

Расширение области использования многогранников
В статье рассматриваются вопросы механической обработки цилиндрических деталей с многогранными поверхностями
Характеристика объектов обработки. На данный момент цилиндрические детали с многогранными поверхностями всё больше находят своё применения в различных сферах народного хозяйства таких как: машиностроение, приборостроение, роботостроении, сельское хозяйство, горнодобывающей промышленности и даже в медицине.
Ни один механизм не может обойтись без крепежных изделий, разнообразных по типам и типоразмерам. Часто крепежные изделия имеют наружные поверхности, в сечении ограниченные правильными многоугольниками. Ярчайший пример такого крепежа - болты с наружными шестигранниками [1], изготовленные из катаного шестигранника, с точность размера не превышающего 12 квалитета, что обеспечивает простоту их изготовления. Но существуют более трудноизготавливаемые специальные шестигранники 10 квалитетов точности, а также гайки и гайки с опорным пояском [2], которые изготовить из катанной шестигранной заготовки невозможно. Также имеются крепежные детали, такие как фланцевые гайки [3], в которых цилиндрическая часть больше сечения многоугольной формы. Необходимо учитывать что, для создания высокопрочного крепежа классов прочности 8.8 и выше, в качестве материала заготовок используют среднеуглеродистые легированные (35, 40, 40Х, 38ХА, 40ХН2МА, 38ХГНМ), а также экономно легированные борсодержащие стали марок 12Г1Р, 20Г2Р, 30Г1Р, 35Г1Р, что усложняет использование технологий пластической деформаций металла [4].
Крепежные изделия и накидные ключи к ним четырехгранной формы так же получили распространение, наряду с крепежными изделиями с шестигранником [5].
Всё большее и большее применение находят моментопередающие валы с участками многогранной формы.
Компания Sulzer Pumps – является мировым лидером на рынке насосного оборудования. Специалисты этой компании предлагают в своей продукции использовать крепление рабочих колес с помощью многогранника, что, по их мнению, позволит обеспечить высокие эксплуатационные характеристики и простой монтаж колес на валу [6].
В настоящее время для передачи крутящего момента от привода кривошипно-горячештамповочного пресса (КГШП) к главному исполнительному механизму применяются профильная посадка ступицы на призматическую концевую часть вала с квадратным поперечным сечением при создании натягов между контактирующими гранями вала и ступицы двумя клиньями пластинчатой формы. [7].
Фирма "Xtrutech", занимающаяся производством и обслуживанием запасных частей для фармацевтической промышленности, предлагает путем замены круглых, клиновых валов на валы шестигранной формы усовершенствовать имеющиеся валы шнеков, которые используются в экструдерах, для более эффективной передачи крутящего момента от главного привода к элементам шнеков. [8].
В механизме поворота автокрана промежуточный вал-шестерня, для вращения поворотной части крана вручную, имеет квадратный хвостовик, выведенный наружу. Вращение осуществляется с ключом, надеваемым на квадратный хвостовик вала-шестерни.
Так же валы с элементами многогранных поверхностей широко используются в конструкции датчиков крутящего момента.
В приборостроении валы с многоугольными сечениями часто применяют для передачи крутящих моментов в таких отраслях как низковольтная высоковольтная аппаратура, а также автоматических вентиляционных системах.
В Туймазинском управлении буровых работ Башнефть при бурении скважин 222, 359 были проведены испытания опытного образца турбобура ТПВ-195, которые показали, работоспособность конструкции гидравлического забойного двигателя, надежность передачи крутящего момента с ротора на вал посредством шестигранной поверхности. Следов выработки в месте сопряжения посадки ротора на вал обнаружено не было, торцовый износ ступеней турбины не происходил, хотя шпиндель отрабатывался до люфта около 10-12 мм. Наработка турбобура ТПВ-195 в двухсекционном исполнении составила около 250 часов [9].
При производстве мотоблоков фирм Grillo, Zirka для передачи крутящего момента так же используются валы шестигранной формы.
В Стахановский вагоностроительный заводе изготавливают вагоны для перевозки минеральных удобрений. В механизме открывания и закрывания люков вагонов применяют соединения квадратного сечения, передающие крутящий момент, равный 33,8 Нм [10]. Соединения указанного профиля применяют в крупносерийном производстве прежде всего из-за, ряда очевидных преимуществ перед шлицевыми и шпоночными соединениями:
Профильный вал такого соединения выдерживает в 5 раз большее число циклов нагружения, чем шести шлицевой вал того же диаметра.
