

Оптимизация выбора систем и средств контроля
Определимся сначала с постановкой задачи. В содержательном плане задачи структурной оптимизации систем и средств контроля сводятся к отысканию решений, приводящих к определенному повышению качества продукции за счет введения контроля или совершенствования его системы при минимальных затратах. В формализованном виде это можно записать
min З при P=const
или
min З при возможно большем Р
В последнем случае имеется в виду установление какого-то целесообразного соотношения между затратами и уровнем надежности. Математическая модель в виде соответствующих количественных связей должна отражать стоимостные затраты применительно к одному или различным уровням качества, достигаемым за счет контроля. При этом следует учитывать суммарные затраты на проведение контроля и достигаемый экономический эффект, в том числе и в процессе эксплуатации соответствующих изделий.
Затраты на контроль складываются из текущих затрат (себестоимости) и единовременных затрат, связанных с капитальными вложениями; последние к одинаковой размерности приводятся с помощью нормативного коэффициента эффективности
![]() (32)
(32)
где ![]() - затраты на проведение контроля; С -
себестоимость; ЕH
- нормативный коэффициент; К - единовременные
(капитальные) затраты.
- затраты на проведение контроля; С -
себестоимость; ЕH
- нормативный коэффициент; К - единовременные
(капитальные) затраты.
Заметим, что в затраты на проведение контроля должны включаться и затраты, связанные с забракованием годной продукции; здесь же должна быть отражена и экономия от своевременного выявления брака.
Введение (совершенствование) контроля может сказаться на эксплуатационных затратах. Это связано с возможным изменением сроков службы (ресурса), периодичности технического обслуживания, ремонта и т. п. С учетом расходов на проведение ремонта и на эксплуатацию соответствующих изделий суммарные затраты в общем виде можно записать:
![]() (33)
(33)
где ![]() - затраты эксплуатационные;
- затраты эксплуатационные; ![]() - ресурс (срок службы); N - количество
единиц продукции, применительно к
которым ведется расчет (годовой выпуск
или число изделий, находящихся в
эксплуатации на определенный момент
времени).
- ресурс (срок службы); N - количество
единиц продукции, применительно к
которым ведется расчет (годовой выпуск
или число изделий, находящихся в
эксплуатации на определенный момент
времени).
Приведенное соотношение и является целевой функцией в обобщенном виде. Ее минимизация с учетом дискретности по вариантам приводит к решению оптимизационной задачи. Ввиду очевидной ограниченности возможных вариантов решение целесообразно основывать на методе простого перебора.
В частном случае при оценке целесообразности замены одного варианта другим, например существующего, можно сразу определять экономическую эффективность такой замены:
Э=![]() (34)
(34)
В интересах анализа
влияния различных факторов добавим в
первое слагаемое ![]() и одновременно вычтем из второго
слагаемого ту же величину; тогда это
выражение можно записать в след виде
[13]
и одновременно вычтем из второго
слагаемого ту же величину; тогда это
выражение можно записать в след виде
[13]
Э=![]() (35)
(35)
Здесь первое слагаемое характеризует сокращение эксплуатационных расходов (ремонт и простои) в результате введения контроля. Второе слагаемое показывает выигрыш от увеличения ресурса работы. Третье слагаемое характеризует влияние изменения расходов на проведение контроля; оно будет положительным, если новая система контроля обеспечивает большую производительность, но может быть и отрицательным, если новая система контроля более дорогостоящая.
Решение оптимизационной задачи в соответствии с целевой функцией (33), как уже указывалось, может осуществляться не только при постоянной надежности выпускаемой продукции, но и при разных ее уровнях. В последнем случае результаты соответствующих расчетов целесообразно нанести на график, как это показано на рис. 22. Оптимальный вариант выбирается с помощью графика при одновременном учете конкретных условий. Применительно к указанному рисунку это будет второй вариант, поскольку при переходе к третьему надежность мало изменяется, а стоимость сильно возрастает.
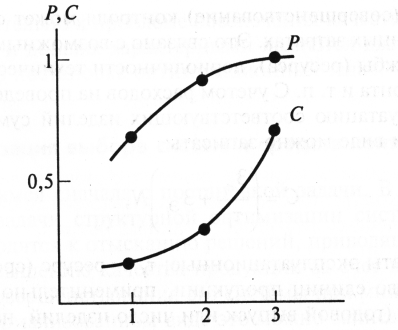
Рис. 22. Стоимость различных вариантов контроля и достигаемая надежность объекта
Проиллюстрируем изложенные положения примерами [13].
Пример. Для контроля дефектов крупногабаритного литья пригодны два варианта неразрушающего контроля - радиографический и ультразвуковой. В первом случае необходимо строительство специальной камеры для защиты от излучения (1300 усл. ед.) и оснащение ее линейным ускорителем (200 усл. ед.); текущие расходы на контроль в течение года составляют 60 усл. ед. Во втором случае необходима разработка ультразвукового дефектоскопа повышенной чувствительности и изготовление трех приборов (300 усл. ед.); текущие расходы на контроль в течение года при этом составляют 10 усл. ед. Выбрать оптимальный вариант, приняв нормативный коэффициент равным 0,15.
Поскольку ресурс и эксплуатационные затраты остаются неизменными, оценочные затраты определяем как производственные по зависимости (32):

Ясно, что второй вариант более предпочтителен. Заметим, однако, что фактор времени готовности (строительства камеры и разработки дефектоскопа) здесь не рассматривается.
Пример. Оптимизировать систему контроля сварных соединений энергетической установки, имея в виду, что пригодны два варианта неразрушающего контроля - выборочный рентгенографический и 100%-ный ультразвуковой. В первом случае суммарные затраты на контроль годовой программы (N= 10) составили 5 усл. ед.; при этом из-за недобраковки возможны в среднем 9,5 аварий с остановкой работы и ущербом 15,8 усл. ед. на каждую аварию. Во втором случае суммарные затраты на контроль составили 4,5 усл. ед.; выходов энергоустановки из строя было четыре с тем же ущербом на одну аварию; затраты, связанные с ошибочным забракованием (с ремонтом сварных соединений), составили 5,4 усл. ед.; стоимость экспериментальных работ по определению уровней недобраковки и перебраковки составила 200 усл. ед. Ресурс работы сохранялся неизменным 11,4 года; нормативный коэффицент - 0,15.
![]() усл. ед.
усл. ед.
Находим эксплуатационные затраты; по вариантам они соответственно будут:
![]() усл. ед.;
усл. ед.;
![]() усл. ед.
усл. ед.
С учетом вида целевой функции (33) применительно к каждому варианту суммарные затраты составят
![]() усл. ед.;
усл. ед.;
Определяем затраты на проведение контроля. При осуществлении первого варианта капитальные затраты не потребуются и 3Wj = 5 усл. ед. Применительно к второму варианту определяем их с учетом соотношения (32):
![]()
Из этого следует, что оптимальным будет второй вариант контроля1.
Вместе с тем, поскольку рассматриваются лишь два варианта контроля, можно было бы сразу провести их сопоставление с определением экономического эффекта по зависимости :
