

Оценка области использования электроэрозионной и комбинированной обработки для отверстий малого диаметра
В статье рассмотрена проблема разработки и внедрения технологии комбинированной обработки отверстий малого диаметра для производства газотурбинных двигателей
Введение. Данная работа является актуальной так как для газотурбинных двигателей (ГТД), (авиация и наземные газоперекачивающие установки и др.), имеется большая группа деталей, испытывающих в процессе эксплуатации значительные циклические силовые и тепловые (температура до 1500-1800С) нагрузки: это сопловые и рабочие лопатки турбины, жаровые трубы, газосборники и др. Эффективность работы таких деталей во многом зависит от эффективности их охлаждения воздухом, подаваемым через специальные отверстия малых диаметров от 0,4 мм до 2,0 мм к охлаждаемым поверхностям под прямыми и острыми углами от 10 до 90 при соотношении глубины к диаметру до 30. В качестве материалов для рассматриваемых деталей ГТД применяют жаропрочные сплавы на никелевой основе типа ЖС6ВИ, ЖС26, ЖС32, ЧС70-ВИ и др., которые практически не поддаются обработке лезвийным режущим инструментом. Здесь основным методом обработки является электроэрозионная (ЭЭО) и комбинированная электроэрозионно-химическая прошивка (ЭЭХ) отверстий, в основном, с вращением электрода-инструмента (ЭИ).
Авторы исследовали пути повышения эффективности обработки отверстий малых диаметров в деталях из жаропрочных сплавов за счёт электроэрозионного сверления вращающимся полым электродом-инструментом с прокачкой рабочей среды при давлениях, ранее не используемых для таких целей (до 100 МПа).
Методы достижения поставленной цели. В [1], [2], приведены успешные попытки повышения скорости прошивания отверстий малого диаметра, в деталях различного назначения, включая изделия авиационно-космической техники. Выяснилось что, наряду с вращением электрода-инструмента и высоким давлением на входе, требуется деионизация жидкой среды, что снижает газообразование и сопротивление прокачке жидкости через зазоры.
Для повышения производительности, улучшения качества обработки и снижение износа ЭИ в процессе электроэрозионной и комбинированной прошивки отверстий малых диаметров в жаропрочных сплавах используется повышенное напряжение, управляемая длительность импульса и паузы между импульсами.
Кинематика ЭИ, состояние рабочей среды. Наиболее широко для обработки отверстий малых диаметров в жаропрочных сплавав, применяется электроэрозионная обработка с использованием сплошных и полых стержневых электродов-инструментов, с их вращением и прокачкой рабочей среды. Такое оборудование подробно описано в [2]. С его созданием появилась возможность обрабатывать отверстия для охлаждения в деталях ГТД диаметром 0,04…3 мм на глубину более 10 мм [3]. Изготовление подобных отверстий традиционными методами сопряжено большими трудностями, а иногда вообще не возможно.
На рис. 1 показаны варианты многоконтурной прошивки (а), ЭЭО и ЭЭХ обработки с вращением ЭИ (б).


а) б)
Рис. 1. Электроэрозионная обработка отверстий в деталях из жаропрочного сплава
В случае, приведённом на рис. 1(б), прошивку осуществляют трубчатым капиллярным электродом, через который прокачивается диэлектрическая деионизированная жидкость под высоким давлением. Электрод-инструмент совершает поступательное движение подачи и дополнительное вращение вокруг собственной оси. В качестве рабочей среды используются жидкости на основе воды или углеводородного сырья. Такая схема обработки обеспечивает весьма высокую производительность прошивки отверстий с подачей до 20 мм/мин [2], [3].
Износ электрода-инструмента при ЭЭО полым электродом выше, чем при обычной прошивке. Величина износа возрастает с увеличением частоты следования импульсов и может достигать значений 100 - 120%. Так при ЭЭО отверстий полым электродом в лопатках из сплава ЖС26 в дистиллированной воде линейный износ ЭИ составляет 80 - 120%. При использовании специальных рабочих сред на импортном оборудовании величина износа составляет 30 - 40%. Здесь наибольший эффект даёт применение ЭЭХ обработки, при котором относительный износ ЭИ снижается до 20 - 25%.
