

Учебное пособие 2180
.pdfПройдя границу поля, указанные частицы под действием сил тяжести отделяются от барабана и отводятся в специальный бункер 4. Очищенный же от железистых включений материал поступает в бункер 5.
Рис.2.1. Схема работы электромагнитного сепаратора:
1 – лотковый питатель; 2 – барабан; 3 – неподвижная магнитная система; 4,5 – бункеры
Электромагнитный сепаратор шкивного типа на рис. 2.2.а,б представлены общий вид и поперечное сечение приводного барабана электромагнитного сепаратора для кусковых материалов крупностью более 5 мм. Сепаратор представляет собой ленточный конвейер (рис. 2.2,а) с лентой 2, надетой на приводной 1 и натяжной барабаны.
Магнитная система сепаратора, насаженная наглухо на вал 1, представляет собой стальную отливку 2, в кольцевые пазы которой заложены катушки 3. Сверху пазы накрывают кольцами 4 из немагнитного материала (латуни), создавая при этом гладкую рабочую поверхность шкива.
Концы проводов от катушек через отверстие внутри вала выводятся наружу к контактной коробке 5 и через щетки и кольца соединяются с питающими проводами. При включении сепаратора в электросеть постоянного тока в нем возникает магнитное поле. Немагнитный материал свободно сходит с ленты, огибающей барабан, и поступает в соответствующий бункер (или машину).
61

Магнитный же материал притягивается к ленте в зоне магнитного поля, по выходе из него отделяется от холостой ветви ленты и поступает в специальный бункер.
Рис. 2.2. Сепаратор шкивного типа:
а – общий вид: 1– барабан приводной; 2 – лента; 3 – барабан натяжной; 4 – бункер; 5 – лоток; б – система магнитная: 1 – вал; 2 – отливка стальная; 3 – катушка; 4 – кольца немагнитные; 5 – коробка контактная
Для улавливания случайных металлических предметов невыгодно ставить электромагниты большой мощности, а при малой мощности могут оказаться не удаленными стальные предметы, лежащие на поверхности слоя материала, или предметы из слабомагнитных и немагнитных металлов.
Значительно эффективнее работает такой сепаратор с электронным металлоискателем (рис. 2.3). При прохождении металлического предмета над рамкой-датчиком 3, размещенным под лентой конвейера 4, индуктивность датчика изменяется, сигнал воспринимается и усиливается электронным блоком 1 и при помощи реле и магнитного пускателя 2 включается мощное электромаг-
62

нитное устройство, улавливающее магнитный предмет. При немагнитных металлах отключается привод ленточного конвейера или срабатывает устройство, удаляющее посторонний предмет механическим путем.
Рис. 2.3. Сепаратор с электронным металлоискателем: 1 – блок электронный; 2 – пускатель магнитный; 3– рамка-датчик;
4 –лента конвейера
Сепаратор барабанного типа (рис. 2.4) состоит из барабана 1, внутри которого установлена неподвижная магнитная система 2, лоткового питателя 3 и бункеров 5. Катушки электромагнитов подключаются к источнику постоянного тока напряжением 110 – 220 В. Вращение барабану сообщается от электродвигателя через шкив 7, ременную 6 и зубчатую передачи. Шкив 7 насажен на вал, имеющий два эксцентрика, на которые надеты шатуны 4, вторые концы которых серьгами соединяются с лотком питателя. Барабан, бункера, питатель и привод смонтированы на общей фундаментной раме.
При работе сепаратора подлежащий очистке порошкообразный материал лотковым питателем подается на барабан, который приводится во вращение. В зоне действия электромагнита 2 магнитные частицы притягиваются к наружной поверхности барабана, а очищенный материал ссыпается по лотку в бункер 10. При дальнейшем вращении барабана действие магнитных сил прекращается, и частицы, удержанные барабаном, по лотку 8попадают в бункер 9. Магнитный шунт 11 предназначен для уменьшения действия электромагнитных сил в зоне разгрузки.
63

