

Методическое пособие 467
.pdfтонность, темп и ритм труда.
Санитарно-гигиенические, определяющие внешнюю производственную среду: микроклимат, состояние окружающего воздуха, шум, вибрация, ультразвук, излучения, освещение, контакт с водой, маслом, токсичными веществами, а также санитарно-бытовое обслуживание на производстве.
Эстетические, способствующие формированию положительных эмоций у работников. К ним относятся архитектурно- конструкторско-художественное оформление интерьера, производственного оборудования, оснастки рабочих мест и специальной одежды, озеленение, применение функциональной музыки.
Социологические, характеризующие взаимоотношения в трудовом коллективе и создающие соответствующий психологический настрой работающих.
Условия труда оцениваются тяжестью труда, под которой понимается степень совокупного воздействия на работающего всех факторов, составляющих условия труда. В соответствии с медико-физиологической классификацией, разработанной НИИ труда, все работы по условиям труда могут быть разделены на шесть категорий тяжести. При проектировании трудовых процессов необходимо обеспечивать условия труда, соответствующие тяжести труда не выше второй категории. Третья категория допустима, но требует создания особых режимов труда и отдыха.
К первой категории тяжести относятся работы, выполняемые в условиях, близких к физиологическому комфорту; при этом физические и нервноэмоциональные нагрузки полностью соответствуют физиологическим возможностям человека.
Работы второй категории тяжести также не вызывают сколько-нибудь существенных изменений психофизиологических функций. По окончании трудового процесса эти функции у работающих быстро восстанавливаются.
На работах третьей категории тяжести возникают более серьезные изменения, вызывающие некоторые отрицательные сдвиги в состоянии организма человека, которые могут быть сравнительно быстро устранены при улучшении режима труда и отдыха.
Каждой категории тяжести труда соответствует совокупность условий труда, обеспечивающих зону определенного уровня комфортабельности на рабочем месте.
Безопасности и высокой производительности труда в большой степени способствует правильно организованное освещение рабочих мест. Наиболее благоприятным для работы является естественное освещение. Исследования физиологов показывают, что при таком освещении производительность труда рабочих на 10% выше, чем при искусственном. В зависимости от особенностей трудового процесса на предприятиях применяются три системы освещения: общее - для освещения всего производственного помещения, местное - непосредственно на рабочем месте и комбинированное, наиболее широко распространенное в производственных цехах.
131
Всохранении работоспособности и высокой производительности труда важную роль играет цветовое оформление производственных объектов и помещений.
Неблагоприятное влияние на организм человека оказывает производственный шум. Снижение уровня шума до пределов ниже допустимых способствует росту производительности труда на 5 - 10%.
Важное значение для трудовой деятельности человека имеют нормальные метеорологические условия производственной среды, в понятие которых входят температура воздуха, его влажность и скорость движения.
Повышению производительности труда способствует также правильно подобранная рабочая одежда, отвечающая специфике данной работы.
Широкое использование автоматизации в производстве и высокая концентрация мощной техники требуют повышения ответственности за технику безопасности и создания благоприятных условий труда.
На предприятиях массового производства работа на автоматизированном оборудовании, поточных и конвейерных линиях связана с повышенной нагрузкой на организм человека. Поэтому данному вопросу уделяется значительное внимание.
Всовременных условиях человеку приходится различать и учитывать информацию со скоростью; превышающей психофизиологические возможности, или иногда работать в условиях физических перегрузок и т. д. Это ведет к большому напряжению нервной системы, отрицательно сказывается на субъективных ощущениях человека, вызывает эмоциональную напряженность и утомляемость.
Созданию оптимальных условий труда помогает эргономика, конечная цель которой - приспособить к человеку средства производства, приборы и пульты управления машин и оборудования, рабочую мебель и оргоснастку.
При проведении работы по НОТ необходимо учитывать психологию труда, которая исследует структуру и динамику труда, закономерности формирования навыков и умений, влияние индивидуальных свойств человека на его работу; разрабатывает рекомендации по совершенствованию трудовой деятельности; определяет наиболее эффективные способы обучения профессиональной ориентации и отбора, создания благоприятного трудового климата в коллективе.
