

Методическое пособие 467
.pdfла главного метролога. Целесообразность создания этих отдельных складов диктуется различными условиями хранения материальных ценностей и необходимостью возложить ответственность за комплектное обеспечение упомянутыми ресурсами на руководителей соответствующих служб и отделов.
В подавляющем большинстве случаев склады малогабаритных и средних по размеру грузов стремятся приблизить к основному производству. С другой стороны, склады крупногабаритных грузов, такие, как склад металлов, склад стройматериалов, склады ОГМ, ОГЭ, ОМА и другие, располагают в едином комплексе, чтобы облегчить механизацию погрузочно-разгрузочных операций, а также создать удобные автомобильные и железнодорожные подъездные пути и другие необходимые для работы складов объекты. В крупных городах такие комплексы складов различных предприятий размещают в непосредственной близости друг от друга, так как это еще более удешевляет строительство подъездных путей и других сетей.
На складах малогабаритных и средних по размеру грузов используют два основных вида механизмов: краны-штабелеры и кабинные подъемники. Кранштабелер применяют при обработке, среднегабаритных грузов массой до 500 кг и более. Такими грузами могут быть оснастка, специальные ящики для хранения разных материалов и другие объекты. Устройство подобных складов несложно. На стеллажах, имеющих стандартный размер ячеек, установлены унифицированные ящики или поддоны с грузами. При необходимости снять один из них оператор с помощью ручного управления направляет к соответствующей ячейке кранштабелер, который по его команде вилочным захватом берет соответствующий объект, выводит его в пролет между стеллажами и транспортирует в зону перегрузки. Здесь объект перегружают на электрокару для транспортирования в цехпотребитель или погрузки на автомашину.
Для малогабаритных и легких грузов, которые должны быть изъяты из ящиков поштучно, такая система неудобна, так как на снятие и повторную установку на стеллаж каждого ящика приходится затрачивать много времени. С целью устранения этого недостатка применяют кабинный подъемник, который может передвигаться по высоте и фронту стеллажа. Войдя в кабину и перемещая ее с помощью автономного электроуправления, оператор последовательно проезжает вдоль нужных ячеек стеллажа и укладывает в тару необходимые ему изделия. Закончив набор, он опускает кабину вниз, выезжает за пределы стеллажа в зону перегрузки, переносит тару с подобранными изделиями на электрокару, расписывается в сопроводительном документе и направляет заказ в соответствующий цех. После этого оператор может повторно подняться в кабине для выполнения следующего заказа.
Для хранения крупногабаритных грузов - оборудования, контейнеров и других аналогичных объектов - применяют складские помещения без стеллажей, в которых перемещение грузов осуществляют мостовые краны или электропогруз-
121
чики различных модификаций. Базы, в которых сосредоточены специализированные склады, обычно обслуживаются переменным контингентом работающих, подчиненных транспортному цеху и допущенных к эксплуатации различных транспортных и погрузочно-разгрузочных механизмов. Каждый склад, расположенный на такой базе, имеет постоянный контингент кладовщиков, т. е. материально ответственных лиц, которые персонально отвечают за организацию хранения и учет закрепленных за ними ценностей. На объединенных складских базах предприятий создают участки расконсервации, распаковки и маркировки поступающих грузов. Непосредственно на этих участках работают группы входного контроля ОТК, ведущие в необходимых случаях оформление претензионных документов к предприятиям, поставившим дефектную продукцию.
9.5 Транспортное обслуживание и организация сбыта готовой продукции
Транспортное обслуживание. Работа промышленного предприятия сопряжена с необходимостью приема, переработки и отправки значительных объемов грузов. В ходе технологического процесса каждый килограмм материала или комплектующих изделий неоднократно подвергается внутрицеховой или межцеховой транспортировке. Поэтому создание рациональных грузовых потоков и механизация этих операций дают значительный экономический эффект. Не менее важную роль играет оптимизация внешних связей предприятия, которые обеспечиваются централизованными перевозками железнодорожным, автомобильным, авиационным и другими видами транспорта.