Для зашиты дробильно-размольных машин от попадания в них случайных стальных и чугунных предметов нередко применяются подвесные устройства для удаления металла.
Рис. 2.4. Сепаратор барабанного типа: 1 – барабан; 2 – система магнитная; 3 – питатель лотковый;4– шатун; 5 – бункер; 6 – передача ременная;
7 – передача зубчатая;8 – шкив; 9 – лоток; 10,11 – бункеры; 12 – шунт магнитный
Подвесные устройства для удаления металла представляют собой обычные электромагниты, устанавливаемые над конвейерной лентой (рис. 2.5). Однако удаление металла из потока материала с помощью электромагнитов не всегда возможно по следующим причинам: сила электромагнита может оказаться недостаточной для извлечения крупных металлических предметов, в материале могут содержаться немагнитные металлы. Надёжная защита дробилок обеспечивается при использовании металлоискателей в комплексе с механическими сбрасывающими устройствами, работающими по принципу отсечения потока материала вместе, с металлическими предметами.
Металлоулавливатель представляет собой индукционную катушку, охватывающую рабочую ветвь конвейерной ленты. При прохождении металлического предмета сквозь катушку в ней возбуждается ЭДС, которая включает соответственно останов ленты или механическое устройство, сбрасывающее материал с ленты.
При необходимости очистки цилиндров от частичек железа применяют специальные электромагниты переносного типа.
64

Рис. 2.5. Подвесной электромагнит
Переносные электромагниты сепараторы показаны на рис. 2.6.
В металлической латунной коробке 1 (рис. 2.6, а) монтируются катушки, к которым подводится ток.
Масса или глазурь пропускается по желобу, в котором устанавливается электромагнит. Гребенка электромагнита разбивает поток массы на отдельные струи, омывающие ее наконечники, которые создают очень плотный магнитный поток и извлекают частицы железа из массы. Гребенку периодически очищают от металлических частиц.
Если электромагнит по какой-либо причине перестает работать, об этом сигнализирует электрическая лампа 2 – она гаснет. Для более эффективной очистки массы в желобе устанавливают несколько электромагнитов.
Электромагнит второго типа (рис. 2.6, б) представляет собой металлический корпус 1, в пазах которого помещаются катушки 2. При включении электромагнита в сеть постоянного тока намагничиваются железные планки. Жидкая масса или глазурь направляется в ящик электромагнита через воронку 4. Проходя через систему намагниченных планок, масса очищается, оставляет в выдвижной коробке 3 частицы железа. Периодически, по мере накопления металла, коробку 3 из ящика вытягивают и очищают.
65

Рис. 2.6. Переносные электромагнитные сепараторы:
а– гребёнчатый: 1,3 – коробки латунные; 2–электролампа;
б– с железными планками; 1 – корпус; 2 – катушки; 3–коробка выдвижная; 4 – воронка; 5 – планки железные
Впоследние годы на предприятиях керамической промышленности внедряются электромагнитные фильтр-сепараторы (рис. 2.7), имеющие следующее устройство: в корпусе 1 монтируются катушки 2 электромагнита. Внутрь корпуса вставляется приемная воронка 3, оканчивающаяся трубой. Между внутренней частью корпуса и трубой монтируется пакет решеток 4. Шликер, очищаемый от железистых включений, заливается в воронку 3 и, следуя по пути, отмеченному стрелками, поступает в зону решеток. На этом участке катушка 2 создает магнитное поле, металлические примеси задерживаются решетками 4, а очищенный шликер поступает в сливной лоток 5 и отводится из фильтрсепаратора. Для периодической очистки решеток от металла сначала прекращают подачу шликера и выключают ток, а затем открывают спускной пробковый кран 6 и струей воды промывают решетки. При этом магнитные примеси удаляются.
Производительность электромагнитных фильтр-сепараторов — от 5 до 60 л/мин, считая по жидкой массе.
66