Одним из важных направлений НОТ является инженерная психология, которая решает следующие задачи: 1) рациональная организация деятельности людей
всистемах «человек - машина», предназначенных для управления и обработки информации; 2) целесообразное распределение функций между управляющим и обслуживающим персоналом и техническими средствами автоматизации; 3) оптимизация процессов информационного обеспечения и принятия решения.
Социальная психология (социология) изучает взаимоотношения людей на производстве. В условиях социалистического производства создаются объективные предпосылки для объединения и сплочения людей, определено единство инте-
132
ресов и целей в их совместной работе. Такое единство и является объективной основой функционирования социалистического трудового коллектива и его нравст- венно-психологического климата.
10.5 Организация режима работы предприятия
Для определения режима работы предприятия важно выбрать принцип формирования смен, выделить основные (рабочие) и подготовительные смены, организовать правильное чередование времени работы и отдыха.
Взависимости от производственной связи между сменами различаются два принципа организации смен. Первый принцип - связанных смен, когда рабочие следующей смены продолжают работу, начатую рабочими предыдущей смены. Работа выполняется на тех же рабочих местах тем же самым инструментом. Этот способ сокращает время сдачи смены, уменьшает количество инструмента и приспособлений, одновременно находящихся в эксплуатации, повышает использование оборудования и площадей, непрерывность производственного процесса и сокращает длительность производственного цикла. Такой принцип организации смен характерен для предприятий массового и крупносерийного типов производства в условиях функционирования сквозных бригад с оплатой труда членов бригады по конечным результатам.
Второй принцип - изолированных смен, когда рабочие одной смены не передают рабочим другой смены ни начатой работы, ни инструмента, ни приспособлений. Этот способ требует больше времени, большей площади для складов и рабочих мест. Преимущество этого принципа организации сменности заключается в повышении личной ответственности рабочего и отсутствии обезлички. Он чаще всего находит применение в опытном производстве.
Внастоящее время в массовом производстве наиболее распространен двухсменный режим работы, третья смена является подготовительной и связана с оперативной подготовкой производства для дневных и вечерних смен следующего рабочего дня.
Для оценки эффективности организации режима работы используются два показателя: количество смен и коэффициент сменности. Первый показатель ха-
рактеризует число смен работы независимо от степени загрузки по сменам производственных рабочих и оборудования; второй показывает средний уровень загруженности цеха по сменам и представляет собой отношение числа часов, отработанных за все смены в определенный период, к числу часов, предусмотренных режимом работы данного цеха за тот же период.
Повышение коэффициента сменности не требует дополнительных трудовых ресурсов и увеличения парка производственного оборудования и является одним из возможных путей интенсификации производства.
Важное место в определении режима работы предприятия отводится организации правильного чередования времени работы и отдыха, что в конечном счете
133
направлено на повышение производительности труда при соблюдении нормальной интенсивности, снятие утомляемости и восстановление работоспособности работающих. Режим труда и отдыха следует строить с учетом работоспособности человека, которая меняется в течение суток. Наибольшая работоспособность отмечается в утренние и дневные часы.
11 Основы технического нормирования труда
11.1 Значение и содержание технического нормирования труда
Уровень производительности труда характеризуется количеством времени, затраченным на выполнение данной работы. Чем оно меньше, тем выше производительность труда. Экономия затрат труда при высоком качестве продукции является показателем совершенства техники, технологии и организации производства. Вот почему в производственных условиях особенно важное значение приобретает техническое нормирование труда.
Под техническим нормированием труда понимается процесс установления для конкретных организационно-технических условий научно обоснованных норм времени, необходимых для выполнения единицы заданной работы; норм выработки - количества единиц продукции (штук, метров, тонн и т. п.), которое должно быть изготовлено в единицу времени (час, смену и т. д.); норм численности рабочих, ИТР или служащих, необходимой для выполнения определенного объема работы или обслуживания данного числа производственных объектов.