Жесткость квадратного вала профильного соединения при кручении возрастает по сравнению с жесткостью вала, имеющего шлицевые и шпоночные пазы.
Трехгранные валы и отверстия применяют в деталях замков пассажирских вагонов и в ключах к ним [11].
Форму четырехгранника имеют хвостовики металлорежущего инструмента, такие как метчики, фрезы, развертки и др.
Для передачи крутящегося момента квадратные валы применяются в промышленных роботах, а в частности в конструкции модели «Универсал-50м».
Обоснование способа обработки профильного вала планетарным движением режущих кромок. Способ планетарного движения режущих кромок на станках токарной группы [12] был выбран на основе анализа технологий получения гранных поверхностей. Принцип работы данного принципа заключается в придании вершине режущего инструмента траектории сложной кривой (гипотрохоиды) с помощью планетарной передачи.
Формообразование многогранников планетарным движением режущих кромок, вращающимся резцовым блоком при поступательном движении подачи заготовки относительно своей оси, основано на замене прямой линии многогранника участком сильно растянутого участка гипотрохоиды.
Для получения многогранных профилей с помощью планетарного механизма, можно выделить два принципиально разных метода построения: замены прямой линии многогранника участком укороченной гипотрохоиды и методом замены прямой линии многогранника гипотрохоидами в виде овалов. Рассмотрим оба способа более подробно.
Замена прямой линии многогранника гипотрохоидами в виде овалов. Сущность данного способа заключается в том что, обрабатывают многогранники с четным числом сторон, так как один резец инструментальной головки, следуя по замкнутой траектории, обтачивает две противоположные грани заготовки. При обтачивании многогранников с двумя, четырьмя, шестью и т.д. гранями резцовую головку снабжают соответствующим количеством резцов – одним, двумя, тремя и т.д., имеющими одинаковый вылет.
Резцы описывают траекторию гипотрохоиды формула которой записывается так:
 (1)
(1)
где t – параметр угла, изменяющийся от 0…2π;
x, y- координаты точки гипотрохоиды на плоскости относительно центра координат О в системе координат XOY;
R- радиус неподвижного колеса;
r - радиус колеса, на валу которого расположен резцедержатель;
d- расстояние от оси резцедержателя до обрабатываемой заготовки.
Для нашего случая соотношение R/r=2 является постоянным, система уравнений (2) преобразуется к виду:
 (2)
(2)
Если в резцовой головке установлено два резца и они расположены друг против друга – один вверху, а один - внизу, то вращение шпинделя, например, против часовой стрелки, вызывает перемещение оси 17 внутренней шестерни против часовой стрелки, зубья же шестерни 15 начинают вращаться по часовой стрелке, нижний резец начинает перемещаться по часовой стрелке, и описывает за первые пол-оборота резцовой головки верхнюю часть эллипсной поверхности Т (рис. 2) в первой четверти круга I. За вторые пол-оборота этот резец описывает нижнюю часть эллипсной поверхности Т во 2-ой четверти круга. Соответственно за 2-ой полный оборот резцовой головки нижний резец описывает нижнюю и верхнюю части эллипсной поверхности Т в 3-й и 4-й четвертях круга. Верхний же резец начинает движение вниз и обрабатывает сначала за первый оборот левую в 1-й и 2-й четверти, а затем за второй оборот правую сторону вертикальной эллипсной поверхности D (рис. 2, 1) в 3-й и 4-й четвертях круга.
Характеристики эллипсной траектории зависят от наладки резцов и прежде всего от параметров R, r и d. Оно определяет размер между двумя удлиненными гранями обрабатываемого многогранника.
Для крепления и базирования заготовки используют резцедержатель или поперечные салазки суппорта станка, размещая заготовку в специальном приспособлении. В качестве примера обработки многогранников других сечений на рис. 2 представлена схема формирования шестигранного сечения вала с помощью трёх резцов при условии R=2r, r>d.