Рис. 2.7. Электромагнитный фильтр сепаратор:
1 – корпус; 2 – катушка; 3 – воронка приемная; 4 – решетки; 5 – лоток сливной; 6 – кран пробковый
3. МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ ВОЗДУШНОЙ СЕПАРАЦИИ
Общие сведения
При сортировке сухих порошкообразных материалов, когда из общей смеси частиц требуется выделить тонкий продукт, размер частиц в котором не должен превышать 1 мм, применять грохоты экономически нецелесообразно. В этом случае прибегают к воздушной сепарации материалов.
Воздушной сепарацией называется разделение сыпучих материалов в воздушном или газовом потоке на фракции (классы) по величине частиц. Этот метод разделения особо широко используется при работе помольных агрегатов в замкнутом цикле с воздушными сепараторами. Материал из мельницы непрерывно отбирается в сепаратор, где происходит его разделение на две фракции:
67
грубую, возвращаемую на домол, и тонкую, являющуюся конечным продуктом измельчения.
Применением воздушных сепараторов удается улучшить технологические свойства измельченных материалов за счет получения порошков более равномерного гранулометрического (зернового) состава, увеличить производительность помольного агрегата и снизить удельные энергозатраты на измельчение. Выигрыш в производительности и энергозатратах тем больше, чем выше дисперсность готового продукта.
В случае необходимости для пневмотранспорта материала из мельницы в сепаратор либо внутри сепаратора могут быть использованы горячий воздух или отходящие газы печей, что позволяет совместить в едином агрегате процессы помола, сортировки и сушки материалов.
Основы теории воздушной сепарации
Теория движения газа с твердыми включениями рассматривается в специальных курсах аэродинамики. Прикладные методы расчёта воздушных сепараторов, достаточно подробно освещенные проф. М.Я. Сапожниковым, являются основой для расчёта зависимостей связывающих скорость с движением газов с размерами частиц, которые могут перемещаться в требуемых направлениях.
Разделение сыпучих материалов в воздушном потоке на фракции (классы) по величине частиц основано на взаимосвязи величины частиц и скорости её витания. При этом под скоростью витания понимается установившаяся скорость осаждения частицы в покоящейся среде или, что практически то же самое, скорость воздушного потока, поддерживающая частицу в потоке во взвешенном состоянии.
Для успешного протекания процесса воздушной сепарации необходимо соблюдение следующих четырёх условий разделения.
1.Воздушный поток должен иметь однородное поле скоростей.
2.Силы, действующие на каждую частицу, должны находиться в различной функциональной зависимости от её размера и иметь противоположное направление.
3.Для частиц одного какого-либо размера, называемого границей разделения, во всей зоне сепарации должно устанавливаться динамическое равновесие. Частицы других размеров должны выноситься из зоны сепарации в различных направлениях: меньшие границы разделения – в одну сторону, большие – в другую
4.Величины сил, действующих на частицу любого размера, должны поддаваться регулированию в широких пределах.
Эти условия являются идеальными и не могут быть полностью обеспечены ни в одном из реальных сепараторов. Однако чем полнее они удовлетворяются, тем совершеннее тип и конструкция сепаратора.
68
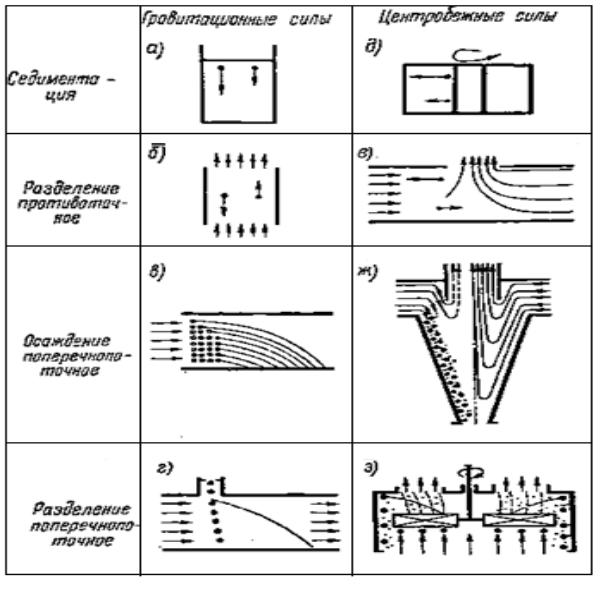
Принципиальные схемы зон осаждения и разделения частиц в воздушных сепараторах приведены на рис. 3.1.
Рис. 3.1. Принципиальные схемы зон осаждения и разделения в воздушных сепараторах: а – седиментационная зона; б – вертикально-
поточная зона; в – горизонтально-камерная зона; г – горизонтально-поточная зона; д – центрифугальная зона; е – противопоточная зона; ж – циклонная зона;
з– поперечнопоточная зона
Вбольшинстве конструкций сепараторов обычно сочетаются несколько зон разделения и осаждения частиц, выполненных по различным принципиальным схемам. Но одна из них (главная зона разделения) как правило, оказывает преобладающее влияние на процесс сепарации в целом.
Взоне разделения на частицу действуют следующие силы: сила давления потока, пропорционально от 1-й до 2-й степени диаметра частицы и сила тяжести (рис. 3.1,а, б, в, г), либо центробежная сила (рис. 3.1, д, е, ж, з), которые пропорциональны массе частицы, т.е. 3-й степени её диаметра.
69