Техническое нормирование труда на предприятии - важная составная часть его научной организации. Оно является необходимым условием планомерного формирования и распределения трудовых ресурсов, т. е. является основой организации труда. Нормирование труда играет важную роль в процессах разделения труда и его кооперации, основывающихся не только на качественных, но и на количественных пропорциях и затратах труда различных категорий работающих.
Техническое нормирование является также основой внутризаводского планирования - технико-экономического, технологического и оперативнокалендарного. При технико-экономическом планировании технически обоснованные нормы времени служат исходным началом для определения производственных мощностей отдельных агрегатов, участков, цехов и предприятий в целом. Они необходимы для обоснования производственных программ и расчета потребной для их выполнения численности рабочей силы.
В области технологического планирования наличие технически обоснованных норм облегчает выбор варианта технологического процесса, обеспечивающего выполнение задания с наилучшими экономическими показателями.
Оперативно-календарное планирование использует технически обоснованные нормы для разработки производственных графиков, предназначенных для обеспечения повседневного ритмичного выпуска продукции каждым цехом, участ-
134
ком и рабочим местом.
Технически обоснованные нормы используются при организации заработной платы. Являясь мерой количества труда, норма ложится в основу распределения выделенной части фонда потребления соответственно социалистическому принципу - по количеству и качеству труда, является важным фактором роста производительности труда и ликвидации «уравниловки» в оплате труда.
По мере развития технологии, организации производства и повышения культурно-технического уровня кадров нормы должны пересматриваться и заменяться более прогрессивными, отражающими новый уровень технологии и организации производства, возросшую квалификацию кадров.
Техническое нормирование не ограничивается расчетом норм времени, выработки или численности. Оно включает систематическое изучение организации производственных процессов и передового опыта, структуры нормируемых операций и затрат рабочего времени на их выполнение; разработку нормативов для установления технически обоснованных норм, организацию освоения норм путем систематического инструктажа рабочих; контроль, анализ выполнения норм и разработку мероприятий, способствующих дальнейшему росту производительности труда.
11.2 Нормы и классификация затрат труда
Основным видом норм затрат труда в машиностроении являются нормы времени на операцию. Для технологического анализа операции делятся на установы, позиции, переходы, проходы. Для целей исследования и нормирования труда операции делятся на трудовые элементы: движения, действия, приемы и комплексы приемов.
Трудовое движение является первоначальным элементом трудового процесса и представляет собой однократное действие рабочего, например: протянуть руку, взять заготовку, поднести заготовку к патрону и т. д.
Прием - это группа трудовых движений, связанных одним целевым назначением. Приемы могут быть основными, с помощью которых достигается технологическая цель данной операции (например, проточить, зенковать), и вспомогательными, обеспечивающими выполнение основных приемов (например, подвести инструмент, отвести инструмент).
Комплекс приемов - это группа приемов, объединенных по технологическому признаку (например, снять обработанную деталь и установить заготовку).
Степень расчленения операции на составляющие ее элементы зависит от цели исследования и типа производства. В единичном производстве только серийные операции расчленяются на комплексы приемов, а все остальные нормируются по укрупненным нормативам на операцию в целом. В серийном и крупносерийном производстве только массовые операции расчленяются на приемы, а остальные - на комплексы приемов. В массовом производстве, где такт потока определяется с
135
точностью до секунд, требуется особо точное нормирование. Оно обычно ведется по повторяющимся трудовым приемам, которые дифференцируются на трудовые действия, состоящие из ряда трудовых движений.
Норма времени представляет собой количество рабочего времени (в часах, минутах), установленное для выполнения заданной операции или определенных процессов (работ) в определенных организационно-технических условиях. На основе нормы времени рассчитывается норма выработки. Норма выработки определяется объемом работы (в счетных, объемных, по массе и других натуральных единицах измерения), который должен быть выполнен в единицу времени (час, смену и т. д.).
По времени действия нормы разделяют на постоянные и временные. Под постоянными понимают нормы на повторяющиеся операции, установленные для относительно устойчивого производства и действующие в течение длительного периода до соответствующих изменений условий работы. Под временными понимают нормы на операции, установленные на период освоения новой продукции или новых технологических процессов (обычно на 3 - 4 месяца).