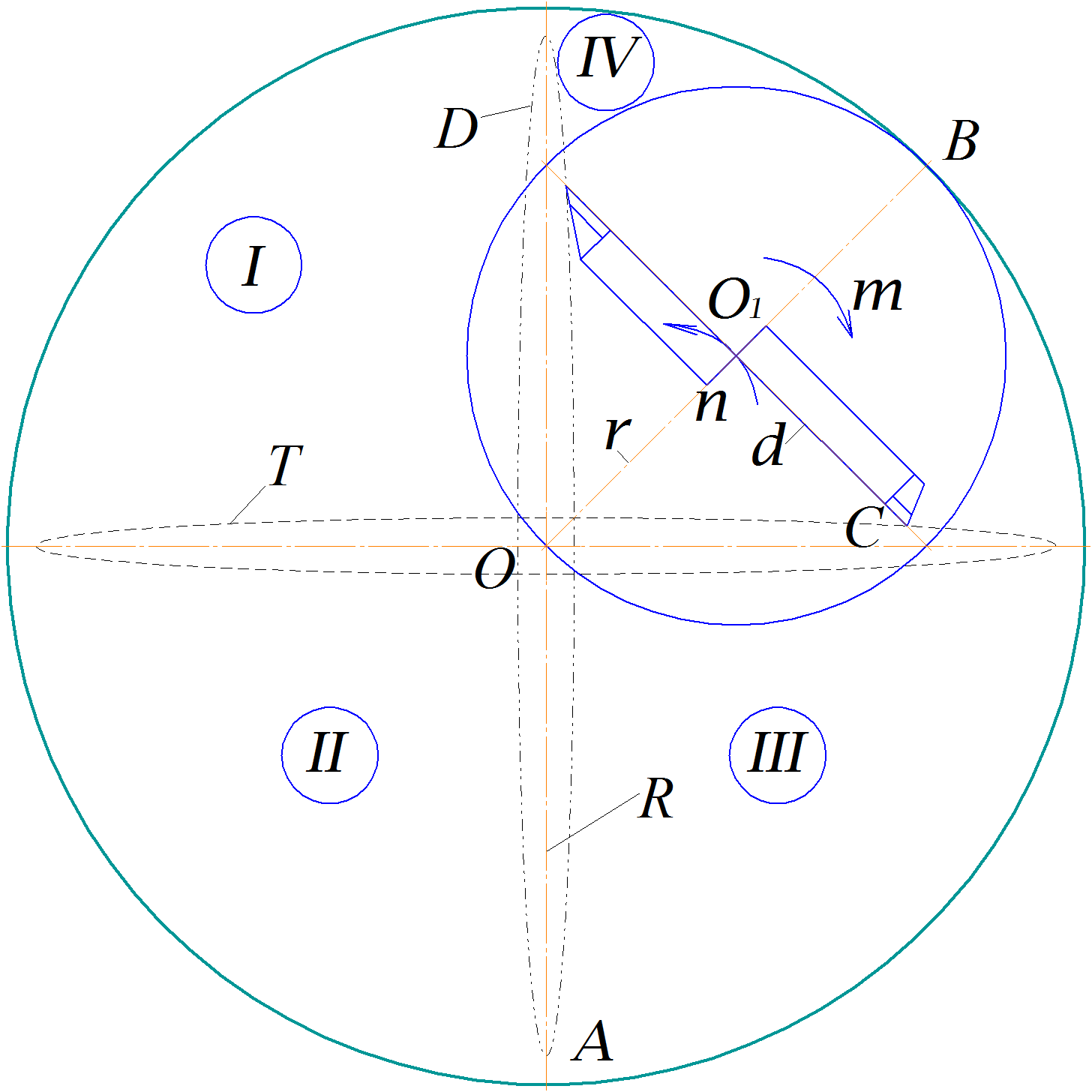
Рис. 1 Траектории резцов за два полных оборот резцовой головки: а) траектория для случая R > r > d, R = 2r, б) завершающая фаза образования траектории.
