7.2 Последовательность обработки поверхностей заготовки
В данном пункте мы наметим последовательность обработки поверхностей стяжки и примерно сформируем операции, которые в дальнейшем уточним.
Сначала необходимо обработать те поверхности, относительно которых большинство других должны занять положение, требуемое служебным назначением. После этого, используя обработанные поверхности в качестве технологических, а по возможности и измерительных баз, следует обработать другие поверхности, координируемые относительно них. Последовательность обработки должна, по возможности, обеспечить как можно меньшее число перестановок детали.
Учитывая все эти факторы, определяем последовательность обработки поверхностей заготовки.
Наметив последовательность обработки поверхностей детали, следует выбрать средства обработки, приспособления и режущие инструменты, определить количество переходов технологического процесса необходимых для того, чтобы перейти от заготовки к готовой детали, затем скомпоновать из переходов операции.
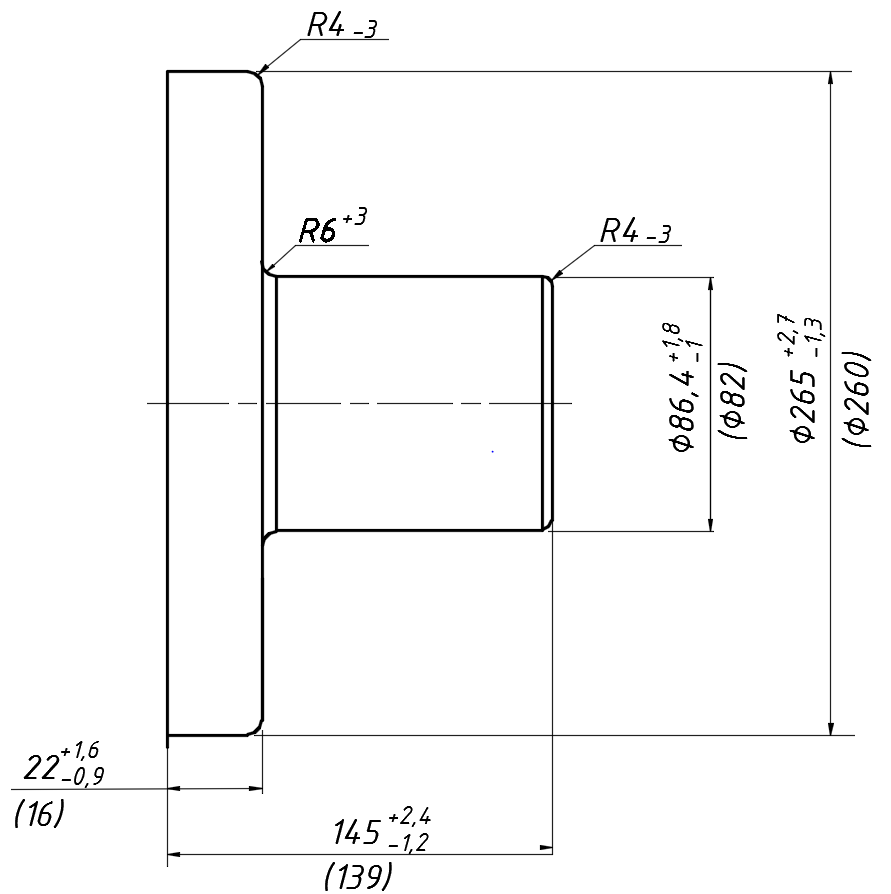
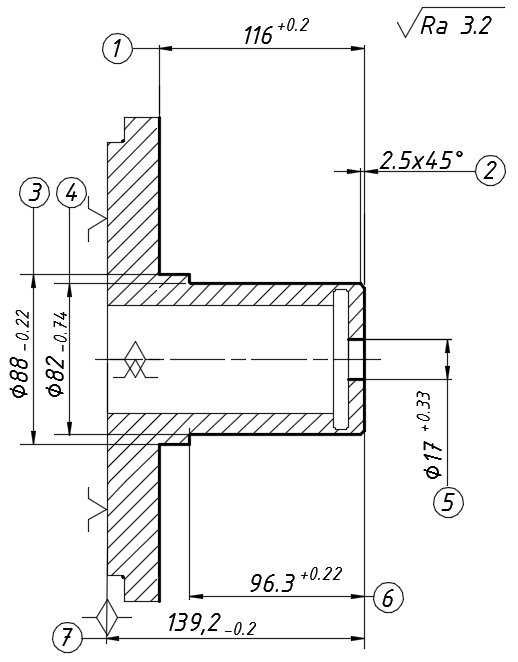
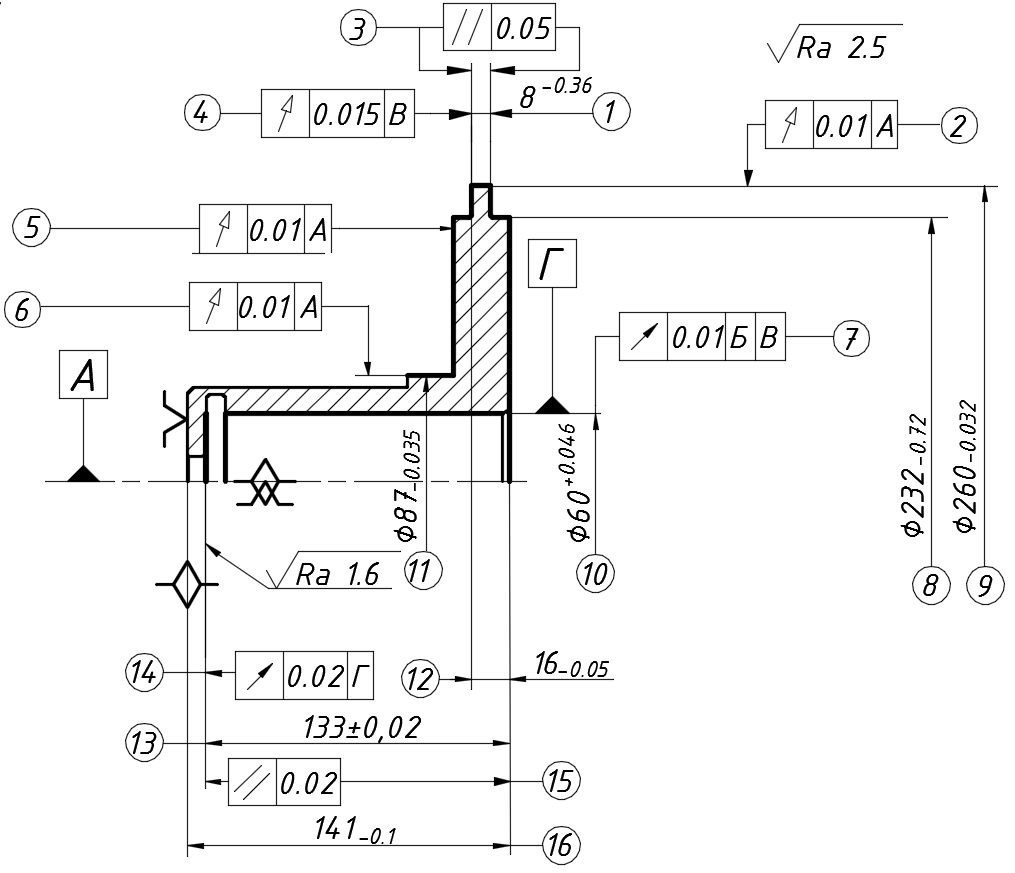
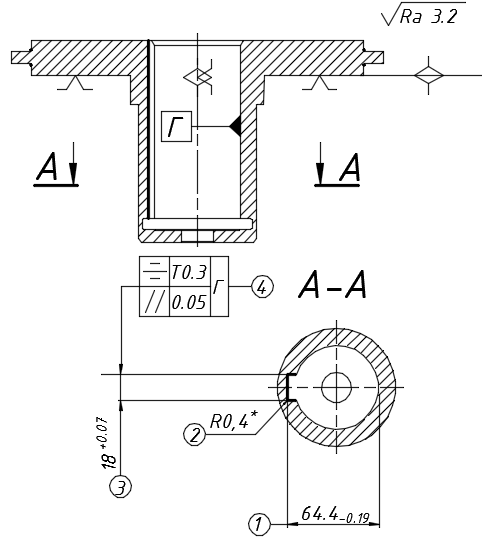
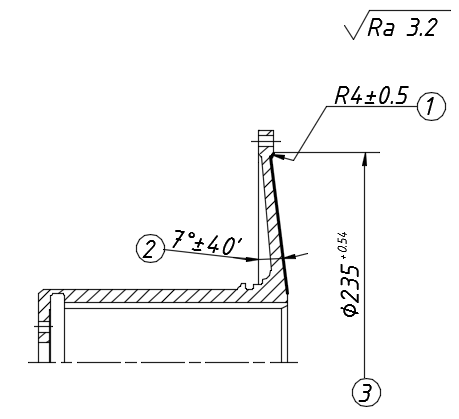
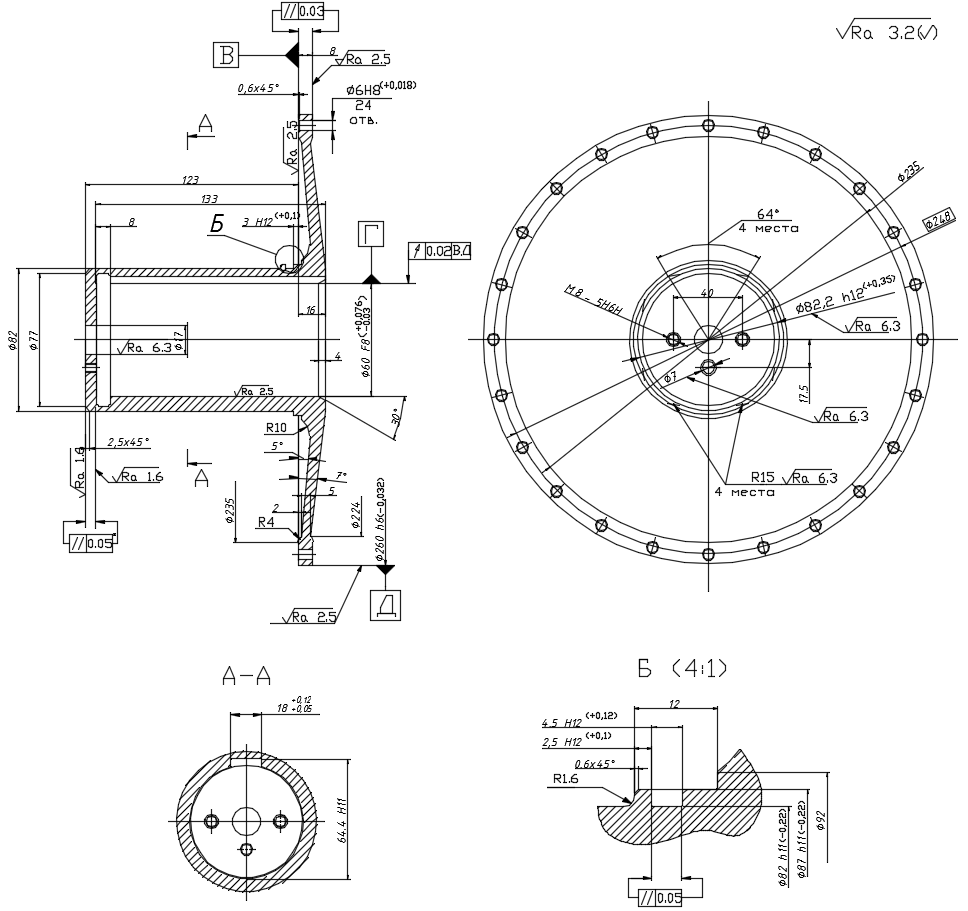
Эскиз детали с указанными обрабатываемыми поверхностями представлены на рисунке 5.1.
Таблица 7.2 – Определение последовательности обработки
|
Метод обработки |
Обрабатываемые поверхности |
|
Черновое точение |
А3, Б 3 |
|
Сверление |
В3 |
|
Чистовое точение |
А2, Б2, В2, Г2, Д2 |
|
Фрезерование |
Ж2 |
|
Сверление |
К2, Л2 |
|
Долбление |
И2 |
|
Шлифование |
А1, Б1, В1, Г1 |
|
Нарезание резьбы |
Ж1 |
7.3 Формирование схемы технологического маршрута
Для того чтобы окончательно сформировать технологический маршрут обработки следует выбрать оборудование, режущий инструмент, выбрать режимы резания, определить трудоемкость выполнения переходов и окончательно скомпоновать переходы в операции. При объединении переходов в операции стремятся к тому, чтобы в процессе обработки иметь, возможно, меньшее число установок и переустановок детали; использовать для обработки наименьшее количество единиц оборудования и сделать маршрут обработки по возможности наиболее коротким.