Различают три вида транспортного обслуживания: внутрицеховое, внутризаводское и внезаводское. Внутрицеховой транспорт и подъемные механизмы, как правило, передаются в распоряжение цеха, находятся на его текущем обслуживании и контролируются специально выделенными ответственными исполнителями. К оборудованию этого типа относятся ручные тележки и подъемники,. электрокары, электропогрузчики, электроподъемники, транспортеры и конвейеры различных типов.
Внутризаводские и внезаводские подъемно-транспортные рабоы обычно поручают транспортному цеху или транспортному отделу предприятия, в распоряжение которых передаются электрокары, электропогрузчики, автопогрузчики, автокраны, автомобили различной грузоподъемности и назначения, а также соответствующее оборудование для ремонта этой техники. Транспортный цех предприятия обычно принимает на себя оформление заказов на централизованную доставку и отправку грузов всеми видами транспортных сообщений и на привлечение услуг сторонних организаций для выполнения разовых работ, которые требуют использования техники, отсутствующей в составе парка предприятия.
Внезаводские перемещения грузов можно разделить на перевозки между объектами завода или объединения и перевозки между предприятием и сторонни-
122
ми организациями. В первом случае планирование не имеет существенных отличий от рассмотренного ранее варианта внутризаводских перевозок и грузооборот может быть оптимизирован. Во втором случае половина пробега автотранспорта обычно получается холостой, так как груз либо перевозится на завод, либо вывозится с него. Такими рейсами доставляют материалы и комплектацию с соответствующих баз или предприятий-изготовителей, отправляют готовую продукцию на железную дорогу, в аэропорт или на другие объекты государственных транспортных сообщений.
С целью сокращения непроизводительных расходов такие перевозки рационально передавать специализированным транспортным хозяйствам, подчиненным оптовому грузополучателю или грузоотправителю, например, аэропортам, железнодорожным грузовым станциям, базам металлоснабсбыта и т. п. В этом случае удается использовать автотранспорт большой грузоподъемности и применять его для совместного выполнения заказов различных предприятий на завоз и вывоз грузов по объектам, расположенным по трассе выбранного маршрута, резко сокращая тем самым холостые пробеги.
Сбыт продукции. Отделы сбыта предприятий и объединений обеспечивают упаковку готовой продукции в транспортную тару и отправление ее заказчикам в соответствии с условиями договоров. Этим отделам обычно подчиняются склады готовой продукции, участки, изготовляющие тару и подразделения, выполняющие упаковку.
Транспортная тара должна быть механически прочной и обеспечивать защиту изделия от попадания влаги, а также от других климатических воздействий, которым оно будет подвергаться при перевозке или перегрузке. Транспортную тару можно разделить на специальную или оборотную. Специальную тару потребитель оплачивает и может распоряжаться ею по своему усмотрению. Оборотную тару он получает лишь на ограниченное время и в дальнейшем должен вернуть ее поставщику или указанному им агенту - железной дороге или автотранспортному специализированному предприятию. За задержку возврата тары потребитель выплачивает значительные штрафы, так как поставщик не в состоянии постоянно пополнять запасы дорогой оборотной тары из-за нерадивости заказчиков. Оборотная тара может быть стандартной и унифицированной. Стандартную тару, например хорошо известный автомобильный и железнодорожный контейнер, содержит на своем балансе соответствующее государственное транспортное предприятие, а унифицированную тару, как, например, специальный контейнер для перевозки радиооборудования, содержит на своем балансе грузоотправитель.
После упаковки в транспортную тару изделия хранятся на складе готовой продукции предприятия до момента, когда транспортные организации примут груз к отправке отдаленным получателям. Необходимость ожидания дальних отправок связана с тем, что транспортные организации оптимизируют грузопотоки и подбирают наиболее рациональные варианты сочетания заказов мелких грузоотправите-
123

лей. Если продукция отправляется значительными партиями, одновременно специальным договором с транспортной организацией определяются порядок и сроки подготовки отправки, например подачи вагонов или назначения специального авиарейса. Работа отдела сбыта заканчивается получением документов транспортной организации о приеме груза к отправке. Теперь финансовый отдел предприятия вправе выставить счет грузополучателю и, получив оплату по нему, может засчитать ее в выполнение плана по реализации.
