

Методическое пособие 507
.pdfчину незавершенного производства и длительность производственного цикла обработки партии деталей.
Решение. Программа выпуска за период оборота линии, равный 0,5 смены составит:
Nв= 12600 / 21x 2 x 2 = 150 шт.
Такт ОППЛ определим по формуле:
rпр Fэ / Nв = 8 x 0,5 x 60 / 150 = 1,6 мин/шт.
Число рабочих мест рассчитаем по формуле, подставив в нее соответствующие данные по первой операции:
Срi t i rпр = 1,9 : 1,6 = 1,19, или 2 рабочих места.
Аналогично производим расчеты по всем операциям, а результаты заносим в стандарт-план работы ОППЛ (рис. 19).
Коэффициен загрузки рабочих мест определим по формуле, подставив в нее соответствующие данные:
К зi Cpi Cпрi ; |
(66) |
Кзi = 1,19 : 2 = 0,6.
Аналогично производим расчеты по всем операциям. Стандарт-план строится в форме таблицы (см. рис. 19),
в которую заносят все операции технологического процесса и нормы времени их выполнения. Затем проставляют такт потока и число рабочих мест по каждой операции (расчетное и принятое) и в целом по линии; строят график работы оборудования на каждой операции в соответствии с его загрузкой; рассчитывают необходимое число рабочих-операторов на каждой операции и строят график-регламент их труда на линии путем подбора работ; определяют окончательную численность рабо- чих-операторов, работающих на линии; присваивают рабочим
93

номера или буквенные индексы и устанавливают порядок обслуживания рабочих мест.
Рассчитаем списочную численность рабочихоператоров для работы в две смены:
ЧСП = 4 x 2 x 1,1 = 9 чел.
Расчет межоперационных оборотных заделов производим по стандарт-плану ОППЛ между каждой парой смежных операций по формуле:
Zоб (TjCi ) / t i (TjCi 1) / t i 1 , |
(67) |
где Tj - продолжительность j – го частного периода между смежными операциями при неизменном числе работающих единиц оборудования, мин; Ci, Ci+1 - число единиц оборудования, работающих в течение частного периода Tj соответствен-
но на i-й и (i+1) –й операциях; ti и ti+1 - нормы штучного времени соответственно на i-й и (i+1) –й операциях технологиче-
ского процесса, мин.
Этот расчет рекомендуется вести в табличной форме ( табл. 53 ). После расчета величины межоперационных оборотных заделов строим графики изменения заделов (эпюры движения заделов) по каждой паре смежных операций за период оборота линии (рис. 20).
Расчет площадей эпюр оборотных заделов выполняется по рис. 20. Исходя из площадей эпюр оборотных заделов определяем среднюю величину межоперационных оборотных заделов между каждой парой смежных операций и в целом по линии.
Таблица 53 Расчет межоперационных оборотных заделов
Частный |
Дли- |
Расчет заделов (Z), шт. |
Площадь |
период T |
тель- |
|
эпюр, |
94
|
ность |
|
|
шт. / мин |
|
Т, мин |
|
|
|
|
|
|
Между операциями 1 и 2: |
|
Т1 |
45,6 |
Z 1 = (45,6 x 2)/1,9 – (45,6 x 1)/1,1 = +7 |
1938 |
|
Т2 |
120 |
Z 2 = (120 x 1)/1,9 – (120 x 1)/1,1 = -46 |
2760 |
|
Т3 |
74,4 |
Z |
3 = (74,4 x 1)/1,9 – (74,4 x 0)/1,1 = +39 |
1450 |
|
|
|
Итого |
6148 |
|
|
|
Между операциями 2 и 3: |
|
Т1 |
165,6 |
Z 1 = (165,6 x 1)/1,1 – (165,6 x 1)/2,1 = +71 |
5879 |
|
Т2 |
74,4 |
Z |
2 = (74,4 x 0)/1,1 – (74,4 x 2)/2,1 = -71 |
2641 |
|
|
|
Итого |
8520 |
|
|
|
Между операциями 3 и 4: |
|
Т1 |
45,6 |
Z 1 = (45,6 x 1)/2,1 – (45,6 x 0)/1,3 = +22 |
1140 |
|
Т2 |
120 |
Z 2 = (120 x 1)/2,1 – (120 x 1)/1,3 = -36 |
2160 |
|
Т3 |
74,4 |
Z |
3 = (74,4 x 2)/2,1 – (74,4 x 1)/1,3 = +14 |
521 |
|
|
|
Итого |
3821 |
|
|
|
Всего |
18489 |
Средняя величина межоперационного оборотного заде-
ла в целом по линии определим по формуле: |
|
|||||
Zср |
|
mS |
i |
T |
= 18489 : 240 = 77 шт. |
|
об |
i |
1 |
об |
|
||
|
|
|
|
|||
|
|
|
|
|
||
Величину незавершенного производства без учета за- |
||||||
трат труда в предыдущих цехах рассчитаем по формуле: |
|
|||||
|
|
|
|
H |
Zоб [( mt i ) / 2 t пр ], |
(68) |
|
|
|
|
|
i 1 |
|
где tпр - суммарные затраты времени в предыдущих це-
хах.
