

В. С. Середюк
ОСНОВИ ОБРОБКИ МАТЕРІАЛІВ
ТА ІНСТРУМЕНТ
ЗБІРНИК ЗАВДАНЬ ТА
МЕТОДИЧНІ РЕКОМЕНДАЦІЇ
ДО ВИКОНАННЯ САМОСТІЙНИХ
І ПРАКТИЧНИХ РОБІТ
Рекомендовано Міністерством освіти
і науки України як навчальний
посібник для студентів вищих
навчальних закладів, які навчаються
за спеціальностю «Технічне
обслуговування і ремонт устаткування
підприємств машинобудування»
2005
Гриф надано Міністерством освіти і науки України, лист 14/18.2–2718 від 02.12.2005 р.
Рецензенти:
В. Б. Струтинський, доктор технічних наук, профессор, Національний технічний університет України «Київський політехнічний інститут».
В. Д. Рудь, доктор технічних наук, профессор, Луцький державний технічний університет.
Середюк В. С. Основи обробки матеріалів різанням та інструмент. Навчальний посібник для студентів спеціальності «Технічне обслуговування і ремонт устаткування підприємств машинобудування», 186 с.
Збірник завдань розроблений відповідно до програми з предмету “Основи обробки матеріалів різанням та металорізальний інструмент” і призначений для викристання студентами спеціальності “Технічне обслуговування і ремонт устаткування підприємств машинобудування” та інших машинобудівних спеціальностей під час виконання самостійних та практичних робіт.
Задачі підібрані таким чином, що навантаження на студента зростає пос-тупово від простішого – вибір різального інструменту, до складнішого – визна-чення режимів різання. Більш складніші завдання викладач може розділити на декілька простих. Значна кількість варіантів забезпечує індивідуальну самос-тійну роботу кожного студента. Кількість варіантів можна збільшити, викорис-товуючи робочі креслення деталей.
В методичних рекомендаціях є посилання на найбільш поширені довід-ники для визначення режимів різання матеріалів. Також в додатку приведені довідкові матеріали для вибору режимів різання табличним способом при обробці найбільш поширених конструкційних матеріалів Студенти можуть користуватись іншою технічною літературою, яка є в бібліотеці навчального закладу.
Методичні рекомендації щодо вибору режимів різання можуть викорис-товуватись студентами також під час роботи над курсовими проектами з пред-метів “Технологія машинобудування”, “Технічне обслуговування і ремонт ус-таткування” та над дипломними проектами, де необхідно розробляти і норму-вати технологічний процес виготовлення або ремонту деталей.
1. Визначення режимів різання та вимоги до оформлення лабораторних, практичних і домашніх робіт.
Оптимальним режимом різання називається режим, який забезпечує най-більшу продуктивність праці та найменшу собівартість обробки при умові за-безпечення необхідної якості обробленої поверхні.
Призначення режиму різання заключається у визначенні характеристики різального інструменту та елементів різання (глибини, подачі, швидкості різан-ня). Для призначення режиму різання необхідно знати матеріал заготовки, при-пуск на обробку, розміри деталі та технічні умови. Режими різання виз-начаються аналітичним та табличним способами. Аналітичний спосіб є більш точним. Елементи режиму різання визначаються за емпіричними формулами і при цьому більш точно враховуються конкретні умови обробки. Рекомен-дуються довідники [3,10]. Табличний спосіб більш простий в розрахунках, використовуються таблиці, складені на підставі досвіду роботи провідних підприємств машинобудування. Для розрахунків режиму різання табличним методом рекомендуються довідкові дані цього посібника та довідники [3,6,7,8,9] .
Кожна практична або лабораторна робота повинна виконуватись на аркушах паперу формату А4. Перша сторінка звіту повинна мати основний напис за формою 2 (ГОСТ 2.104-68), а всі інші сторінки мають основний напис за формою 2а (рис.1,2).
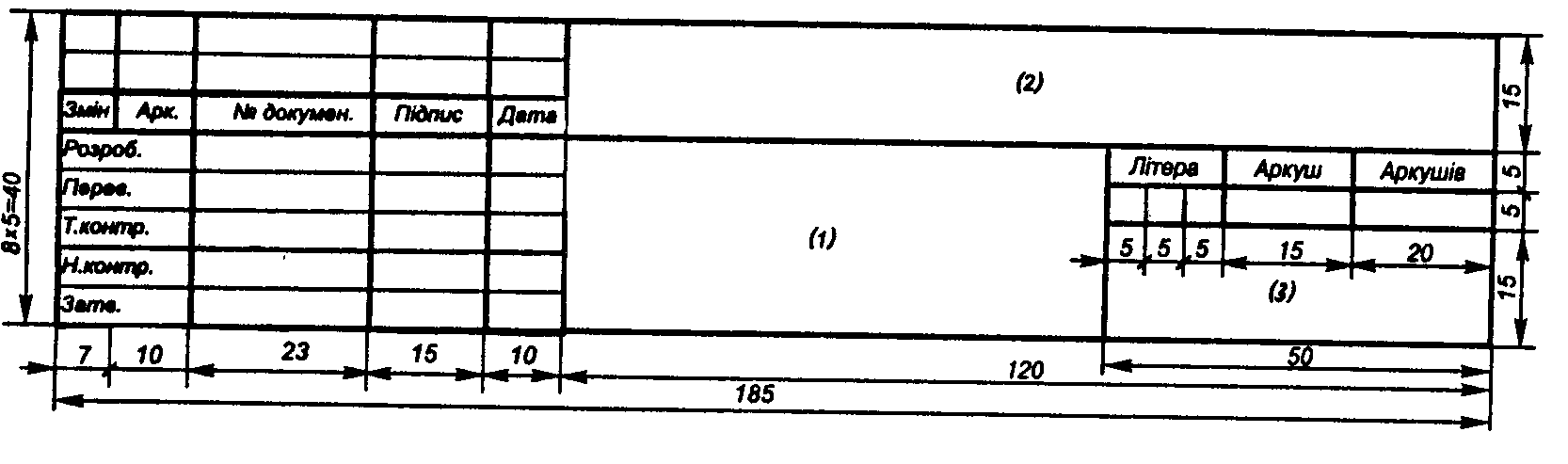
Рис. 1, форма 2

Рис. 2, форма 2а
Зміст основного напису:
– тема практичної чи лабораторної роботи;
– шифр роботи. Шифр складається зі скороченої назви навчального зак-ладу, номера практичної чи лабораторної роботи, номера навчальної гру-пи та порядкового номера студента в списку групи. В кінці шифру дода-ються літери ПР – для практичної роботи, ЛР – для лабораторної роботи, ДР – для домашньої роботи;
Наприклад: НВПЕТ.006.272.015 ПР – (Новоград-Волинський промис-лово-економічний технікум, робота №6, група №272, порядковий номер за списком групи 15, практична робота).
– скорочена назва технікуму та номер групи.
Наприклад: НВПЕТ 272.
Всі аркуші звіту з лабораторної чи практичної роботи підшиваються або склеюються.
В кінці курсу всі роботи зводяться в одну брошуру, яка повинна мати титульну сторінку наступного змісту:
Новоград-Волинський промислово-економічний технікум Основи обробки матеріалів та інструмент
Лабораторні, практичні та домашні роботи.
Виконав: студент _____ групи __________________________ (прізвище, ім’я, по батькові) __________________________ (підпис) Прийняв: викладач _________ __________________________ (прізвище, ім’я, по батькові) __________________________ (підпис)
________ рік
|