Нормы времени и нормы выработки должны быть технически обоснованными. Под технически обоснованной нормой понимается устанавливаемое для определенных организационно-технических условий время на выполнение данной работы (операции) исходя из рационального использования производственных возможностей оборудования и рабочего места, с учетом передового производственного опыта.
При установлении технически обоснованных норм следует исходить из рационального технологического процесса и научной организации труда, соответствующих особенностям конкретного производства, а также из Выполнения работы рабочими должной квалификации, уровень производительности труда которых превышает среднюю производительность труда рабочих, занятых на аналогичных работах, и соответствует устойчивым показателям выработки передовых рабочих (но не отдельным рекордным достижениям).
Изучение фактических затрат времени позволяет выявить потери, наметить пути уплотнения рабочего дня за счет устранения замеченных организационнотехнических неполадок и улучшения технологических процессов. Объектами изучения при этом являются работа исполнителя и оборудования, наблюдаемая, как правило, на протяжении смены или иного отрезка времени, в течение которого совершается определенный технологический процесс.
Изучение затрат времени и их анализ осуществляются с применением принятой в машиностроении классификации затрат рабочего времени. По этой классификации (рис. 11.1) все затраты рабочего времени на протяжении рабочего дня (смены) разделяются на время работы и время перерывов.
136
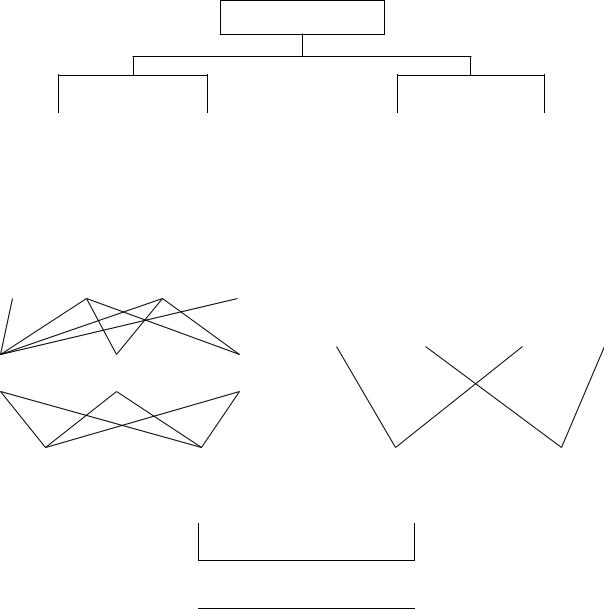
Рабочее время
Время работы
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Подготовительнозаключительное время |
|
Основное (технологическое время) |
|
Вспомогательное время |
|
|
Время обслуживания рабочего места |
||||
|
|
|
|
|
|
|
|
|
|
|
|
ручное |
|
машинно-ручное |
|
машинное |
|
|
|
|
|
Время перерывов
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
не зависящих от |
|
|
зависящих от |
|
|||||||||||||||
|
|
|
рабочего |
|
|
|
|
рабочего |
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Технологические перерывы |
|
|
|
Организационнотехнические перерывы |
|
|
|
Отдых и личные надобности |
|
|
|
|
Допущенные рабочим перерывы |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
потери |
|
необходимое время |
|
|
необходимое время |
|
потери |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Проектируемый рабочий день
Структура нормы времени на одну операцию
Рис. 11.1 Классификация затрат рабочего времени
Время работы включает подготовительно-заключительное время, основное (технологическое) время, вспомогательное время, время обслуживания рабочего места.
Подготовительно-заключительное время tпз предназначено для ознакомле-
ния рабочего с порученной ему работой (изучение чертежа и технологической инструкции), подготовки к ней и выполнения действий, связанных с ее окончанием. В массовом производстве это время не учитывается, так как на каждом рабочем месте постоянно, без переналадок выполняется одна и та же операция.
Основное (технологическое) время t0 затрачивается рабочим на непосредственное осуществление технологического процесса (изменение размеров, поверхности и формы обрабатываемой детали, изменение механических свойств и внутренней структуры материала, изменение внешнего вида изделия и т. д.). Оно может
137
быть машинным, машинно-ручным и ручным.