Тогда Н = 77 (6,4/2 x 60 + 0) = 4,1 нормо-часа.
Длительность производственного цикла определим по формуле:
t ц |
Zср R пр = 77 x 1,6 = 123,2 мин = 2,05 часа. |
|
об |
95

Рис. 19. Стандарт-план работы ОППЛ
96

Рис. 20. График движения заделов оборотных средств
97
Тема 4. Технико-экономическое обоснование выбора ресурсосберегающего технологического процесса.
Задание 4. Пусть i-я операция выполняется на станкахдублерах, при этом машинное время работы станка tм = 7 мин, а время занятости рабочего на обслуживающем станке tз = 3 мин. Длительность и структура операций на обслуживаемых станках являются относительно постоянными. Определите оптимальное число станков, на которых одновременно может работать рабочий, если в качестве критерия использовать минимум затрат на единицу продукции. Постройте график многостаночного обслуживания.
Решение. Рассчитаем число станков, на которых может одновременно работать многостаночник по формуле:
n t м / t з 1 , |
(69) |
где tм - машинное время работы станка, мин; tз - время занятости рабочего на обслуживаемом станке.
Последний параметр включает следующие элементы:
t з  t в
t в  t н
t н  , (70)
, (70)
где t в - суммарное время, необходимое для выполнения всех ручных приемов на станке, мин; t н - суммарное время активного наблюдения за работой станка, требующего присутствия рабочего-многостаночника, мин; t пер - время, затрачи-
ваемое рабочим на переход от одного станка к другому, согласно установленному маршруту движения, мин.
Тогда имеем:
n = 7/3 + 1 = 3,3.
Если принять n = 3 станка, то время простоя рабочегомногостаночника определим по формуле:
p |
t м (n 1)t з = 7 – (3-1) x 3 = 1. |
t пр |
Время простоя рабочего в течение цикла многостаночного обслуживания при n = 3 показатель tпрp = 1 мин, а время
98
простоя оборудования tобпр = 0 мин. Если принять n = 4 cтанка, то время простоя оборудования определим по формуле:
об |
t м (n 1)t з = 7 – (4-1) x 3 = -2. |
t пр |
Следовательно, при n = 4 показатели tпрp = 0, а tобпр
мин.
Рассчитаем длительность цикла многостаночного служивания для двух вариантов по формуле:
t ц |
n t зi t прр . |
i |
1 |
= 2
об-
(71)
При n = 3 показатель tц = 3+3+3=1 = 10 мин. При n= 4 этот показатель составит: 3+3+3+3+0 = 12 мин.
Рассчитаем коэффициент загрузки оборудования для обоих вариантов по формуле:
об |
n |
|
|
t оп / nt ц , |
(72) |
||
К з |
|||
i |
1 |
|
где tоп = tз+tм.
При n = 3 показатель Кзоб = (10+10+10)/3 x 10 = 1. При n = 4 этот показатель составит: (10+10+10+10)/4 x 12 = 0,83.
Рассчитаем коэффициент загрузки рабочегомногостаночника для обоих вариантов по формуле:
р |
n |
|
|
t з t ц . |
(73) |
||
К з |
|||
i |
1 |
|
При n = 3 показатель Кзр = (3+3+3)/10 = 0,9. При n = 4
этот показатель составит: (3+3+3+3)/12 = 1.
Определим оптимальное число обслуживаемых станков. Используя в качестве критерия минимум затрат на единицу продукции, рассчитаем целевую функцию по формуле:
F (nC 1) I , |
(74) |
где С – коэффициент, показывающий отношение затрат, связанных с простоем оборудования, к затратам на содержание одного рабочего; I – cреднее число работающих станков в течение цикла многостаночного обслуживания.
99
В нижней части рисунков указаны числа действующих станков в первую, вторую, третью и последующие минуты цикла многостаночной работы. Cреднее значение I за цикл рассчитаем при n = 3 и n =4. При n =3 показатель I = (2+2+2+2+2+2+2+ 2+2+3):10 = 2,1. При n = 4 этот показатель составит: (3+2+2+3+2+2+3+2+2+3+2+2):12 = 2,33.
Определим значение F при C = 1; 0,5; 0,1. При С=1 расчет будет таким:
F(n=3)= (3 x 1 +1) / 2,1 = 1,9; F(n=4)= (4 x 1 +1) / 2,33 = 2,14.
