

2.5 Определение производительности метода
2.5.1 Техпроцесс контроля размеров действительного положения ЦМ
2.5.2 Определение временных затрат на процесс контроля ЦМ
Нормирование переходов контрольной операции методом наблюдения:
Таблица 3 – Затраты времени на процесс измерения ЦМ
Наименование перехода |
Время t, мин |
||
X |
Y |
Z |
|
1. Снятие фиксаторов устройства |
1,25 |
||
2. Проверка горизонтальности по уровню |
0,25 |
||
3. Проверка годности оборудования внешним осмотром |
0,25 |
||
4. Снятие с изделия технологических заглушек и т.п. |
0-1 |
||
5. Установка устройства измерения на весы |
0,5 |
||
6. Проверка горизонтальности основания по уровню |
0,25 |
||
7. Определение массы устройства |
0,25 |
||
8. Установка и выверка изделия на столе устройства |
1-5 |
1-5 |
1-5 |
9. Измерение расстояния от базовой поверхности до изделия |
0,25 |
0,25 |
0,25 |
10. Определение массы от изделия |
0,25 |
0,25 |
0,25 |
11. Занесение показаний в протокол |
0,25 |
0,25 |
0,25 |
12. Снятие изделия и переворот на 90 градусов |
1,25 |
1,25 |
1 |
13. Вычисление действительного координат ЦМ по формулам |
0,5 |
||
14. Занесение измеренных значений в паспорт изделия |
0,25 |
||
Суммарная трудоёмкость |
12,25-28,25 |
||
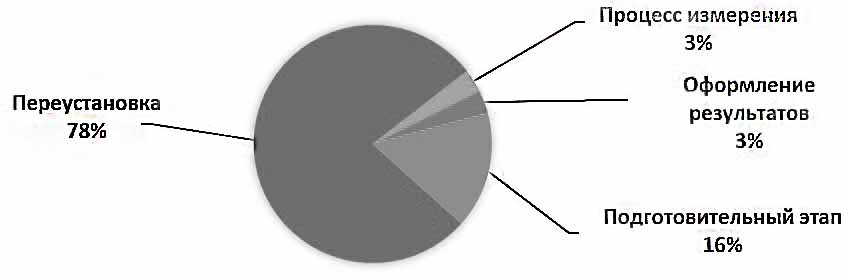
Рисунок 14 – Диаграмма распределения времени процесса измерения
Из построенной диаграммы следует, что большинство времени при осуществлении измерения существующим способом уходит на перезакрепление изделий.
3 Оптимизация процесса измерения центра масс
3.1 Разработка плана оптимизации процесса измерения
В результате проведённых исследований и экспериментов на имеющемся текущем оборудовании было выяснено, что используемый метод, как и оснастка для его осуществления нуждается в оптимизации. А именно, время, затрачиваемое на переустановку изделия, занимает слишком много времени и уменьшает производительность. При этом точность измерения напрямую зависит от погрешности применяемых весов, а ввиду того что метод основан на уравновешивании моментов, при уменьшении массы изделия ниже определённого порогового значения погрешность растёт в геометрической зависимости.
На основании анализа и оценки используемых методов были выделены [5], [11] и [20], получившие наивысший бал. Рассмотрев их достоинства и оценив возможность применения данных наработок в текущем производстве, было принято решение что доработка не целесообразна и необходимо проектировать новое устройство, позволяющее совместить в себе лучшие известные полезные модели.
За основу принимаем изобретение [11], основанное на уравновешивании изделия относительно центральной опоры, наподобие коромысла. Устройство имеет поворотный стол для установки изделия в четыре положения через 90 градусов. В улучшении нуждается система уравновешивания, основанная на подборе противовеса набором грузов, что увеличивает время измерения.
План по его доработке включает:
1. Для уравновешивания изделия применить способ, описанный в техническом решении [5], основанный на изменении уравновешивающего момента перемещениями подвижной каретки известной массы на заданное расстояние.
2. Применить указанный в описании [20] метод крепления установочной площадки на балансировочной опоре с помощью вала и роликовых подшипников.
3. Применить аналог датчика поворота вала в опоре, описанном в устройстве [20], выполняющий функции концевого выключателя в двух положениях углов 0º и 45°. Это позволит измерять высотную координату без переустановки.
4. Применение привода с датчиком перемещения для отвода каретки на расстояние, необходимое для уравновешивания изделия.
5. Применение привода для вращения стола и датчиков положения для его контроля.
6. Применение на поворотном столе базирования в координатный угол для устранения необходимости пересчёта размеров относительно виртуальной оси вращения. Проработать вариант применения квадратного стала и упирать изделие в бурт стола.
7. Увязка приводов и датчиков в логическую систему, осуществляющую процесс измерения (уравновешивание, повороты и вычисления) без участия человека.
Результатом данной работы должно быть спроектировано устройство, обеспечивающее измерение и высчитывание координат центра масс в автоматическом режиме. Повышение точности и производительности обеспечится применением разработанного метода, аналогичного описанному в [23], когда из процесса измерения исключаются весоизмерительные устройства за счёт уравновешивания изделия в двух дополнительных положениях.
По сравнению с используемым сейчас оборудованием разрабатываемое устройство не требует дорогостоящих точных весов и их метрологической поверки и как следствие не требует нивелирования площадки весов перед взвешиванием.
Благодаря тому, что реакция приложена на том же плече, что и нагрузка от уравновешивающей каретки не возникает дополнительных погрешностей, что обеспечивает сохранение точности измерений.
При необходимости нахождения массы изделия на данном устройстве возможен метод, предложенный автором устройства [23] за счет двойного измерения горизонтальной координаты в положениях 90 и 180 градусов.
Ввиду отсутствия необходимости переворотов изделия в процессе измерения устройство позволит производить контроль изделий сложной формы, имеющих лишь одну плоскую установочную поверхность, а также изделий не переворачиваемых согласно технических требований или особенностей конструкции, без дополнительной оснастки.
Устройство должно отличается простотой и надёжностью конструкции, следовательно, приемлемой точностью определения массы и трех координат центра масс изделий. Для экономически затратного применения вычислительных устройств и приводов с датчиками возможна альтернатива применения ручных перемещений, отсчёта положения каретки по линейке и умственных расчётов.
У разрабатываемого устройства нет необходимости определения массы в двух положениях с изделием и без него, так как он балансируется перед использованием самой кареткой.
При необходимости аттестации, приспособление может быть проверено эталонным грузом.
Задачи, которое должно выполнять устройство и необходимо учесть при проектировании, исходя из текущих потребностей рассматриваемого предприятия:
– обеспечивать полноту контроля действительного положения центра масс изделий (три координаты);
– обеспечивать установку изделий габаритами 1000х1000х1000 мм;
– иметь возможность уравновешивания веса до 50 кг;
– иметь возможность нивелировки;
– обеспечивает взаимную увязку координатных осей изделия с соответствующими осями оснастки с погрешностью не более ±0,2 мм;
– осуществлять контроль изделий с погрешностью, не превышающей ±30% от наименьшего предельного отклонения положения ЦМ;
– масса стенда не должно превышает 30% от массы максимально возможного установленного изделия;
– приспособление должно оперативно проходить периодическую аттестацию;
– соответствовать требованиям ГОСТ 17265-80.