

О порядке проведения работ по выбору материалов и упрочняющих технологий
Ниже приводится рекомендуемый перечень и последовательность работ по выбору материалов и упрочняющих технологий [14].
Подготовительная работа
1. Обоснование требований к деталям (материалам) с учетом условий их работы в разрабатываемом изделии.
2. Систематизация и анализ дефектов (отказов), выявленных при эксплуатации изделий-аналогов и корректировка соответствующих требований.
Работа по обоснованию (оптимизации) выбора
1. Определение класса и подкласса материалов соответственно назначению детали (изделия) при одновременном учете предъявляемых требований.
2. Выбор группы (подгруппы) материалов с учетом характера напряженного состояния детали при ее работе в изделии в условиях эксплуатации.
3. Формирование перечня марок материалов в рамках выбранных групп (подгрупп), удовлетворяющих предъявляемым требованиям с учетом потенциальных возможностей улучшения свойств упрочняющей термической обработкой.
4. Проведение сравнительной оценки материалов, входящих в подготовительный перечень:
- по определяющим физико-механическим свойствам;
- массопотреблению (массоемкости);
- стоимости;
- технологичности (обрабатываемости резанием и давлением);
- дефицитности исходных продуктов и составляющих компонентов;
- возможности устранения (локализации) дефектов, выявленных при эксплуатации изделий-аналогов.
5. Оптимизация выбора материала математическим моделированием работы детали (для ответственных и дорогостоящих объектов).
6. Оптимизация (уточнение) технологии упрочняющей термической обработки выбранного материала по себестоимости возможных вариантов ее осуществления.
7. Оптимизация выбора и размещения оборудования, необходимого для проведения упрочняющей термической обработки.
8. Выбор методов и оптимизация системы контроля качества материала детали (изделия) в процессе производства.
Лекция 15-16 Объемное планирование работы технологических станочных систем
Эта и все последующие лекции посвящены вопросам математического моделирования и оптимизации технологических станочных систем.
Объемное планирование работы механического
Участка при достижении максимальной загрузки технологического оборудования
Постановка
задачи.
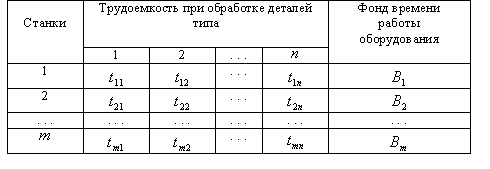
Имеется m
– станков (m
– групп станков), на которых могут быть
изготовлены n
– типов деталей. Трудоемкость обработки
j
- ой детали на i
– м станке составляет
![]() ,
час. Известны фонды времени работы
каждого станка (группы станков) – Bi.
Исходные данные для решения задачи
представлены в таблице 14.
,
час. Известны фонды времени работы
каждого станка (группы станков) – Bi.
Исходные данные для решения задачи
представлены в таблице 14.
Таблица
14
Требуется
определить
количество деталей каждого наименования
![]() ,
при обработке которых достигается
максимальная загрузка оборудования
участка.
,
при обработке которых достигается
максимальная загрузка оборудования
участка.
Математическая модель для решения задачи:
Ограничения:
|
(39) |
|
(40) |
. . .
|
(41) |
|
(42) |
Управляемые параметры:
![]() .
.
Целевая функция:
|
(43) |
Задача решается методом линейного программирования. При этом следует иметь в виду следующее. Количество ограничений вида (39) - (41) в математической модели должно строго равняться количеству станков (групп станков) участка. При решении задачи с помощью компьютера количество станков (групп станков), а также типов деталей практически не ограничено и определяется только возможностями компьютера и соответствующей программы. При решении задачи вручную с применением графо-аналитического метода количество типов станков (групп станков) также не ограничено, но их увеличение естественным образом приведет к увеличению времени расчетов. Количество же типов деталей не должно превышать двух, т.к. в противном случае невозможно будет на плоскости выполнить необходимые графические построения.
Пример. Исходные данные для примера в таблице 15.
Таблица 15

Обозначим через
![]() количество
деталей типа D1,
через
количество
деталей типа D1,
через
![]() количество
деталей типа D2.
количество
деталей типа D2.
Математическая модель для решения данной задачи запишется следующим образом:
Ограничения (по фонду времени работы оборудования):
|
(44) |
|
(45) |
|
(46) |
|
(47) |
|
(48) |
Целевая функция (суммарное время работы всех групп оборудования):
|
(14.11) |
Требуется найти значения и , удовлетворяющие заданным ограничениям (44) – (48) и обеспечивающие максимум целевой функции. Параметры и являются управляемыми параметрами в математической модели.
Решим задачу графо – аналитическим методом. Графическая иллюстрация решения задачи приведена на рис. 27.

Рис.27. Графическая иллюстрация решения задачи
Вычисления для построения ограничений (44) – (46):
![]()
x1 |
0 |
1000 |
x2 |
667 |
333 |
![]()
x1 |
0 |
1000 |
x2 |
778 |
222 |
![]()
x1 |
500 |
1000 |
x2 |
900 |
150 |
Направления допустимости ограничений (44) – (46) – «вниз – влево».
Ограничения (47) и (48) – это оси координат. Направления их допустимости – «вправо» и «вверх».
Для нахождения точки касания границы ОДР прямой линией, определяющей целевую функцию, построим сначала произвольную прямую для целевой функции, приравняв ее выражение к произвольному числу в пределах масштаба построений, например к 1500:
![]()
x1 |
500 |
1000 |
x2 |
750 |
428 |
Проведя прямую линию, параллельную данной, находим точку касания ее границы ОДР – это точка А. Для нахождения ее координат (точки пересечения ограничений 45 и 46) решаем следующую систему уравнений:

![]()
![]()
Т.е. окончательно
![]()
Максимальное значение целевой функции (максимальная загрузка оборудования участка) при оптимальных значениях искомых параметров составит:
![]()