10 Основы организации труда
10.1 Сущность, содержание и задачи НОТ
В соответствии с ГОСТ 19605-74 «НОТ - организация труда, основанная на достижениях науки и передовом опыте, систематически внедряемых в производство, которая позволяет наилучшим образом соединить технику и людей в производственном процессе и обеспечивает повышение производительности труда, сохранение здоровья человека и постепенное превращение труда в первую жизненную потребность».
Данный ГОСТ определяет три основные задачи НОТ: экономическую, психофизиологическую и социальную.
Экономическая - предполагает наиболее полное использование затрат прошлого (овеществленного) труда и обеспечение повышения эффективности живого труда. Эта задача направлена на ускорение темпов роста производительности общественного труда в целом.
Психофизиологическая - заключается в создании наиболее благоприятных производственных условий труда, обеспечивающих сохранение в процессе труда здоровья и продление работоспособности человека.
Социальная - направлена на воспитание в процессе труда нового человека, превращение труда в первую жизненную потребность, повышение его содержательности и привлекательности.
Исходя из перечисленных задач, вытекает, что объектом НОТ является труд человека.
Это определяет содержание и основные направления НОТ:
внедрение рациональных форм разделения и кооперации труда;
улучшение организации и обслуживания рабочих мест;
изучение и распространение передовых приемов и методов труда;
организация подбора, подготовки и повышения квалификации кадров;
внедрение технически обоснованных норм;
улучшение условий труда;
воспитание сознательного и творческого отношения к труду.
Все перечисленные направления НОТ в равной степени относятся ко всем категориям работающих на предприятиях. Вопросы внедрения технически обосно-
124
ванных норм не являются предметом рассмотрения в данной главе, они рассмотрены самостоятельно.
Задачи НОТ необходимо решать совместно с выполнением мероприятий по совершенствованию техники, технологии, организации производства и управления. Такое совмещение позволяет обеспечить выявление резервов роста производительности труда, снижения себестоимости и улучшения качества продукции, обеспечивает высокую эффективность производства.
10.2 Разделение и кооперация труда на предприятиях
Формы организации труда во многом определяются уровнем его разделения и кооперации.
Разделение труда на предприятии означает разграничение деятельности людей в процессе совместного труда. Формы и степень разделения труда зависят от технического уровня и типа производства. Так, если в единичном производстве рабочий-станочник помимо обработки изделий выполняет, как правило, значительную часть работ по техническому обслуживанию оборудования (наладка, регулировка, мелкий ремонт и т. п.), то в массовом производстве эти функции выполняют специальные рабочие.
Основными видами разделения труда на предприятии являются: функциональное, технологическое и профессионально-квалификационное.
Функциональное разделение труда предусматривает деление всех работников предприятия на группы в зависимости от характера функций, выполняемых ими в производственном процессе, на следующие основные группы: рабочие; ин- женерно-технические работники; служащие; младший обслуживающий персонал; охрана, сторожевая и пожарная; ученики. В свою очередь указанные группы работающих подразделяются по функциям, выполняемым в производственном процессе, на подгруппы: основные производственные рабочие, занятые изготовлением продукции в цехах основного производства предприятия; вспомогательные рабочие, занятые изготовлением инструмента и технологической оснастки, ремонтом и техническим обслуживанием технологического оборудования; рабочие, осуществляющие обслуживание зданий, территорий, транспортировку, хранение, учет и выдачу материальных ценностей.
Технологическое разделение, определяющим фактором которого является технологический процесс, предполагает обособление групп в зависимости от расчленения производственного процесса по стадиям, фазам, видам работ и операциям (например, металлурги, химики, сборщики и т. д.).
Профессионально-квалификационное разделение труда обусловлено деле-
нием работающих по однородности трудовых функций на профессии и специальности (например, слесарь, токарь, наладчик и т. д.), а внутри них - по группам сложности выполняемых ими работ (разрядам, категориям). Оно предполагает установление для каждой конкретной профессии и специальности состав операций
125
или работ различной группы сложности по тарифным квалификационным разрядам и категориям (например, токарь третьего разряда, токарь пятого разряда, конструктор второй категории и т. д.).