Вспомогательное время tв затрачивается рабочим на вспомогательные действия, связанные с выполнением основной (технологической) работы, например на установку и съем изделия, подвод и отвод инструмента, пуск и остановку механизма, промеры изделия и др. Оно может быть также ручным, машинно-ручным и машинным.
Время обслуживания рабочего места предназначено для ухода за рабочим местом (механизмом, инструментом, приспособлением) на протяжении данной конкретной работы и рабочей смены. На станочных, кузнечных и других операциях, выполняемых на оборудовании, требующем подналадки и регулировки в процессе работы, время обслуживания рабочего места подразделяется на время технического tТо и время организационного обслуживания tоо рабочего места. Время технического обслуживания рабочего места затрачивается на смену инструмента, регулировку и подналадку механизма в процессе работы, правку инструмента и другие действия, связанные с уходом за рабочим местом на протяжении определенной заданной работы. Время организационного обслуживания рабочего места включает затраты времени по уходу за рабочим местом на протяжении смены (раскладка и уборка инструмента в начале и в конце смены, смазка и чистка механизма, уборка рабочего места).
Время перерывов включает перерывы, не зависящие от рабочего, и перерывы, зависящие от рабочего.
Перерывы, не зависящие от рабочего, включают технологические переры-
вы в работе, вызываемые ходом технологического процесса, например в работе токаря время машинно-автоматического действия станка, и перерывы, вызванные ор- ганизационно-техническими неполадками.
Время перерывов, зависящих от рабочего, подразделяется на: а) перерывы, предусмотренные на отдых и личные надобности tотд, оно для всех рабочих предусматривается в размере 2 - 2,5% времени рабочей смены; б) перерывы, допущенные рабочим, к ним относятся перерывы, обусловленные нарушениями трудовой дисциплины - опозданием на работу, уходом до звонка на обед, опозданием после обеденного перерыва и т. д.
Нормативы затрат рабочего времени существенно различаются в зависимости от типа производства. В табл. 11.1 приведены обобщенные данные по затратам рабочего времени в механических цехах машиностроительных заводов.
Рассмотренная классификация затрат рабочего времени является основой для определения структуры обоснованной нормы времени на операцию (рис. 11.2).
В норму включаются лишь те категории рабочего времени, которые необходимы для выполнения заданной работы. Соответственно этому структурная формула нормы времени на операцию будет следующей:
tшк = tш + tпз = t0 + t'в + tТо + tоо + tотд + tпз . |
(11.1) |
138
|
|
|
|
Таблица 11.1 |
||
|
|
Затраты рабочего времени |
|
|||
|
|
|
|
|
|
|
|
|
Удельный вес затрат рабочего времени, % |
||||
|
Среднее |
|
|
|
|
|
Тип |
|
подгото- |
|
на отдых |
||
число на- |
|
вительно- |
обслужива- |
|||
производст- |
оператив- |
и личные |
||||
ладок на |
заклю- |
ния рабоче- |
||||
ва |
ного |
надобно- |
||||
смену |
читель- |
го места |
||||
|
|
сти |
||||
|
|
|
ного |
|
||
|
|
|
|
|
||
|
|
|
|
|
|
|
Массовое |
- |
89,0 |
- |
6,0 |
5,0 |
|
|
|
|
|
|
|
|
Серийное и |
0,5 |
86,5 |
4,0 |
5,0 |
4,5 |
|
мелкосе- |
|
|
|
|
|
|
1,0 |
82,5 |
8,0 |
5,0 |
4,5 |
||
рийное |
||||||
|
|
|
|
|
||
2,0 |
76,5 |
14,0 |
5,0 |
4,5 |
||
|
||||||
|
|
|
|
|
|
|
|
3,0 |
71,0 |
20,0 |
4,5 |
4,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сумма штучного tш и подготовительно-заключительного времени, приходящегося на единицу выполняемой работы, называется штучно-калькуляционным
временем tшк.
В условиях массового производства норма времени на операцию состоит только из штучного времени.
Подготовительно-заключительное время устанавливается по нормативам или на основании фотографии рабочего дня. При установлении норм подготови- тельно-заключительного времени исходят из условия надлежащей организации и обслуживания рабочего места.
