

Технологии получения препрегов на основе углеродной ткани и эпоксидных связующих
Цель работы: изучить технологии получения препрегов на основе углеродной ткани и эпоксидных связующих с помощью лабораторного технологического комплекса пропитки (получения препрегов) COS.T.A.
1. Краткие теоретические сведения
Важным моментом в производстве углепластиков является обеспечение высоких физико-механических характеристик изделиям на их основе. Обеспечение высоких физико-механических характеристик изделиям из углепластиков, в частности, достигается использованием углепластиков, полученных из препрегов на основе углеродных тканей и эпоксидных связующих. Следовательно, высокие физико-механические характеристики изделий из таких углепластиков зависят от качества препрегов, лежащих в составе углепластиков. В свою очередь качество препрегов определяется их составом и технологиями получения. Технология получения препрегов предусматривает пропитку углеродных тканей точно дозированным количеством равномерно распределенных эпоксидных связующих по одному из трех известных на сегодняшний день методу: методу пропитки в ванне, методу горячего расплава (hot-melt) или методу пропитки с помощью ножа над валом (ракли). При этом пропитка углеродных тканей осуществляется таким образом, чтобы максимально реализовать их физико-механические свойства и обеспечить однородность свойств отвержденных углепластиков.
2. Методика эксперимента
Особенности технологий получения препрегов могут быть изучены с помощью лабораторного технологического комплекса пропитки (получения препрегов) COS.T.A., который позволяет пропитывать армирующие материалы (ленты, жгуты, ткани и сетки) всеми известными в настоящее время методами.
Для получения препрегов на основе растворных связующих применяется пропитка армирующего материала в ванной (рис. 1) с последующим удалением растворителя путем сушки.

Рис. 1. Схема получения препрегов на основе растворных
связующих с использованием комплекса пропитки COS.T.A.
1 – армирующий материал, 2 – ванна с растворным связующим, 3 – инфракрасная печь, 4 – система контроля качества препрега QMS-12 Mahlo, 5 – вспомогательный материал (пленка), Р1-Р5 – размотчики, К1-К4 – каландры, Т – товарный вал, • – тензодатчики, o – вспомогательные валы или ролики
Армирующий материал 1 с размотчика Р1, проходя через каландр К1, попадает в узел нанесения растворного связующего, где пропускается через ванну со связующим 2, а затем отжимается с помощью отжимных валов каландра К2. Нержавеющая ванна соединена двумя шлангами со станцией подачи растворного связующего. Данная станция, используя показания устройства измерения и поддержания вязкости GAMA, обеспечивает автоматическую регулировку вязкости и температуру связующего. Пропитка армирующего материала связующим проводится при комнатной температуре. Количество наносимого связующего ограничивается зазором между отжимными валами каландра К2, который регистрируется с помощью щупов и индикаторов на блоке управления с погрешностью измерения меньше 10 мкм. Пропитка армирующего материала проводится с определенной линейной скоростью, измеряемой в м/мин. Из узла нанесения связующего пропитанный армирующий материал поступает в сушильную печь 3, где в первой зоне удаляется основная масса растворителей, а во второй зоне материал досушивается до допустимой остаточной концентрации летучих веществ 1-3 %. Контроль температуры в зонах печи осуществляется с использованием пиродатчиков. В зоне каландра К3 подсушенный препрег закрывается с двух сторон разделительными полиэтиленовыми пленками. После этого препрег вместе с разделительными пленками проходит через блок контроля поверхностной плотности QMS-12 Mahlo 4, где осуществляется непрерывный неразрушающий контроль поверхностной плотности полученного препрега, а затем поступает на товарный вал Т. Равномерность распределения связующего по ширине и длине препрега можно наблюдать на экране блока контроля плотности QMS-12 Mahlo в реальном времени. На экране показывается значение суммарной плотности разделительных пленок, армирующего материала и связующего, включая остаточный растворитель. Установленные величины отклонения плотности составляют ± 5 г/м2.