При С=0,5 расчет будет таким:
F(n=3)= (3 x 0,5 +1) / 2,1 = 1,19; F(n=4)= (4 x 0,5 +1) / 2,33 = 1,29.
При С=0,1 расчет будет таким:
F(n=3)= (3 x 0,1 +1) / 2,1 = 0,62; F(n=4)= (4 x 0,1+1) / 2,33 = 0,6.
Таким образом, если исходить из критерия минимума затрат на единицу продукции, то при C = 1 и 0,5 следует принять n = 3, а при C = 0,1 cледует принять n = 4.
Тема 5. Система сетевого планирования и управления
Теоретические положения. Все события, за исключени-
ем событий, принадлежащих критическому пути, имеют ре-
зерв R(i):
R(i) = tп(i) - tр(i).
Резерв показывает, на какой предельно допустимый срок можно задержать наступление данного события, не вызывая при этом увеличения срока выполнения всего комплекса работ.
Для всех работ (i,j) на основе ранних и поздних сроков свершения событий можно определить показатели:
Ранний срок начала |
tрн (i,j) = tр (i) |
Ранний срок окончания |
tро(i,j) = tp(i) + t(i,j) |
Поздний срок окончания |
tпо(i,j) = tп(j) |
Поздний срок начала |
tпн(i, j) = tп(j) - t(i,j) |
100
Полный резерв времени Независимый резерв
или Rн(i,j)= tр(j)- tп(i)-t(i,j)
Rп(i, j) = tп(j) – tр(i) - t(i,j) Rн(i, j) = Rп(i,j) - R(i) - R(j)
Полный резерв времени показывает, на сколько можно увеличить время выполнения конкретной работы при условии, что срок выполнения всего комплекса работ не изменится.
Независимый резерв времени рассчитывается для слу-
чая, когда все предшествующие работы заканчиваются в поздние сроки, а все последующие — начинаются в ранние сроки. Использование этого резерва не влияет на величину резервов времени других работ.
Путь характеризуется двумя показателями — продолжительностью и резервом. Продолжительность пути определяется суммой продолжительностей составляющих его работ. Резерв определяется как разность между длинами критического и рассматриваемого путей. Из этого определения следует, что работы, лежащие на критическом пути, и сам критический путь имеют нулевой резерв времени. Резерв времени пути показывает, на сколько может увеличиться продолжительность работ, составляющих данный путь, без изменения продолжительности общего срока выполнения всех работ.
Перечисленные выше характеристики cетевой модели (СМ) могут быть получены на основе приведенных аналитических формул, а процесс вычислений отображен либо непосредственно на графике, либо в матрице (размером N на N), либо в таблице.
Задание 5. Рассмотрим последний способ для расчета основных показателей представленной на рис. 21 сетевой модели.
Расчет площадей эпюр оборотных заделов выполняется по рис. 20. Исходя из площадей эпюр оборотных заделов определяем среднюю величину межоперационных оборотных заделов между каждой парой смежных операций и в целом по линии.
101
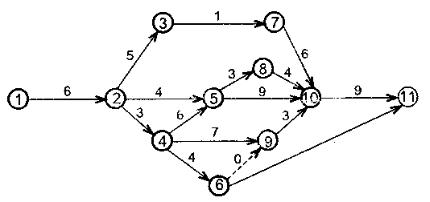
Рис.21. Сетевая модель
Перечень работ и их продолжительность перенесем во вторую и третью графы табл. 54. При этом работы следует записывать в графу 2 последовательно: сначала начинающиеся с номера 1, затем с номера 2 и т. д.
В первой графе поставим число, характеризующее количество непосредственно предшествующих работ (кпр) тому событию, с которого начинается рассматриваемая работа. Для работ, начинающихся с номера "1", предшествующих работ нет. Для работы, начинающейся на номер "k", просматриваются все верхние строчки второй графы таблицы и отыскиваются строки, оканчивающиеся на этот номер. Количество найденных работ записывается во все строчки, начинающиеся с номера "k". Например, для работы (5, 8) в гр. 1 поставим цифру "2", так как в гр. 2 на номер 5 оканчиваются две работы: (2, 5)
и (4, 5).
Заполнение таблицы начинается с раннего срока начала работ. Для работ, имеющих цифру "ноль" в гр. 1, в гр. 4 также заносятся нули, а их значение в гр. 5 получаются в результате суммирования гр. 3 и 4 (см. формулу tрн (i,j) = tр (i) ). В нашем случае таких работ только одна — (1, 2), поэтому в гр. 4 в соответствующей ей строке проставим "0", а в гр. 5 —0 + 6 = 6.
102