Основное (технологическое) время определяют по нормативам или расчетом исходя из технологического режима работы оборудования, устанавливаемого с учетом паспортных данных.
Вспомогательное время рассчитывают в соответствии с установленными для данного предприятия нормативами, на основании хронометражных наблюдений или по математическим моделям, отражающим зависимость величины вспомогательного времени от определяющих его факторов. Многие элементы вспомогательного времени могут быть перекрыты машинным временем, т. е. выполнены в то время, когда происходит непосредственное изменение предметов труда без прямого участия рабочего. Сумма основного (технологического) и вспомогательного неперекрываемого t'в времени на операцию составляет оперативное время tоп :
tоп = t0 + t'в . (11.2)
Время обслуживания рабочего места устанавливается на основании нормативов и во многих случаях определяется в процентном отношении к оперативному
139
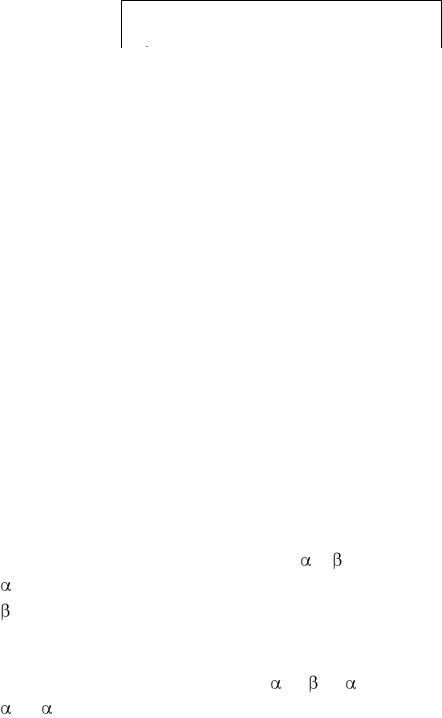
Технически обоснованная форма времени tшк
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Норма штучного времени tшт |
|
|
|
Норма подготовительно- |
|
|
||||||||||||||||||
|
|
|
|
|
|
заключительного времени tпз |
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Оперативное |
|
|
|
|
|
Временя перерывов на отдых и |
|
|
Временя обслуживания |
|
|||||||||||||||
|
|
временя tоп |
|
|
|
|
|
личные надобности tотд |
|
|
рабочего места tобс |
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Основное tо |
|
|
|
Вспомогательное |
|
|
|
|
Техническое |
|
|
|
Организационно |
||||||||||||||
|
|
|
неперекрываемое tв’ |
|
|
|
|
tмо |
|
|
|
неперекрываемое tон |
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
Рис. 11.2 Структура технически обоснованной нормы времени |
||||||||||||||||||||||||
времени.
Время перерывов на отдых, производственную гимнастику и личные надобности регламентируется законодательством и выражается в процентах к оперативному времени. Этот норматив дифференцируется в зависимости от тяжести работы, с учетом возможности использования для отдыха времени технологических перерывов.
|
Штучное время рассчитывают по формуле |
|
||
|
tш = tоп (1 + |
+ |
), |
(11.3) |
где |
- коэффициент времени обслуживания рабочего места; |
|
||
|
- коэффициент времени на отдых и личные надобности. |
|
||
|
Полная норма времени в условиях массового и крупносерийного производ- |
|||
ства рассчитывается по формуле |
|
|
|
|
|
tш = tоп (1 + ’ + |
) + |
‖tм, |
(11.4) |
где |
’ и ‖ - коэффициенты времени организационного и технического обслу- |
|||
|
живания; |
|
|
|
|
tм - основное машинное время. |
|
|
|
Технически обоснованная норма времени не может быть увеличена за счет каких-либо отклонений от нормальных условий технологического процесса.
Нормой выработки называют количество операций (или единиц продукции), выполняемых за единицу времени, т. е. это величина, обратная норме времени. В расчете на смену норма выработки (как правило, соответствует сменному заданию) определяется так:
Нвыр = Тсм / tшк , |
(11.5) |
140