Профессия определяет принадлежность рабочего к тому или иному виду трудовой деятельности исходя из способа воздействия на предмет труда, применяемых орудий и предметов труда или функции, выполняемой в процессе производства.
Специальность ограничивает сферу деятельности работника внутри его профессии выполнением определенных видов работ и операций при изготовлении продукции.
Кооперация труда характеризует совместное участие людей в одном или разных, но связанных между собой процессах труда. Она предполагает совместную согласованную деятельность работников в процессе производства. Многообразие конкретных форм внутризаводской кооперации зависит от организационнотехнических особенностей данного предприятия, уровня специализации и типа производства. Основными из них являются межпроизводственная, межцеховая, межучастковая и внутриучастковая кооперация труда. Первые три формы кооперации основываются на разделении производственного процесса между отдельными производствами, цехами и участками и имеют цель обеспечение эффективного участия коллективов этих подразделений в совместных процессах труда по изготовлению продукции и регламентации производственных связей между ними.
Внутриучастковая кооперация выражается в производственных связях между отдельными рабочими в процессе их совместного труда. Эффективность такой кооперации наиболее полно проявляется при бригадной форме организации труда.
Производственная бригада - это первичная ячейка трудового коллектива предприятия, объединяющая рабочих для совместного и эффективного выполнения производственного задания на основе товарищеской взаимопомощи, общей заинтересованности и ответственности за результаты труда.
Целесообразность бригадной формы организации труда определяется четырьмя группами факторов: технико-технологические - невозможность обслуживания оборудования или технического процесса одним рабочим; организационные - целесообразность использования коллективного труда рабочих одной или нескольких профессий, объединенных общностью средств труда для выполнения единого производственного задания; экономические - возможность сокращения производственного цикла изготовления продукции, снижения трудоемкости путем улучшения использования рабочего времени, совершенствования загрузки рабочих, совмещения профессий и функций и т. п.; социальные - необходимость повышения содержательности труда, снижения его монотонности, усиления влияния коллектива на дисциплину труда и т. д.
Под влиянием организационно-технических и социально-экономических факторов меняется структура коллектива рабочих, занятых в различного вида
126
бригадах.
Производственные бригады классифицируются на: специализированные, состоящие из рабочих одной профессии или специальности, которые выполняют однородные технологические процессы (например, бригада слесарей-сборщиков); комплексные, включающие рабочих различных профессий или специальностей, выполняющих комплекс технологически разнородных, но взаимосвязанных работ, а также их разновидность - сменные и сквозные, объединяющие рабочих, занятых в одной или нескольких сменах.
10.3 Организация и обслуживание рабочих мест
Организация рабочего места представляет собой комплекс мероприятий, включающих: рациональную специализацию, разработку планировки, оснащение оборудованием и технологической оснасткой, своевременное обеспечение предметами труда и необходимой технической документацией, разработку системы обслуживания по всем функциям, улучшение условий труда, обеспечение правильного чередования труда и отдыха и наиболее полного использования рабочего времени, механизацию и автоматизацию трудовых процессов и т. д.