При использовании твердых при комнатной температуре связующих без растворителя производится предварительный нагрев связующего для получения расплава с последующим его нанесением на армирующий материал при помощи горячих валиков (hot-melt) (рис. 2).
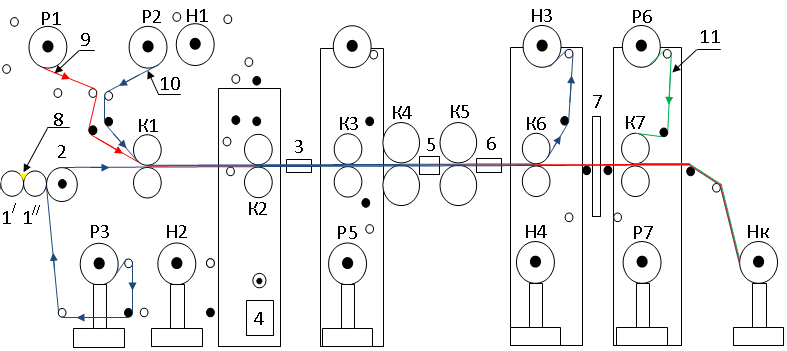
Рис. 2. Схема получения препрегов на основе расплавных
связующих с использованием комплекса пропитки COS.T.A.
1/ и 1// – дозирующие валы, 2 – ламинирующий вал, 3 – инфракрасная печь, 4 – ванна со связующим, 5 – нагревательная панель, 6 – охлаждающий стол, 7 – система контроля качества препрега QMS-12 MAHLO, 8 – связующее, 9 – армирующий материал, 10 – бумага, 11 – пленка, Р1-Р7 – размотчики, Н1-Н4 – намотчики, К1-К7 – каландры, ● – тензодатчики, ○ – вспомогательные валы или ролики
Расплавленное связующее из «кармана» между подогреваемыми вращающимися навстречу друг другу дозирующими валами 1/ и 1// поступает в зазор и делится поровну между валами, а с вала 1// практически полностью переносится на силиконизированную бумагу с размотчика Р3. Толщину пленки связующего на бумаге в процессе нанесения можно регулировать изменением зазора между валами 1/ и 1// или изменением скорости вращения валов 1/ и 1//, а ширину пленки − подвижными боковыми ограничителями «кармана», которые закрепляют в соответствии с шириной и расположением армирующего материала на бумаге. Армирующий материал 9 подается с размотчика Р1 и пропускается между бумагой с пленкой связующего и бумагой с размотчика Р2. Вспомогательные материалы накладывают с двух сторон на препрег с тем, чтобы предотвратить склеивание препрега, сматываемого в рулон. Далее препрег пропускается через прорезиненные натяжители К1, К3, К6 и К7. В печи 3 связующее доводится до вязкотекучего состояния, а затем равномерно распределяется при прохождении через прогреваемые каландры К4 и К5. Остывание препрега происходит на охлаждающем столе 6, где интенсивность охлаждения препрега можно регулировать производительностью вентилятора на охлаждающем столе. Далее препрег доходит до узла контроля качества препрега 7. Здесь на экран выводятся данные о поверхностной плотности препрега, которые должны подтверждаться расчетными данными.
Для работы со связующими без растворителя, которые при комнатной температуре остаются еще достаточно вязкими, применяют метод наноса связующего на бумагу с помощью ножа над валом (ракли) (рис. 3).
Рис. 3. Нанесение связующего на бумагу с помощью ножа над валом
Технология получения препрега пропиткой с помощью ножа над валом аналогичен технологии получения препрега методом hot-melt с той разницей, что вязкотекучее связующее малыми порциями наливают вручную в образованный ножом над валом «карман», а не помещают его между дозирующими валами. При этом толщина пленки связующего регулируется зазором между ножом и валом.