Замена прямой линии многогранника участком удлиненной гипотрохоиды. Метод обработки гранной поверхности замены прямой линии многогранника участком удлиненной гипотрохоиды заключается в том, что по неподвижной шестерне с внутренним зацеплением, которую закрепляют на направляющих станины станка, катают без скольжения шестерню, которую закрепляют с помощью водила в шпинделе токарного станка, на валу которой закрепляют резцовый блок с регулируемым вылетом резца, при этом заготовку фиксируют по центру неподвижной шестерни с внутренним зацеплением и обеспечивают возможность поступательного движения заготовки вдоль своей продольной оси. Резец при данном методе движется по траектории гипотрохоиды уравнение (1), а размеры шестерней выбирают из соотношения
 ,
,
где r ‑ радиус подвижной шестерни,
R ‑ радиус неподвижной шестерни с внутренним зацеплением,
n ‑ количество граней формируемого
многогранника.
‑ количество граней формируемого
многогранника.
Рис.2. Схема формообразования шестигранного сечения вала с помощью трех резцов: 1 - неподвижная шестерня, 2 - подвижная шестерня, 3 - сечение получаемого многогранника, 4, 5, 6 – резцы, А, Б, В – траектории, образуемые резцами, при вращении, Vш - направление вращение центра резцового блока, Vр - направление вращения трёх резцов
Схемы обработки профилей приведены на рис. 1, 2. Принцип последовательного уменьшения радиуса r по отношению к R приводит к изменению профиля многогранника по схеме:
1) r=1/3R - радиус внутреннего колеса в три раза меньше радиуса внешнего колеса и как результат обработки получается трёхгранный профиль (рис.1),
2) r=1/4R - в результате обработки получается четырёхгранный профиль
3) r=1/5R - результирующий профиль имеет форму пятигранника,
4) r=1/6R - достигается по форме профиль шестигранника,
5) и т. д.
Выводы. Предложенные способы позволяют полнее использовать возможности токарного оборудования при изготовлении многогранников и обеспечивают высоки технологические показатели для рассмотренных групп деталей.
Замена традиционных траекторий на предлагаемые позволяет повысить точность образующих и расширить область использования методов в машиностроении.
Литература
ГОСТ 7805-70. Болты с шестигранной головкой класса точности А. Конструкция и размеры.- М.: Изд-во стандартов, 1998.- 9с.
ГОСТ 8918-69. Гайки шестигранные с буртиком. Конструкция- М.: Изд-во стандартов, 2005.- 4с.
ГОСТ 9064-75. Гайки для фланцевых соединений с температурой среды от 0 до 650 град. С. Типы и основные размеры- М.: Изд-во стандартов, 2004.- 7с.
Бобылев М. Современные подходы к производству высокопрочного крепежа / М. Бобылев, В. Столяров, Д. Закиров // Металлоснабжение и сбыт.- 2000.- №5.- С.17-21.
ГОСТ 13897-68. Винты регулирующие с квадратным отверстием " под ключ ". Конструкция.- М.: Изд-во стандартов, 1994.- 4с.
www.sulzerpumps.com
Гольник Э.Р. Моделирование и анализ эффективности вариантов фрикционных соединений ступицы муфты и эксцентрикового вала тяжелых КГШП /Э.Р. Гольник, Н.И. Гундорова, Ю.А. Дибнер и др. Кузнечно-штамповоч.г:- производство. Обработка материалов давлением,- 2000.- №10.- С.30-33.
http://xtrutech.com/Pharmaceuticals/Spare%20Parts/extrudershafts.aspx
Сборник Н.Т. Современные проблемы буровой и нефтепромысловой механики 1990
Рябов С. П.. Применение профильных бесшпоночных соединений в механизме разгрузке вагона / С. П. Рябов // Вестник машиностроения.- 1990.- №11.- С.63-64.
Лакирев С. Г. Математическое моделирование и новые принципы формообразования некруглых поверхностей: [В 2 ч.] / С.Г. Лакирев, С. Г. Чиненов; Челяб. гос. техн. ун-т 120 с.: ил., 20 см. Челябинск. Изд-во ЧГТУ, 1994.
Разумов М.С. Оптимизация процесса формообразования профильных валов планетарным точением [Текст] М.С. Разумов, П.А. Понкратов. Современные инновации в науке и технике: Материалы международной научно-практической конференции. Курск 2011 – 94-98 с.
Казанский государственный технический университет
Воронежский государственный технический университет
Воронежская государственная лесотехническая академия
УДК 303.1
В.Н. Старов, М.Л. Федюнин, Л.А. Кукарских