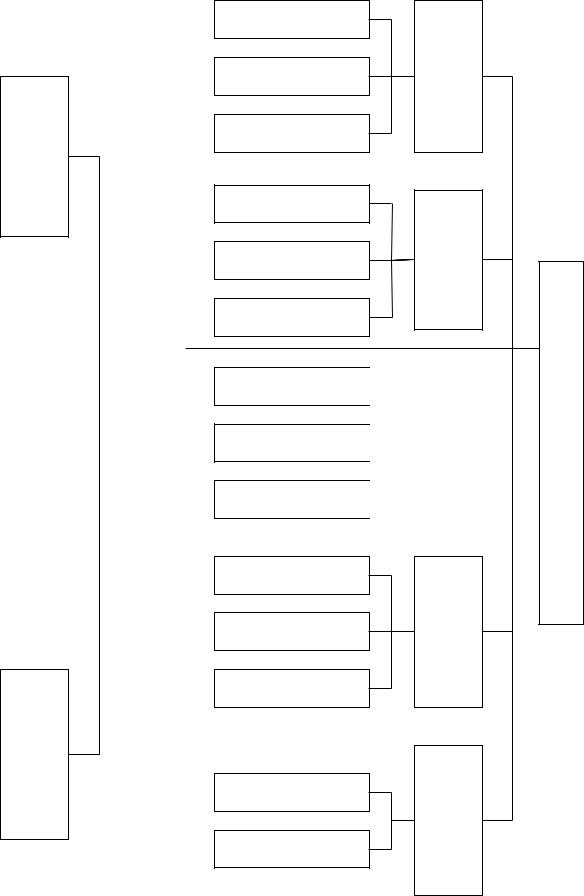
Все рабочие места в машиностроении в зависимости от видов конкретного труда могут быть классифицированы в соответствии со схемой, представленной на рис. 10.1.
Узкая специализация рабочих мест в массовом производстве способствует совершенствованию трудовых приемов, повышению производственных навыков и культуры труда, сокращению подготовительно-заключительного времени.
Рабочее место оснащается ограниченным, но достаточным количеством технологической оснастки. На сборочных конвейерах, наиболее часто применяемых в настоящее время в массовом производстве при сборке изделий, весь рабочий инструмент на рабочем месте слесаря-сборщика подвешен на специальных подвесках, которые возвращают его после использования в легко доступное для рабочего место. На рабочих местах кондукторной сварки сварочный инструмент - кондукторы также подвешивается к специальным тележкам, перемещающимся в заданных направлениях.
В качестве вспомогательного оборудования на рабочих местах производства применяются индивидуальные подъемно-транспортные устройства с электро-, пневмоили гидроприводом для подъема или транспортировки изделия в пределах рабочего места или его кантования. На автоматических линиях подъемнотранспортные устройства работают в цикле работы основного оборудования, на сборочных конвейерах их работа строго согласована с тактом сборки изделия. Часто находят применение бесприводные транспортные средства, такие, как рольганги, склизы, роликовые пути, подвижные и вращающиеся столы. Последние широко применяются при стендовой сборке. Применение бесприводных транспортных средств при незначительных затратах на их внедрение облегчает физический труд
127
работы Ручные
работы |
механизированные |
Частично |
|
|
|
|
|
степени По |
|
||||||
|
|
|
|
||||
|
|
|
|
|
|
труда механизации |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
автоматизации степенью |
различной с работы |
Механизированные |
|
|
|
|
|
|
|
|
|
|
|||
|
|
||||||
|
|
|
|
|
|
|
|
автоматизированные |
и механизированные |
-Комплексно |
Специальные
Специализированные
Универсальные
Индивидуальные
Многостаночные
Бригадные
Основные
Вспомогательные
Контрольные
Единичные
Серийные
Массовые
Стационарные
Передвижные
оборудованием |
оснащению По |
обслуживания |
характеру По |
|
|
По производственному назначению |
|
места Рабочие |
|
|
|
||
|
|
|
||
|
|
|
||
|
|
|
||
|
|
|
||
|
|
|
||
|
|
|
|
|
|
|
|
|
|
характеру По производства типу По
работы выполняемой
Рис. 10.1 Классификация рабочих мест рабочих и способствует росту производительности труда.
На предприятиях единого, серийного и массового производства одной из
128
самых важных задач, решаемых научной организацией труда, является организация обслуживания рабочего места. Под обслуживанием рабочего места понимается комплекс мероприятий, направленных на своевременную подготовку и эффективное выполнение работ. Этот комплекс включает работы по производственному инструктажу; обеспечению необходимой технической информацией и документацией; снабжению сырьем, заготовками, комплектующими материалами, всеми видами энергии; обеспечению наладкой, техническим обслуживанием и ремонтом оборудования и технологической оснастки; доставкой и заменой режущего инструмента; обеспечением транспорта и др.