Оборудование для конкретной операции должно соответствовать методу обработки, необходимой точности, габаритным размерам детали, программе обрабатываемых на ней деталей, режимам резания. Необходимо учитывать и загрузку станка, и его стоимость. При выборе приспособлений необходимо помнить, что специальные приспособления можно применять только в тех случаях, когда это вызывается необходимостью получения соответствующей точности поверхности и сокращение трудоемкости на установке деталей.
При выборе режущего инструмента также необходимо стремиться к использованию нормализованного.

7.4 Построение эскизного технологического маршрута
Этот пункт является обобщением предыдущих 3-х пунктов, в нём мы конкретизируем операции, составляем переходы, выбираем конкретный инструмент к каждой операции, а также вычерчиваем эскиз заготовки по мере превращения ее в готовую деталь.
Таблица 7.1 – Технологический маршрут изготовления детали «Стакан»
|
№ оп. |
Содержание операции |
Эскиз обрабатываемой детали |
Вид, модель оборудования |
|
ЗАГ |
Штамповка |
|
ГКМ |
|
|
|
||
|
05 |
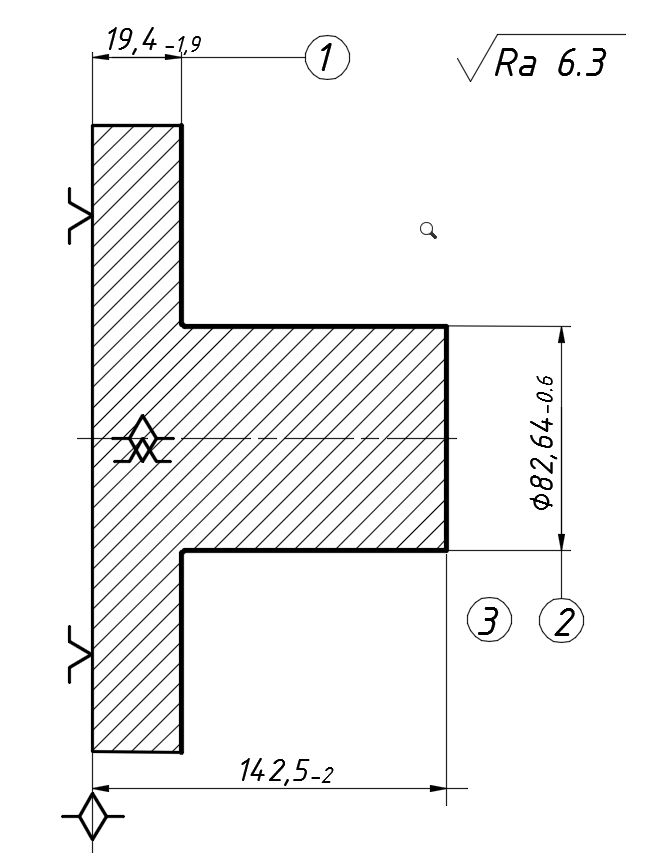
Токарная с ЧПУ - точить, выд.1,3,4 |
|
DF2/3 CNC трёхкулачковый самоц. патрон проходной резец ВК8 |
|
10 |
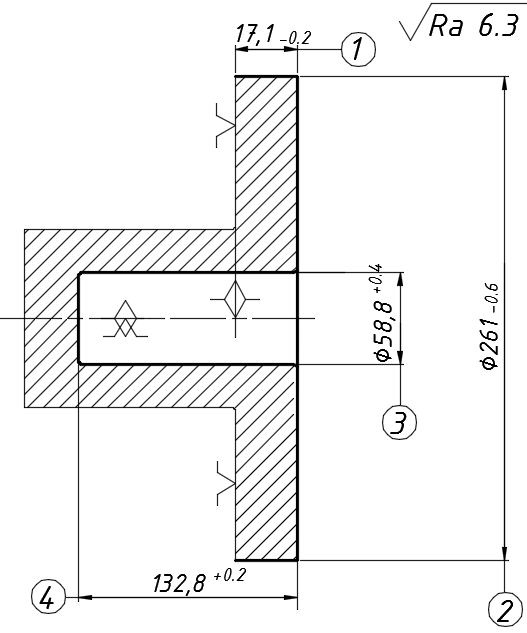
Токарная с ЧПУ - точить, выд.1,2 - центровать, выд.3 - сверлить, выд.3 - расточить, выд.3,4 |
|
DF2/3 CNC трёхкулачковый самоц. патрон проходной резец Т15К6, сверло 30 Р18, расточной резец ВК8 |
|
15 |
Закалка |
|
Печь |
|
20 |
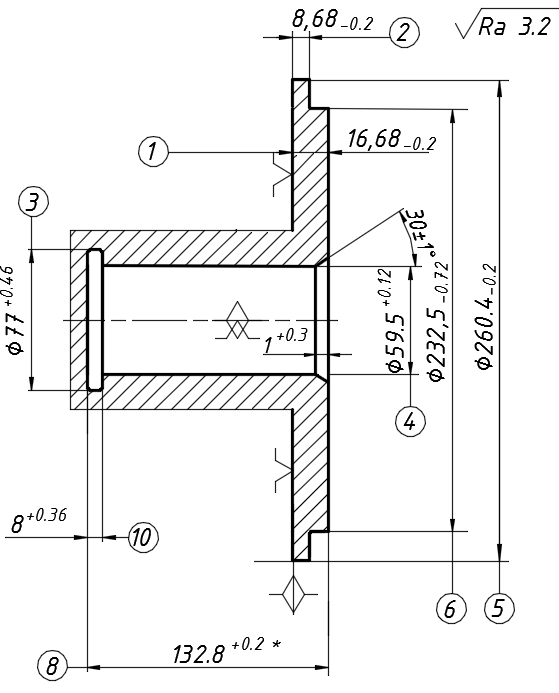
Токарная с ЧПУ - точить, выд.1,2,5,6,7 - расточить, выд.4,8 - точить канавку, выд.3,9,10 |
|
