

4.3. Технологичность конструкции
холодноштампуемых деталей
а) Материалы, обрабатываемые холодной штамповкой
Плоские детали изготовляют с применением отрезки, вырубки, пробивки, надрезки, 8ачистки, просечки из всех металлов и сплавов, поставляемых в листах, полосах и лентах, а также из листовых неметаллических материалов: бумаги, картона, резины, слюды, миканита, гетинакса, текстолита, фибры, кожи, войлока, фетра, ткани и лакоткани, листовой прессованной пробки, органического стекла.
Гибкой и вытяжкой сравнительно легко изготовлять детали из кожи, целлулоида, картона, бумаги, органического стекла.
Мри выборе сортамента листового материала конструктор должен стремиться применять наименьшее количество марок и толщин материалов для всех деталей радиоприбора: это позволяет рационально использовать отходы.
В качестве общего критерия штампуемости материалов для всех видов штамповочных операций при прочих равных условиях (одинаковая конструкция и точность штампа, а также сложность детали) принимают стойкость штампа, т. е. количество заготовок, отштампованных до того момента, когда требуется переточка штампа из-за его затупления. При штамповке-вырубке, пробивке и обрезке специфическими критериями штампуемости являются качество поверхности среза и величина заусенцев после вырубки определенного количества деталей; при штамповке-гибке — угол пружинения и рассеивание его значения, которое тем больше, чем тверже материал; при штамповке вытяжке — коэффициент вытяжки (отношение диаметра полой детали или заготовки к диаметру плоской заготовки или вытяжки, полученной на предыдущей вытяжной операции). Чем меньше коэффициент вытяжки материала, тем легче происходит процесс вытяжки деталей из него и тем меньшее число переходов необходимо для изготовления детали.
б) Технологические требования к элементам конструкции плоских деталей
Наружные контуры плоских штампованных деталей и кромки вырубаемых отверстий должны быть но возможности просты.
Для получения точной геометрической формы штампуемой детали и снижения трудоемкости изготовления штампа необходимо, чтобы глубина впадин и высота выступов наружного контура детали были не меньше толщины листа, т. е. h ≥ t (рис. 4.17а), а ширина впадины а или выступа b (рис. 4.17, б) — соответственно а > 0,7 t (но не менее 0,5 мм) и b > It (но не менее 1 мм).
Величина перемычки К при пробивке (вырубке) между кромками отверстий, а также между отверстиями и наружными кромками детали зависит от толщины стенки детали (рис. 4.18).
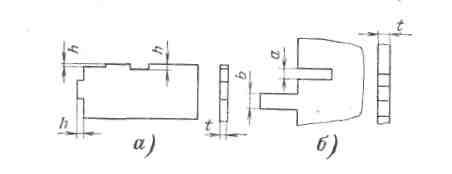
Рис. 4.17.. Впадины и выступы на наружных контурах плоских деталей
Радиус R закругления деталей, показанных на рис. 4.19, которые изготовляются путем вырубки в полосе перемычек, должен быть больше половины ширины т полосы (ленты), т. е. R > 1/2 т. Несоблюдение этого правила приводит к образованию уступов и впадин в месте сопряжений закругления с прямолинейным участком контура детали (см. рис. 4.19).
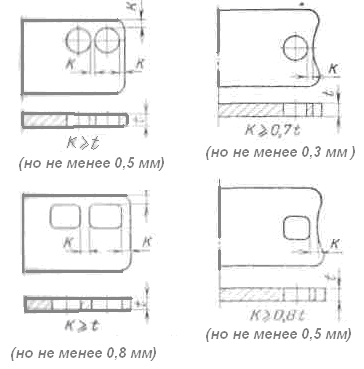
Рис. 4.18. Размеры перемычек между смежными отверстиями и краем детали
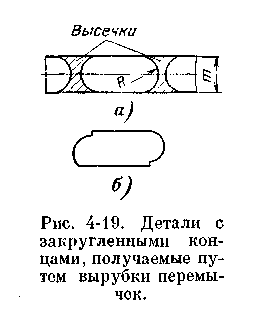
Рис. 4.19. Детали с закругленными концами, получаемые путем вырубки перемычек
Для повышения технологичности деталей, получаемых холодной штамповкой, нужно при проектировании продумывать очертания их наружного контура так, чтобы повысить коэффициент использования металла и, в частности, обеспечить безотходную штамповку.
Острые углы (внутренние и внешние) сопряжения линий контура рекомендуется округлять. Радиус закругления R3 = (0,5 ÷ 1) t.