На предприятиях единого, серийного и массового производства одной из самых важных задач, решаемых научной организацией труда, является организация обслуживания рабочего места. Под обслуживанием рабочего места понимается комплекс мероприятий, направленных на своевременную подготовку и эффективное выполнение работ. Этот комплекс включает работы по производственному инструктажу; обеспечению необходимой технической информацией и документацией; снабжению сырьем, заготовками, комплектующими материалами, всеми видами энергии; обеспечению наладкой, техническим обслуживанием и ремонтом оборудования и технологической оснастки; доставкой и заменой режущего инструмента; обеспечением транспорта и др.
Все работы по обслуживанию рабочего места на предприятиях регламентированы, выполняются по планово-предупредительной системе и носят профилактический характер.
Все работы по обслуживанию рабочего места на предприятиях регламентированы, выполняются по планово-предупредительной системе и носят профилактический характер.
Своевременность обслуживания рабочих мест, особенно при непредвиденных ситуациях, обеспечивается путем их оснащения пультами связи и вызова с центральным диспетчерским пультом и вспомогательными службами для ликвидации неисправностей и отказов в работе оборудования, неплановой замены инструмента, устранения отказов в энергетических сетях и т. п. Сигналы вызова, посланные с рабочих мест в соответствующие службы, должны сохраняться на табло в течение времени, пока работники, к которым они адресованы, их не примут. Система сигнализации должна обеспечивать возможность одновременного вызова нескольких обслуживающих рабочих. Желательно, чтобы сигнал содержал информацию о причине вызова.
Существующие системы сигнализации и связи типа УПИ, АКРО, РИТМ, СИГНАЛ, ПРАН обеспечивают не только передачу информации в соответствующие службы о нарушениях и отклонениях хода производственного процесса. Они способны вести учет времени простоев оборудования по причинам, регистрировать количество одновременно работающего оборудования, характер его загрузки, вести учет изготовленной продукции, обеспечивать двустороннюю связь с мастером и
129
диспетчерской службой, передавать информацию в службу АСУП для ее учета и анализа.
Большое внимание на предприятиях уделяется разработке рациональной планировки рабочих мест.
Различают внешнюю и внутреннюю планировку рабочих мест. Под внешней планировкой понимают рациональное размещение на рабочем месте основного технологического и вспомогательного оборудования, инвентаря и организационной оснастки.
В условиях массового производства рабочие места, как правило, связываются между собой транспортными конвейерами, задающими единый ритм работы. В этом случае при планировке рабочих мест следует максимально приближать оперативную рабочую зону, в которой выполняются основные трудовые процессы, к несущим элементам конвейера, для того чтобы сократить длину перемещения предметов труда с конвейера в оперативную рабочую зону и обратно.
Рабочая зона - это участок трехмерного пространства, ограниченный пределами досягаемости рук в горизонтальной и вертикальной плоскостях с учетом поворота рабочего на 180° и перемещением его вправо или влево на один-два шага.
Внутренняя планировка рабочего места предполагает рациональное размещение технологической оснастки (измерительного и режущего инструмента в инструментальных шкафах и тумбочках), правильное расположение заготовок, деталей и комплектующих материалов на рабочем месте.
Организация рабочего места включает определенные требования: рабочее место должно быть обеспечено всем необходимым и в минимальном количестве, но достаточном для бесперебойного выполнения задания; каждый предмет должен иметь свое постоянное место; чаще используемые предметы должны располагаться ближе к рабочему; все, что берется правой рукой, располагается по правую сторону, а левой - по левую сторону на расстоянии не более 560 - 760 мм; предметы, применяемые последовательно, должны располагаться рядом для использования возвратных движений рук; все предметы должны располагаться в зоне максимальной досягаемости рук работающего; руки работающего должны быть свободны от выполнения поддерживающих операций.
10.4 Условия труда
В соответствии с ГОСТ 19605 - 74 условия труда - это совокупность факторов производственной среды, оказывающих влияние на здоровье и работоспособность человека в процессе труда. Все эти факторы могут быть объединены в следующие группы.
Психофизиологические, обусловленные конкретным содержанием трудовой деятельности, характером данного вида труда.
К этой группе относятся физические и нервно-психические нагрузки, моно-
130