В [4], [1] приводится схема струйной ЭЭХ, которая выполняется струёй жидкости под высоким давлением.
Электроэрозионная и комбинированная прошивка отверстий по предложенной технологии позволяет сохранить скорость прошивки до глубины 12-15 диаметров, что на порядок выше, чем при работе сплошным ЭИ.
Н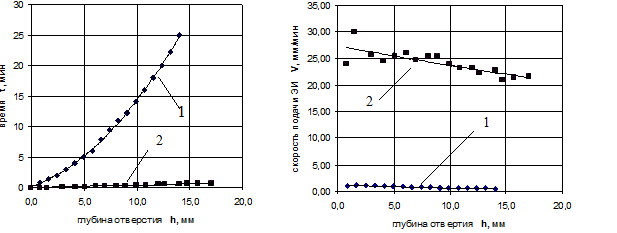 а
рис. 2 приведено сравнение производительности
прошивки при различной глубине для
предложенного метода по сравнению с
ранее применяемым.
а
рис. 2 приведено сравнение производительности
прошивки при различной глубине для
предложенного метода по сравнению с
ранее применяемым.
а) б)
Рис. 2 Изменение скорости прошивки в сплаве ЖС26 по глубине (1 - сплошным ЭИ; 2 - с вращением и подачей жидкости под большим давлением)
Из анализа рис. 2 видно, что применение полого вращающегося электрода-инструмента с прокачкой жидкости позволяет:
- повысить производительность обработки до 40 раз;
- сохранить производительность, так же глубина обработки с использованием ЭИ диаметром 1 мм более 14 мм происходит практически с постоянной скоростью, по видимому за счёт интенсивной эвакуации продуктов эрозии;
- повысить точность отверстий. Возможно обеспечить стабилизацию размеров в пределах 0,02 мм;
- может быть повышенно качество поверхностного слоя. Глубина изменённого слоя снижается до 1,5 раз а шероховатость составляет Ra 2,5.
Оборудование для прошивки отверстий. При обработке могут использоваться специальные станки с ЧПУ. По нашему опыту одним из лучших является модель TH 600V(рис. 3)
а
 )
б)
)
б)
Рис. 3. Современный электроэрозионный станок модели TH-600V фирмы TOP EDM (Тайвань), предназначенный для прошивки отверстий малых диаметров: а) магазин для инструмента; б) магазин с направляющими
При выборе электродов-инструментов для различных диаметров в обрабатываемых заготовках из жаропрочного сплава, следует учитывать факторы, влияющие на производительность и точность электроэрозионной и комбинированной прошивки отверстий:
-износ электрода-инструмента
-качество обработанной поверхности
Выводы. В авиакосмической отрасли начали широко применяться электрические методы обработки отверстий малого диаметра. Появилась ЭЭО и ЭЭХ прошивка полым вращающимся электродом-инструментом с прокачкой рабочей среды при высоком давлении.
Применение таких методов, по сравнению с традиционной электроэрозионной обработкой сплошными не вращающимися ЭИ, даёт не только значительную интенсификацию процесса, но и улучшение показателей обработки глубоких каналов в деталях из жаропрочных сплавов, что способствует освоению новых образцов авиационно-космической техники.
Литература
1. Смоленцев Е.В. Проектирование электрических и комбинированных методов обработки // М: Машиностроение, 2005-511с.
2. Бойко А.Ф. Эффективная технология и оборудование для электроэрозионной прошивки прецизионных микроотверстий. // Белгород: изд-во БГТУ, 2010-314с.
3. Владыкин А.В. Исследование процесса электроэрозионного сверления отверстий малых диаметров в деталях газотурбинных двигателей из жаропрочных сплавов [Текст]/Макаров В.Ф., Владыкин А.В.// Сборник научных трудов по итогам 12 международной НТК – Новые материалы и технологии в машиностроении. – 2010 – №12 – с.78-83.
4.Нетрадиционные методы обработки / под редакцией В.П Смоленцева, А.В.Бондаря// Межвузовский сборник научных трудов, вып. 9, часть 3.М: машиностроение,2010-140с.
Пермский моторостроительный завод
Воронежский государственный технический университет
Воронежский механический завод
УДК 347.763
С.В. Нелысов, В.Н. Старов, М.Л. Федюнин