

Выходные (вторичные) параметры

Рис.24. Структурная схема процесса обработки (шлифования) материала
Максимальная скорость vmax их миграции от близкорасположенного источника жидкой фазы равна
vmax =o Вexp(-QA / kT), (46)
где QA - энергия активации поверхностной диффузии; o- частота колебания атомов; В - параметр решетки материала; k - константа Больцмана.
При дальнейшем контакте между инструментом и деталью возникает энергетически насыщенная подвижная система (ЭНПС), образующаяся из шлама, микрочастиц и ФТС. При соприкосновении двух шероховатых поверхностей пространство между ними заполняется подвижной системой, которая, достигая определенного размера, в дальнейшем не увеличивается. При этом осуществляется диспергирование ее частиц и пополнение подвижной системы отрывающимися частицами материалов детали и инструмента. Многие факторы влияют на состояние ЭНПС, в том числе скорость движения инструмента относительно детали, характеристики рабочей поверхности инструмента, усилие прижима между Ин и Дм, вибрации и автоколебания (состояние СПИД), глубина шлифования и другие причины определяют размер (объем) подвижной системы в ДИС. В процессе абразивного контакта подвижная система играет роль демпфера и оказывает немалое влияние на формирование качества обработки материалов.
При контактном взаимодействии инструмент и деталь имеют усилия прижима Q1п и Q2п, рис. 25. Наличие подвижной системы и разной жесткости подсистем детали и инструмента способствует тому, что деформации разрушения в них различные.
Деформация детали составляет величину hg, инструмента - hu. В начальный период контакта их значения также иные. На границе зоны контакта от первых ударов об инструмент край поверхности детали деформируется на величину hgH (инструмент тоже, но на меньшую величину). Этому способствуют автоколебательные процессы, участвующие в разрушении обрабатываемой поверхности детали.
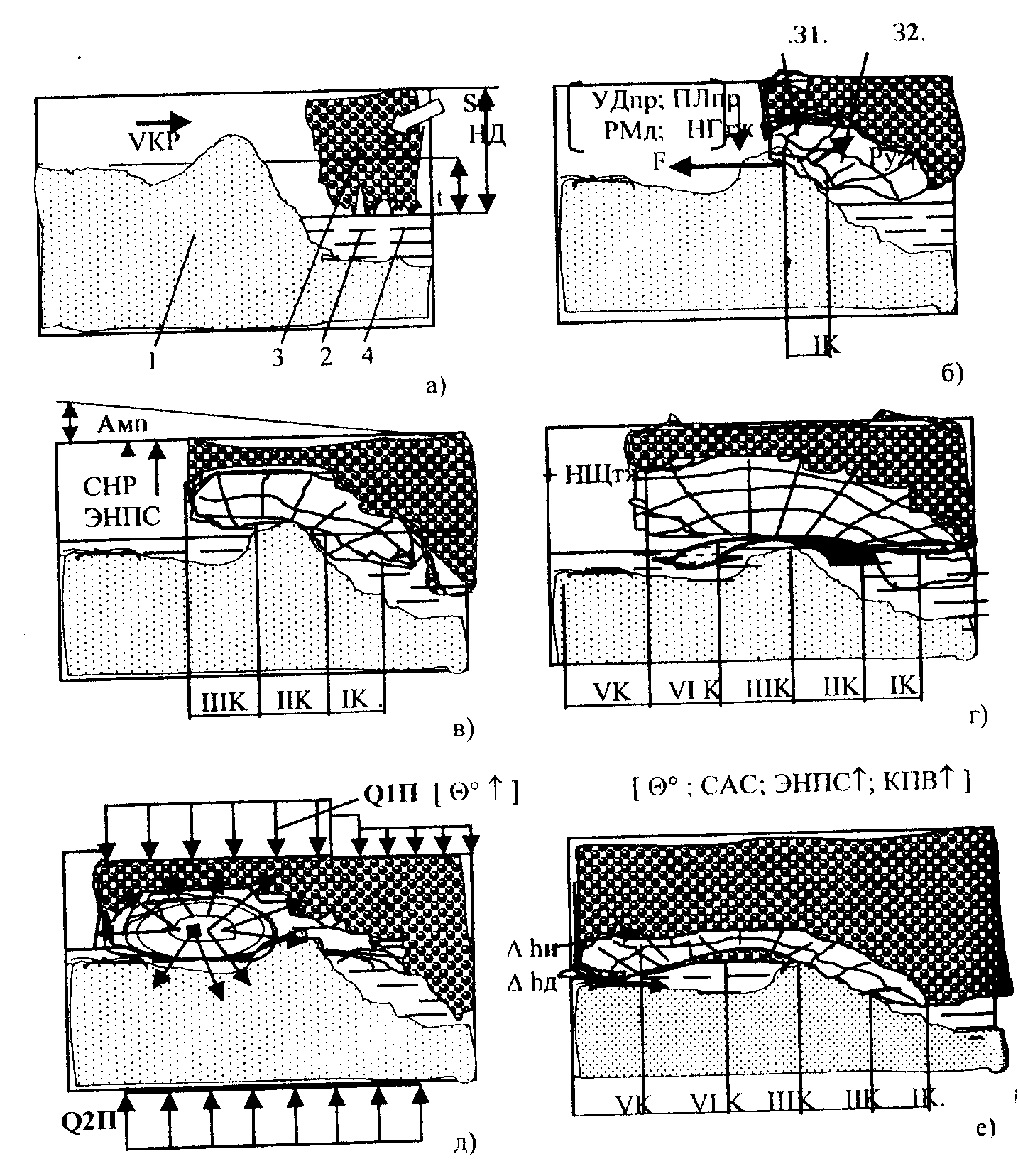
Рис. 25. Элементарные
события процесса контактного взаимодействия
выступа ПРП с деталью:
![]() и
и
![]() - силы прижима, Амп
- амплитуда. F
– сила трения
- силы прижима, Амп
- амплитуда. F
– сила трения
Они влияют на формирование качества обработки и благоприятствуют капиллярному проникновению жидкой среды в зону контакта.