в) Технологические требования к элементам конструкции изогнутых деталей
Основное технологическое требование к конструкции деталей, получаемых гибкой, максимальная простота формы изгибов. Такие детали можно разделить па следующие группы:
по направлению линии изгиба — в одной, двух и нескольких плоскостях;
по числу гибок в каждой плоскости — один изгиб, два и более.
Наиболее предпочтительны простейшие формы изгибов: Г-образные и П-образные, т, е, угольники и скобы, При этом следует стремиться, располагать линию изгиба перпендикулярно направлению проката (и соответствии с ГОСТ на материал).
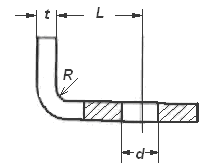
Рис. 4.20. Расположение отверстий в изогнутых деталях
Необходимо также правильно назначать радиусы изгиба. Если радиус изгиба слишком мал, деформация растяжения наружных слоев материала в зоне изгиба может привести к разрушению детали (появляются трещины). Наименьший допустимый радиус изгиба зависит от толщины и пластических свойств материала.
Длина отгибаемой части должна быть не меньше утроенной толщины материала, в противном случае гибка получается плохой, так как рабочие части штампа не имеют достаточной опорной поверхности для создания изгибающего момента.
При пробивке отверстий в нагибаемых деталях (их желательно получать комбинированной штамповкой одновременно с вырубкой плоской заготовки) необходимо, чтобы наименьший размер L, определяющий положение оси отверстия относительно отогнутой полки (рис. 4.20), был L ≥ 0,5 d + R + 3 t. При несоблюдении этого условия необходимо пробивать или сверлить отверстие в изогнутой заготовке. В этом случае L ≥ 0,5 d + R. Для повышения жесткости длинных изогнутых деталей (а также и плоских деталей) следует предусматривать ребра жесткости (рифты) в направлении, перпендикулярном направлению линии изгиба.
г) Технологические требования к элементам конструкции полых деталей
В конструкции полых деталей из листового материала, изготовляемых штамповкой-вытяжкой, следует учесть технологические особенности указанной операции. В принципе вытяжкой можно изготовить очень сложные детали, но для этого требуются дорогостоящие штампы, и при малых размерах партий себестоимость таких деталей очень высока.
Потому вопрос о целесообразности этой операции нужно решать исходя из объема производства.
Наиболее технологичны цилиндрические детали типа корпусов, стаканов с отношением высоты к диаметру не больше 0,5—0,6. Такие детали получают за одну операцию вытяжки и называют «мелкими».
При вытяжке на отдельных участках детали обычно происходит уменьшение толщины материла (даже, как уже говорилось выше, при вытяжке без утонения) в пределах 20% от толщины исходной заготовки. Это следует учитывать при проектировании.
Наибольшее уменьшение толщины материала происходит в зоне сопряжения дна с боковыми стенками; наоборот, в зоне сопряжения боковых стенок с фланцем толщина материала увеличивается.
При вытяжке с утонением надо иметь в виду, что степень уменьшения толщины боковых стенок предопределяет наименьшее число переходов вытяжки.
д) Технологические требования к элементам конструкции деталей при выбортовке, рельефной штамповке и обжатии
При отбортовке необходимо, чтобы наименьший радиус г сопряжения (рис. 4.21) удовлетворял соотношениям r = (4 ÷ 5) t при t ≤ 2 мм; r = (2 ÷ 3) t при t > 2 мм.

Рис. 4.21. Образование борта по краям отверстия, пробитого в плоской заготовки
Рис. 4.22. Образование рельефа
Диаметр отверстия под отбортовку приближенно определяют по формуле
![]() ,
,
где D — диаметр отбортовки;
h — высота отбортовки.
Предельное отношение диаметров d0/D, при котором не возникает разрушения материала (коэффициент отбортовки k), составляет 0,58—0,60 для мягкой стали и латуни и 0,65 — для линия.
При отбортовке отверстий диаметром до 5 мм наибольшее значение коэффициента k не должно превышать величины
![]() .
.
При отбортовке отверстий нецилиндрической формы значения r и d0 определяют иp соотношений, приведенных выше, принимая в качестве D удвоенное значение наименьшего радиуса скругления углом отбортованного отверстия.
Материал деталей, изготовляемых с применением рельефной штамповки, должен иметь повышенную точность по толщине, поскольку штамп и атом случае работает «в упор», и хорошие пластические свойства, При назначении формы и размеров рельефа детали (рис. 4-22) дли получения рельефа за одну операцию штамповки необходимо ограничивать относительную деформацию, соблюдая отношение
![]() ,
,
где L1 – развернутая длина по сечению штампуемого рельефа;
L – расстояние между крайними точками рельефа;
δ – относительное удлинение при растяжении.