

5 Разработка технологического процесса
5.1 Разработка технологического процесса на замену гидроагрегата системы abs автомобиля Opel Corsa
Для правильного составления технологического процесса на замену гидроагрегата автомобиля Opel Corsa необходимо изучить особенности конструкции гидроагрегата и возможные способы ремонта.
Поступая в зону, автомобиль устанавливается на пост, после чего происходит снятие гидроагрегата автомобиля.
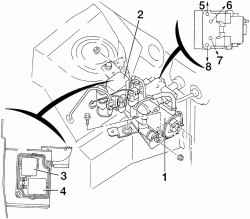
Рис. 5.1. Компоновочная схема гидроагрегата ABS:
1-гидроагрегат; 2-блок реле; 3-реле управления электромагнитными клапанами; 4-реле включения насоса; штуцеры подсоединения тормозных механизмов колес: 5- переднего левого; 6-заднего правого; 7-заднего левого; 8-переднего правого.
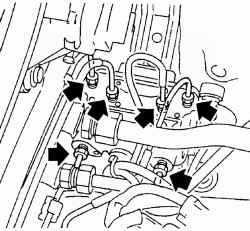
Рис. 5.2. Расположение трубопроводов на гидроагрегате
5.2 Разработка технологической карты с определением норм времени
Гидроагрегат системы ABS автомобиля играет важную роль в езде и безопасности водителя автомобиля.
В технологической карте разработанный технологический процесс представлен в форме документа (таблицы) в приложении В, в котором указывается перечень операций, количество точек обслуживания, трудоемкость операций и квалификация исполнителя, рекомендуемое технологическое оборудование и инструмент, а также представлены технические требования и указания для каждой операции.
-
N
Наименование перехода
Наименование элемента
Шифр эл-та
Число движе-ний
Длительность в относительных единицах
Трудо-емкость чел.мин
1 движения
общая
1
2
3
4
5
6
7
8
1
Установить автомобиль на пост
Нагибание корпуса
Поворот корпуса
Ходьба
Движение руки
Движение руки
1б
2б
3а
5м
6м
2
2
9
12
12
90
110
53
62
35
180
220
477
744
420
0,5
Наименования операций и их трудоемкости представлены на соответствующем листе графической части (технологическая карта).
5.3 Оценка механизации производственных процессов
Оценка механизации производственных процессов ТО и ТР проводится по двум показателям: уровню механизации и степени механизации. Количественные значения этих показателей определяются на основе анализа операций технологических процессов и применяемого при выполнении анализируемых операций технологического оборудования.
Уровень механизации определяется долей (в процентах) механизированного труда в общих трудозатратах, то есть имеет место формула
У
=
![]()
100%, (5.1)
100%, (5.1)
где Тм – трудоемкость механизированных операций технологического процесса (по применяемой технологической документации), чел.-мин.;
То – общая трудоемкость всех операций, чел.-мин.
Степень механизации определяется долей (в процентах) замещения рабочих функций человека применяемым технологическим оборудованием в сравнении с полностью автоматизированным технологическим процессом.
Замещение рабочих функций человека оценивается с помощью, так называемой звенности оборудования Z. Звенность оборудования для ПАС изменяется в пределах от 0 до 4 (4 – максимальная звенность оборудования). Тогда имеет место формула
С =
![]() , (5.2)
, (5.2)
где
![]() ,
,
![]() ,
,![]() ,
,![]() ,
,![]() –
звенность применяемого оборудования;
–
звенность применяемого оборудования;
![]() ,
,
![]() ,
,![]() ,
,![]() ,
,![]() – число механизированных операций с
применением оборудования соответствующей
звенности;
– число механизированных операций с
применением оборудования соответствующей
звенности;
4 – максимальная звенность оборудования для СТОА;
Н – общее число операций.
Результаты вычислений уровня и степени механизации на примере технологического процесса ремонта кузова автомобиля с помощью методов точечной сварки представим в таблице Б.1 приложения Б.