Анализируем процессы, протекающие в зоне контакта на этапе, отраженном на рис. 25, д. Здесь есть все четыре зоны: I -IV. В зоне I на границе с зоной II при взаимном перемещении TSДм и TSИн происходит постоянное соударение каждого последующего микрообъема снимаемого припуска с граничной топологией выступа ПРП. В направлении вектора скорости по поверхности материала образуется сетка опережающих трещин. Происходит дробление микрообъемов на блоки, зерна и частички меньших размеров. Выделяющаяся при разрушении энергия концентрируется во фронтальной зоне выступа ПРП. В зоне активного воздействия эта энергия воздействует во все стороны, разупрочняя, деформируя, разрушая поверхности детали и инструмента. По передней грани происходит постоянное пополнение зоны II - III частицами абразива, обрабатываемого материала и компонентами ФТС. Из-за больших значений возникающих градиентов температур и сил в передней зоне контакта инструмента и детали происходят наибольшие разрушения всех подсистем TSДИС. Так, в этом месте выступа инструмента деформируется связка. На нем образуется лунка. Разрушается поверхность детали, снимается её припуск. Создается подвижная система. В дальнейшем она переходит в шлейф, протянувшийся по всей плоскости выступа ПРП. Лунка постоянно заполняется элементами подвижной системы. Энергетически система ЭНПС более насыщена в зоне активного воздействия и в начале зоны формирования качества, т.е. в области лунки. Это способствует постоянному наличию лунки на передней части выступа ПРП. В итоге имеем специфичный процесс съема припуска детали инструментом с прерывистой рабочей поверхностью и особый характер формирования качества обработанной поверхности.
События и состояния объектов в них, отражающие этапы третьего уровня дискретности резания. Обобщим последовательность событий в приведенной трактовке процесса контактного взаимодействия на третьем уровне дискретности резания при разбиении его на отдельные этапы. Этапы целесообразно рассматривать в соответствии с макротопологией выступа ПРП. Достаточно выделить пять-шесть этапов (стоп-кадры), фиксирующие состояния основных объектов на третьем уровне дискретности резания, т.е. это элементарные события КНВ.
У каждого этапа есть свое особое содержание. Так, на этапе Iк при контакте передней части фронтальной зоны с деталью (рис.25, б) в материале зарождается фронт опережающих трещин, т.е. начинается разрушение материала. Обозначим это событие РМД. Ему сопутствуют упругие деформации УДПР, и появляются пластические деформации ПДПР, которые развиваются и стабилизируются на последующих этапах обработки, от IIк до Vк.
В начальный период контакта TSДм и TSИн в зоне обработки преобладает гидродинамическое натекание технологической жидкости ТЖ. Обозначим это как НГТЖ. Попадание среды в зону КНВ, начиная со второго этапа IIк, а особенно на IIIк, осуществляется через щели. Поэтому существует всасывающее (турбинное) натекание ФТС. Это действие опишем символом НЩТЖ.
На этапе IIк (при стабилизации амплитуды Амп) от начальных ударов детали развиваются трещиноватые зоны разной глубины и протяженности (это зоны З1, З2). Происходит дальнейшее разрушение тела детали в объеме припуска, сопровождающееся отделением блоков от основной структуры. Увеличивается разрушение материала в желаемом направлении. В итоге РМД возрастает.
Примем, что есть среднее стабильное состояние любого элемента в АРП, обозначаем как САС. Увеличение активности элемента (объекта) обозначим "В". Равнозначный ему символ - стрелка вверх (). Уменьшение активности состояния объекта - это символ "Н" (или ). Следовательно, начиная с зоны IIк (по отношению к Iк) происходящий процесс разрушения материала описываем состоянием , выраженным в символах как РМД.
