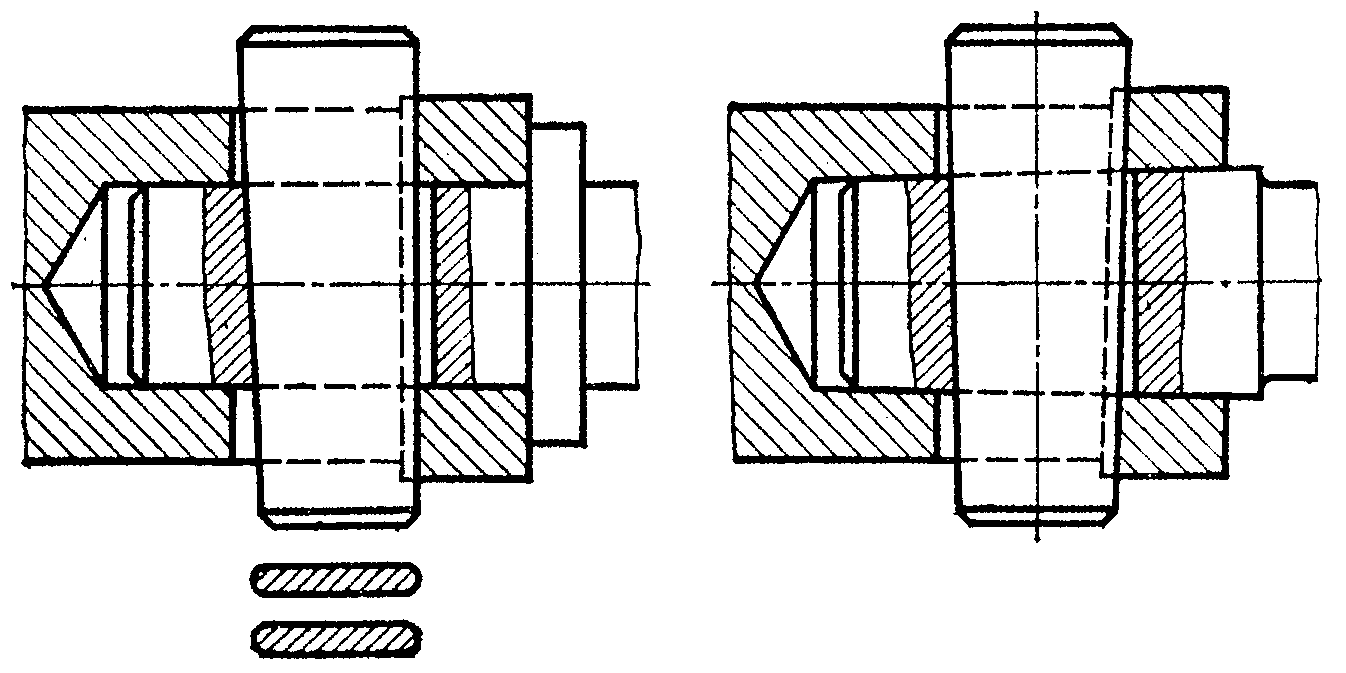
а б
Рис. 5.55. Клиновые соединения стержня со втулкой: сопряжение по цилиндрической поверхности и по торцу (а), по конической поверхности (б)
Достоинства клиновых соединений заключается в простоте конструкции, быстроте сборки и разборки, возможности создания больших усилий затяжки.
К недостаткам клиновых соединений относятся не технологичность конструкции, ослабление основных деталей прорезями для установки клина и необходимость в ответственных случаях устройств, стопорящих клин.
Указанные недостатки ограничивают применение клиновых соединений. Они всё же находят применение там, где удобство и быстрота сборки и разборки имеют решающее значение например, в зажимных устройствах станков.
В клиновых соединениях применяют почти исключительно односкосные клинья. Рабочие поверхности клиньев с цилиндрическими или плоскими фасками Рис. 7.2.
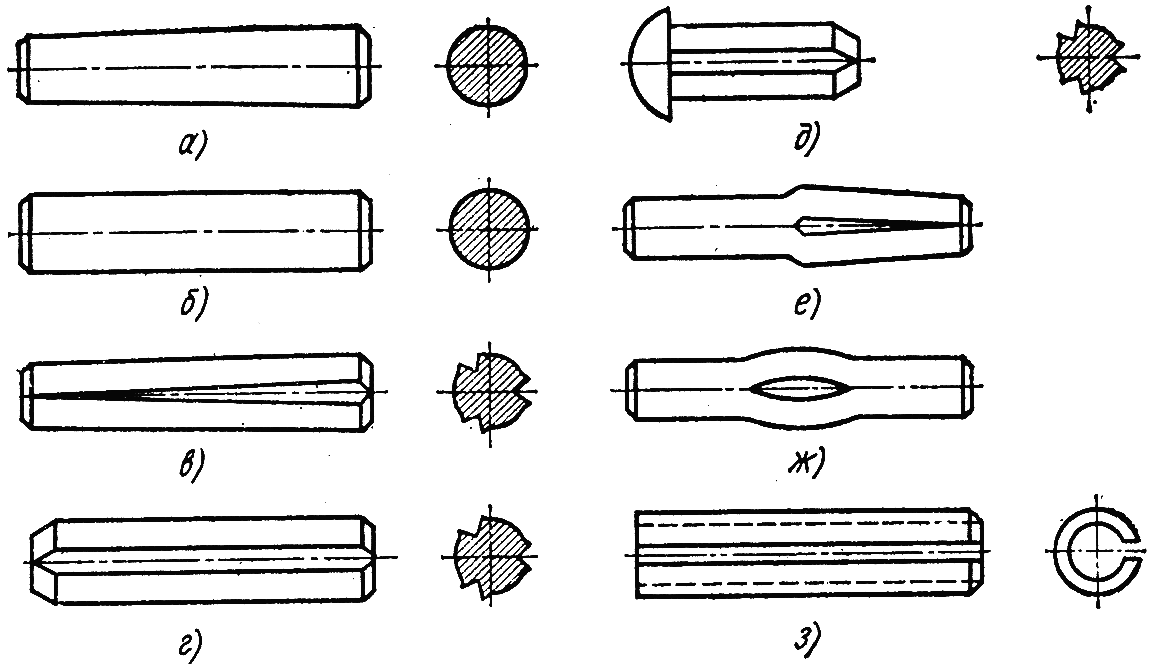
Рис. 5.56. Основные типы штифтов
Уклоны рабочей поверхности клина в зависимости от назначения назначают в пределах 1:100; 1:40; 1:10; 1:4.
Шрифты предназначены для точного взаимного фиксирования деталей, но могут применяться в качестве крепёжных и предохранительных элементов.
Шрифты изготавливают из стали марок 45, 15, А12, 35, а также из пружинной стали. Шрифты устанавливают в отверстия, которые в деталях обработаны совместно, и в проектном положении они удерживаются за счёт сил трения, а иногда концы штифтов расклёпывают.