

9 Расчёт операционных размеров
Расчет операционных размеров сводится к задаче правильного определения величины операционного припуска и величины операционного допуска с учетом конкретных особенностей разработанной технологии.
Расчет операционных размеров делится на две составные части: расчет размеров для поверхностей с односторонним расположением припуска (длинновых операционных размеров) и расчет размеров для поверхностей с двухсторонним расположением припуска (диаметральных операционных размеров).
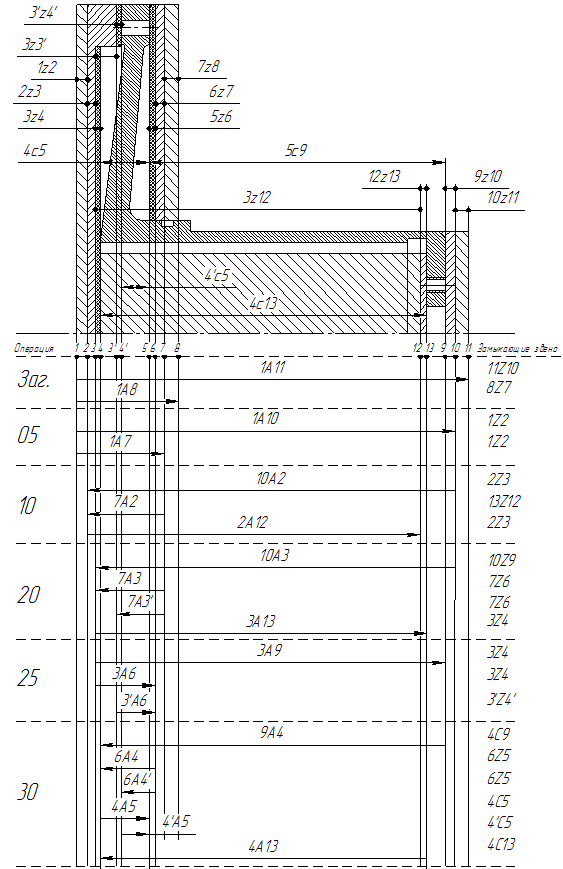
Рисунок 9.1 – Схема получения длинновых размеров
|
1 11 12 8 7 3' 4' 5 4 6 13 9 3 2 10 1A8
( 1A11
( 1A10
( 1A7
( 10A2
( 2A12
( 7A2
( 10A3
( 7A3
( 7A3’
( 3A9
( 3A6
( 3’A6
( 9A4
( 6A4
( 6A4’
( 4A5
( 4’A5
( 4C13
( 4C5
( 4’C5
( 5C9
( 11Z10
( 8Z7
( 1Z2
( 2Z3
( 3’Z4’
( 1Z2
( 10Z9
( 7Z6
( 3Z4
( 13Z12
( |





























 )
) )
) )
) )
) )
) )
) )
) )
) )
) )
) )
) )
)
 )
) )
) )
) )
) )
) )
) )
) )
) )
) )
) )
) )
) )
) )
) )
) )
) )
) )
) )
) )
)
Рисунок 9.2 – Граф размерных цепей
|
|
– |
Вершина графа. Характеризует поверхность детали. |
|
|
– |
Ребро графа замыкающее звено размерной цепи. Соответствует операционному припуску. |
|
|
– |
Ребро графа. Составляющее звено размерной цепи. Соответствует операционному размеру или размеру заготовки. |
|
|
– |
Ребро графа Замыкающее звено размерной цепи. Соответствует чертежному размеру. |



9.1 Расчёт длинновых размеров
Для расчета длинновых операционных размеров используется метод графов. Для этого строится схема обработки детали, на основании которой строится граф размерных цепей.
Согласно графу размерных цепей, составляем уравнения размерных цепей и сводятся в ведомость расчета (таблица 9.1).
Найдем минимальные припуски на механическую обработку для каждой операции технологического процесса по формуле:

где Rz – высота микронеровностей, полученная на данной поверхности после ее обработки на предшествующем переходе;
T – глубина дефектного поверхностного слоя, полученная на предшествующем переходе;
ρ – пространственные отклонения в расположении базовых поверхностей и поверхностей, подлежащих обработке на данной операции;
Ԑ – погрешность установки заготовки на выполняемом переходе.
Припуск на черновое точение:

Припуск на чистовое точение:

Припуск на шлифование:

Результаты расчета длинновых операционных размеров сводятся в ведомость расчета (таблица 9.1), состоящую из двух частей:
1. исходные размеры - это заданные чертежные размеры и принятые операционные размеры;
2. производные размеры - это операционные размеры.
Таблица 9.1 — Ведомость расчета длинновых операционных размеров
|
Обозначение размеров |
Заданный исходный размер |
Полученный исходный размер с учетом корректировки |
Обозначение размеров |
Величина принятого допуска |
Уравнение размерной цепи |
Расчетный операционный размер |
Величина корректировки |
Принятый операционный размер |
||||||||
|
max |
min |
max |
min |
|
|
|||||||||||
|
4С13 |
133+0,26 |
133,26 |
133 |
4А13 |
0,26 |
4С13 = 4А13 |
133,26 |
133 |
– |
133+0,26 |
||||||
|
4’C5 |
8-0,01 |
8 |
7,99 |
4’A5 |
0,01 |
4’C5 = 4’A5 |
8 |
7,99 |
– |
8-0,01 |
||||||
|
4C5 |
16-0,012 |
16 |
15,988 |
4A5 |
0,012 |
4C5 = 4A5 |
16 |
15,988 |
– |
16-0,012 |
||||||
|
6Z5 |
0,025+0,025 |
0,035 |
0,025 |
6A4’ |
0,025 |
6Z5=6A4’ – 4’A5 |
8,04 |
8,025 |
0,001 |
8,04-0,014 |
||||||
|
6Z5 |
0,025+0,025 |
0,037 |
0,025 |
6A4 |
0,025 |
6Z5 = 6A4 – 4A5 |
16,038 |
16,025 |
0,001 |
16,038-0,012 |
||||||
|
4C9 |
139-0,027 |
139 |
138,973 |
9A4 |
0,027 |
4C5 + 5C9 = 9A4 |
139 |
138,973 |
– |
139-0,027 |
||||||
|
3’Z4’ |
0,025+0,21 |
0,035 |
0,025 |
3’A6 |
0,21 |
3’Z4’= 3’A6 – 6A4’ |
8,26 |
8,065 |
0,005 |
8,26-0,2 |
||||||
|
3Z4 |
0,025+0,21 |
0,037 |
0,025 |
3A6 |
0,21 |
3Z4 = 3A6 – 6A4 |
16,26 |
16,063 |
0,003 |
16,26-0,2 |
||||||
|
3Z4 |
0,025+0,21 |
0,052 |
0,025 |
3A9 |
0,21 |
3Z4 = 3A9 – 9A4 |
139,208 |
139,025 |
0,017 |
139, 2-0,2 |
||||||
|
7Z6 |
0,21+0,21 |
0,31 |
0,21 |
7A3’ |
0,21 |
7Z6 = 7A3’ – 3’A6 |
8,48 |
8,47 |
0,21 |
8,68-0,2 |
||||||
|
7Z6 |
0,21+0,21 |
0,33 |
0,21 |
7A3 |
0,21 |
7Z6 = 7A3 – 3A6 |
16,48 |
16,47 |
0,21 |
16,68-0,2 |
||||||
|
10Z9 |
0,21+0,32 |
0,47 |
0,21 |
10A3 |
0,32 |
10Z9 = 10A3 – 3A9 |
139,42 |
139,41 |
0,21 |
139,6-0,2 |
||||||
|
2Z3 |
0,21+0,32 |
0,33 |
0,21 |
7A2 |
0,32 |
2Z3 = 7A2 – 7A3 |
17,01 |
16,89 |
0,11 |
17,1-0,2 |
||||||
|
13Z12 |
0,21+0,32 |
0,47 |
0,21 |
2A12 |
0,36 |
13Z12 = 2Z3 + 3Z4–2A12+ 4А13 |
133,025 |
132,975 |
0,05 |
132,8+0,2 |
||||||
|
2Z3 |
0,32+0,32 |
0,47 |
0,21 |
10A2 |
0,32 |
2Z3 = 10A2 – 10A3 |
139,93 |
139,81 |
0,08 |
140-0,2 |
||||||
|
1Z2 |
0,32+1,1 |
0,75 |
0,32 |
1A7 |
1,1 |
1Z2 = 1A7 – 7A2 |
18,32 |
17,42 |
1,08 |
19,4-1,9 |
||||||
|
1Z2 |
0,32+1,1 |
1,32 |
0,32 |
1А10 |
1,1 |
1Z2 = 1А10 – 10A2 |
141,22 |
140,52 |
1,3 |
142,5-1,7 |
||||||
|
8Z7 |
1,1+2,5 |
3,6 |
1,1 |
1A8 |
|
8Z7 = 1A8 – 1A7 |
21,1 |
20,5 |
1,5 |
|
||||||
|
11Z10 |
1,1+3,6 |
4,7 |
1,1 |
1A11 |
|
11Z10 = 1A11 – 1A10 |
145,2 |
143,3 |
2,7 |
|
||||||