На этом этапе, но особенно на IIIк, увеличивается роль трения в КНВ, начинают интенсивно проявляться физическая и химическая адгезии. Увеличивается нагрев инструмента (ИнНАГР) и материала детали (ДмНАГР). Возрастают силы резания (ПцР) и т.д.
Начиная со второго этапа IIк, подсистемы процесса резания в виде составных частей механизмов пластического и упругого деформирования, трения, разрушения способствуют образованию в системе ДИС энергетически насыщенной подвижной системы ЭНПС. Подвижная система перемещается между деталью и инструментом на всем протяжении выступа, т.е. через зоны IIк - Vк, и участвует в формировании качества поверхности – это функция КПформ. Отметим также, что в TS ДИС в этих зонах возникает электрический контактный потенциал взаимодействия ЭКПВ, который влияет на процесс обработки.
Учет признаков и состояний объектов АРП, уровни сложности которых следует систематизировать или свести в таблицы, может являться важным шагом в формализации и описании пространства контактного взаимодействия TS АРП ПШ. Содержание и состояние объектов может быть представлено информацией различной полноты, что зависит от поставленных целей. Степень учета при описании свойств элементов и их отношений, особенно при детализации объектов, может быть произвольно увеличена. Исходя из принципа достаточности знаний, в любой момент и на любой стадии, можно остановиться или продолжить рассмотрение приоритетности тех или иных параметров системы.
Покажем это на примере процесса адгезии. Анализируя этап IIк, где адгезия начинает проявлять себя, можно ограничиться замечанием о возможности возникновения этих явлений, которые следует в дальнейшем учитывать. Но можно провести рассуждение по-иному. Итак, на первом этапе в зоне IIк между элементами ДИС адгезионное взаимодействие мало. При этом силы сопротивления скалыванию невелики. Это проявляется на уровне микронеровностей для материала, где условия обработки предполагают склонность к хрупкому разрушению, а части микрообъемов - к пластической деформации. В этих условиях силы сопротивления сдвигу невелики, их учет предполагается проводить суммарно. Назовем этот параметр так: стадия начала разрушения (СНР1) с малой () или Н активностью адгезионного взаимодействия, т.е. (СНР1). Если требуется более детальное представление о влиянии адсорбции на этом этапе, то объем информации можно дополнительно расширить. Например, максимальное снижение поверхностной энергии твердого тела при физической адсорбции составляет заметную величину, достигая 10 % от исходного значения. Для учета этого события введем показатель (АДПР), являющийся параметром адгезионного взаимодействия в ДИС. Энергия взаимодействия при хемосорбции обычно существенно больше, чем энергия физической адсорбции и достигает десятков кДж/моль. Компенсация разрыва связей может быть более эффективной, и свободная поверхностная энергия твердого тела снижается особенно сильно. Учтем это явление посредством показателя хемосорбции (ХЕМПР). Подобные рассуждения можно продолжить далее, вплоть до проведения количественной оценки входных величин и состояний системы, чтобы учесть их при составлении модели. Для многих состояний качественную оценку, а тем более количественную, провести затруднительно, поэтому они остаются на описательном уровне, в таком виде они входят в физическую модель.
Отсутствие строгого критерия о достаточности информации на этапах исследований позволяет относить события и элементы объектов к широкому диапазону учтенных и неучтенных показателей. Этому способствует также то, что исследуемая нами техническая система АРП ПШ относится к системе регулирования с разомкнутой цепью воздействия. Поэтому, если какой-либо показатель нами не учтен специально или случайно на предыдущем этапе протекания процесса, то это не скажется на самом процессе и точности его оценки. Показатель можно учесть на последующих этапах, когда его "вес" увеличивается. Однако следует помнить о ситуациях, которые проявляются в процессе обработки и являются результатом перехода количества в новое качество. Пример этого. Допустим, что в какой-то период работы инструмента, из-за интенсивного самообновления части алмазоносного слоя, на передней поверхности выступа разрушилось большее число алмазных зерен, чем это соответствует среднему уровню протекания этого события, свойственному другим этапам обработки. Это "отклонение" приведет к снижению режущей способности выступа (инструмента). Последует увеличение трения, усилия резания, теплонапряженности процесса. Если в качестве единого критерия выбрать изменение температуры шлифования, следовательно, температуры нагрева детали и инструмента, то потребуется ввести два показателя, например, разовый нагрев инструмента (ИнР.Н.), который не вызовет изменений в состоянии алмазоносного слоя, а также нагрев материала детали (ДмНАГР), что может вызвать необратимые процессы в структуре обрабатываемой поверхности. Всё это надо учитывать. Иной пример. Перед началом контактного взаимодействия на уровне выступ ПРП-деталь в приповерхностном слое материала детали от предыдущего этапа обработки остаются трещины, чтобы учесть эти разрушения вводят показатель технологической наследственности предыдущих стадий обработки - (Дмт.н). Таковы некоторые особенности физического моделирования процессов абразивной обработки, которые необходимо учитывать при проектировании шлифовальных станков и инструмента.