DMC DL 21MB трёхкулачковый самоц. патрон проходной резец Т15К6, расточной резец BK8, конавочный резец спец. |
|
25 |
Токарная с ЧПУ - точить, выд.1,2,3,4,6,7 - сверлить, выд.5 |
|
DMC DL 21MB трёхкулачковый самоц. патрон проходной резец Т15К6, расточной резец BK8 |
|
30 |
Шлифовальная - шлифовать, выд.16 - шлифовать, выд. 10,13,7,14 - шлифовать, выд.4,3,9,8 - шлифовать, выд.5,6,11 |
|
Si 6/1 АSА 315 трёхкулачковый самоц. патрон круг шлифовальный 1. 600х80х305 25А40 СМ1 7К5 круг шлифовальный 1. 750х100х305 25А40 ПСМ1 7К5 круг шлифовальный 6. 100х50х20 25А40 СМ2 7К5 круг шлифовальный 5. 40х40х13 25А40 СМ2 6…8К |
|
35 |
Долбёжная - долбить паз выд.1,2,3,4 |
|
7Д430 трёхкулачковый самоц. патрон (приспособ. спец.) долбёжный резец Р9К5 |
|
40 |
Токарно-фрезерная с ЧПУ - точить торец фланца, выд.1,3,6,7 - точить выд.2,4,5 - фрезеровать, выд.8,12,15 - центровать, выд.10,16,11,14,9 - сверлить, выд.10,16,11,14,9 - развернуть, выд.10,16 - фрезеровать резьбу, выд.9,11 |
|
DMC DL 21MB цанговая концевая оправка с пневмоприводном (приспособ. спец.) спец. резец Т15К6 для точения торцевой канавки конавочный резец ВК8 сверло D2 Р18 сверло D4,7 Р18 развертка D5 Р1 фреза D15 Z6 Р18 сверло D6,8 Р18 фреза резьбонарезная Р18 резец проходной Т15К6 |
|
45 |
Токарная с ЧПУ - точить, выд.1,2,3
|
|
DMC DL 21MB трёхкулачковый самоц. патрон конавочный резец для точения торцевой канавки ВК8 |
|
50 |
Контрольная |
|
Контрольный стол центра контрольные (спец.) ШЦ 0…300 ц.д. 0,05 кл.1; ШГ 0…160 ц.д. 0,05; шаблоны; ШЦ 0…125 ц.д. 0,1 кл.1; калибр-пробки; микрометр 75…100 ц.д. 0,01 кл.1; головка измерительная ц.д. 0,001; штатив; микрометр 0…25 ц.д. 0,01 кл. 1, калибр-скобы; глубиномер 0…100 ц.д. 0,01; ПКМД Н1 кл. 1; угломер 0…180 ц.д. 2. |