Из аэродинамики известно, что сила давления потока определяется по формуле:
|
|
v2 |
=kфc |
d |
2 |
v2 |
|
||||
P=cF |
0 0 |
|
0 |
|
0 |
H, |
(3.1) |
||||
2 |
|
|
8 |
|
|
||||||
или |
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
||
P=cF |
|
v2 |
=kфc |
d2 v2 |
H, |
(3.2) |
|||||
|
0 |
|
|
|
0 |
|
|||||
|
2g |
|
8g |
|
|||||||
|
|
|
|
|
|
|
|
||||
где F=kф d2 – миделево сечение, т.е. проекция частицы на плоскость перпен-
4
дикулярную к направлении относительной скорости потока, м2; с – коэффициент аэродинамического сопротивления; ρ0– плотность воздуха (газа) ,кг/м3;
v0– относительная скорость потока воздуха (газа), т.е. скорость обтекания частицы потоком, м;
d –приведенный диаметр частицы, м; g – ускорение силы тяжести, м/с2;
γ – удельный вес частицы , Н/м3;
kф– коэффициент формы частицы, величины его можно принимать в следующих пределах: для шаровидных – 1,00; для округленных – 1,10; для угловатых
– 1,76; для пластинчатых частиц – 3,80.
Коэффициент аэродинамического сопротивления зависит от формы частицы, что обычно учитывается коэффициентом формы kф, и главным образом от числа Рейнольдса, величина которого для частицы шаровидной формы определяется по формуле:
Re |
v0d |
, |
(3.3) |
|
|||
|
v |
|
|
где v – кинематическая вязкость воздуха (газа), м2/с.
Значение коэффициента сопротивления с может быть найдено из экспериментальных графиков или для частиц шаровидной формы определено по следующим эмпирическим формулам:
а) для области 0 <Re<1
с |
24 |
|
24 |
; |
|
|
|
|
(3.4) |
||||
|
|
|
|
|
|
|
|||||||
|
|
Re |
|
|
0d |
|
|
|
|
|
|||
б) для области 10<Re<1000; |
|
|
|
|
|
|
|
|
|
||||
|
|
13 |
|
|
|
|
|
|
|
||||
с |
|
|
|
13 |
|
|
; |
(3.5) |
|||||
|
|
|
|
|
|||||||||
|
|
|
Re |
|
|
|
|
0d |
|
||||
в) для области 1 <Re<1000
70