

7.2 Определения погрешности базирования детали в приспособлении.
Деталь Вал устанавливается и базируется на круглошлифовальном станке в центрах и закрепляется в трехкулачковом специальном пневматическом патроне. Применяя данную схему базирования, лишаем деталь 6-ти степеней свободы, тем самым выполняем основное правило технологии машиностроения.
Согласно данной схеме базирования (рисунок 7), и на основании [2,с76,табл.36], погрешность базирования в приспособлении равна: ε δ = 0

7.3 Расчет сил закрепления детали
 Деталь
«Вал» устанавливается и закрепляется
в 3 - х кулачковом пневматическом
приспособлении пневмотиски. На деталь
действует крутящий момент Мрез
, стремящийся
повернуть ее вокруг оси.
Деталь
«Вал» устанавливается и закрепляется
в 3 - х кулачковом пневматическом
приспособлении пневмотиски. На деталь
действует крутящий момент Мрез
, стремящийся
повернуть ее вокруг оси.
Сила зажима определяется из равенства:
где: К - коэф. запаса: К = 1,13 [2с.152];
f- коэф. трения: f = 0,15 [2с.158];
R - радиус зажима детали: R = 30 мм; Мрез - момент резания:
![]()
где: D - диаметр детали: D = 35мм;
тогда:
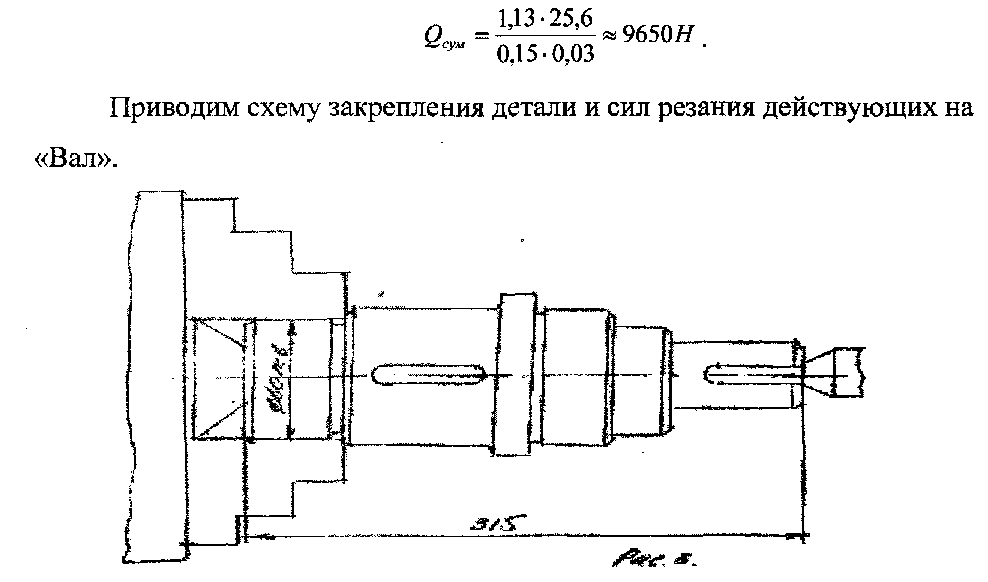
Рисунок 7 Схема закрепления детали
7.4 Выбор и расчет силовых устройств.
Расчет диаметра цилиндра пневмопатрона.

где: Р - давление в сети: Р = 0,4 МПа [1с.28];
η - КПД привода: η = 0,9;
d - диаметр внутреннего кольцевого поршня.
 Согласно
нормам принимаем диаметр цилиндра: Dy
- 250мм.
Согласно
нормам принимаем диаметр цилиндра: Dy
- 250мм.
Внутренний диаметр кольцевого поршня d принимаем
конструктивно:
d = 110мм.
Действительные сила развиваемая пневмоцилиндром:
![]()
Определение основных конструктивных размеров элементов
зажимного механизма.
Определяем толщину стенки цилиндра.

Из конструкторских соображении принимаем толщину стенки
цилиндра:
δ = 15мм
Определяем количество и размеры винтов крепящих планшайбу пневмоцилиндра.
Принимаем количество винтов п = 6шт.
 Диаметр
винтов определяется по формуле:
Диаметр
винтов определяется по формуле:
Из конструктивных соображений принимаем:
dв =M12,
Определяем быстродействие цилиндра:
t
=

где: L - длина рабочего хода поршня, принимаем: L = 25 мм;
do - диаметр отверстия, для подвода в цилиндр рабочей среды, принимаем: dQ =10мм;
U - скорость движения воздуха при давлении среды: Р =0,4 МПа
U = 180 м/с [1,c28]
7.5 Расчет приспособления на точность.
Погрешность приспособления определяется по формуле:
εпр = δб + δу + δэ + δи
где: δб - погрешность базирования:
εб - 0 (согласно расчета);
δ у - погрешность установки:


где: L0 - длина обработки детали вала: L0 = 70 мм
S - наибольший зазор между планшайбой и патроном, принимаем:
S = 0,1мм.
dвыс - диаметр выступа, по которому устанавливается патрон на планшайбу.
Принимаем: deM. = 210мм , из конструкторских соображений.
δ3 - погрешность закрепления:
δ3=0,1 мм [2с.80];
δn- погрешность смещения режущего инструмента: $п = 0, так как
отсутствуют направляющие элементы приспособления:
εпр = 0 + 0,026 +0,1 + 0 = 0,126 мм.
Мероприятия по технике безопасности
8.1. Рабочие зоны
Должны быть предусмотрены неподвижные, регулируемые или перемещаемые защитные ограждения с блокировкой (блокирующие устройства должны соответствовать ЕН 1088), препятствующие доступу к механическим опасностям, возникающим у расточных станков при вращении шпинделя. В случае невозможности установки ограждений их нужно заменить другими защитными устройствами.
Защитные(ое) ограждения(е) должны закрывать передний конец шпинделя, инструментальный зажимной патрон, устройство для крепления обрабатываемой детали .