

1. Общее устройство шатунов
Основными элементами шатуна (рис. 1) являются верхняя (поршневая) головка 6, стержень 5, нижняя (кривошипная) головка 4. Верхняя головка шатунов дизелей выполняется заодно со стержнем неразъемной. Нижняя головка 4 делается разъемной (или отъемной) с крышкой, крепящейся болтами 3.
Шатуны изготавливают из стали штамповкой или свободной ковкой. При выполнении шатуна свободной ковкой стержень 5 его делают круглого сечения. У штампованных шатунов стержень 7 обычно двутаврового сечения. Стержень шатуна используется для подвода масла из кривошипного подшипника в поршневой. Для этого по оси стержня 5 сверлят каналы “а” и ”б”. В двутавровых шатунах для данной цели используют трубку 8, прикрепляемую к стержню скобами 9, или утолщение 10 стержня, в котором сверлят канал “в”. Верхняя головка Втулка 1 (рис. 2, а), запрессованная в верхнюю головку шатуна, образует головной подшипник для пальца, соединяющего шатун с поршнем. Его изготавливают из оловянисто-фосфористой бронзы или стали с заплавкой изнутри свинцовистой бронзой. Втулка становится болтом. На ее поверхности протачивается кольцевая или полукольцевая канавка “б” и сверлятся отверстия “в” для подвода масла из осевого канала “а” стерня шатуна в холодильники 2 подшипника верхней головки шатуна. Двигатель с охлаждаемыми поршнями имеет в головках шатунов отверстия “в” (рис. 2, б) для выхода масла. При этом канавка “б” делается кольцевой и соединяет отверстие с осевым каналом “а”. |
Рис. 1. Шатун |
Предусмотрен ряд отверстий “г” в головке и во втулке для подвода масла к поршневому пальцу.
Подшипник верхней головки шатуна у высокооборотных двигателей может смазываться разбрызгиванием, то есть частичками масла, находящимися в картерном пространстве. В данном случае (рис. 2, в) головка шатуна и втулка 1 имеет ряд отверстий “а” в верхней части, через которые частицы масла оседают на пальце поршня, |
Рис. 2. Верхние головки шатунов |

смазывая его. В одно из отверстий вставлена латунная трубка 2, стопорящая втулку 1.
Нижняя головка
У среднеоборотных двигателей первых
выпусков отъемная кривошипная головка.
Стержень шатуна (рис.
3, а)
заканчивается пяткой 10,
к которой болтами 5
крепятся верхняя 7
и нижняя 2
половинки
головки. Для центровки со стержнем
шатуна верхняя половинка кривошипной
головки снабжена выступом 13.
Отъемная головка шатуна позволяет
регулировать высоту камеры и степень
сжатия путем изменения толщины прокладки
8
род пяткой 10
шатуна. На двигателях постройки последних
лет прокладки 8
не ставят, так как они уменьшают общую
жесткость головки.
среднеоборотных двигателей первых
выпусков отъемная кривошипная головка.
Стержень шатуна (рис.
3, а)
заканчивается пяткой 10,
к которой болтами 5
крепятся верхняя 7
и нижняя 2
половинки
головки. Для центровки со стержнем
шатуна верхняя половинка кривошипной
головки снабжена выступом 13.
Отъемная головка шатуна позволяет
регулировать высоту камеры и степень
сжатия путем изменения толщины прокладки
8
род пяткой 10
шатуна. На двигателях постройки последних
лет прокладки 8
не ставят, так как они уменьшают общую
жесткость головки.

Ремонт шатуна с отъемной головкой проще, чем у шатуна с неотъемной головкой, хотя общая масса его больше. Для шатунной шейки кривошипа коленчатого вала в нижней головке имеется подшипник, называемый кривошипным. Внутренняя поверхность половинок 2 и 7 в отъемной головке заплавляется антифрикционным сплавом без вклады Рис. 3. Нижние головки шатуна шей. Для заливки шатунных подшипников используются такие же сплавы, как и для заливки рамовых. В разъеме подшипника устанавливают наборы прокладок 4 для регулирования масляного зазора. Масло для смазки кривошипного подшипника поступает из осевого канала коленчатого вала на поверхность шейки через одно или 2 отверстия. При одном отверстии в подшипнике прорезается кольцевая канавка “б”. Из нее масло направляется в холодильники 15, затем через отверстие “а”, трубку 14 – к подшипнику верхней головки шатуна.
Кривошипный подшипник при неотъемной нижней головке образуется стальными вкладышами 4 и 5 (рис. 3, б), заплавляемыми антифрикционным сплавом. От проворачивания вкладыши фиксируются штифтами 2 и 1, иногда у вкладышей делают выточки под шатунные болты 3 (рис. 1), при этом последние являются фиксаторами вкладышей.
У небольших двигателей кривошипная головка часто выполняется с косым разъемом (рис. 3, в) крышка крепится к головке 4 шпильками 1, застопоренными в головке штифтами 3. Косой разъем делится для удобства обслуживания, а иногда в технологических целях.
Шатуны V-образных двигателей (рис. 3, г) имеют общую для двух цилиндров кривошипную головку. К главному шатуну 1 пальцем 2 крепится прицепной 3, нижняя головка которого снабжена бронзовой втулкой 4, и смазывается маслом, поступающим от шейки вала по каналам “а” и ”б”. Крышка 6 кривошипного подшипника крепится двумя коническими штифтами 5, вставляемыми в ушки крышки 6 и головки главного шатуна 1.
2. Шатунные болты Болты шатуна являются ответственной деталью двигателя. При их обрыве разрушается картер двигателя, выходит из строя нижняя часть рабочей втулки, могут быть разбиты поршень и крышка цилиндра. Болты нагружены переменными силами инерции (только и четырехтактных двигателях) и усилием затяжки и подвержены усталостным напряжениям. Болты изготовляют из низколегированной стали (марки ЗОХНЗА и др.). У шатуна чаще всего два болта; четыре болта меньшего диаметра ставят в тех случаях, когда необходимо уменьшить размеры нижней головки и подошвы стержня шатуна, чтобы иметь возможность вынимать при разборке двигателя поршень с шатуном через цилиндр.
О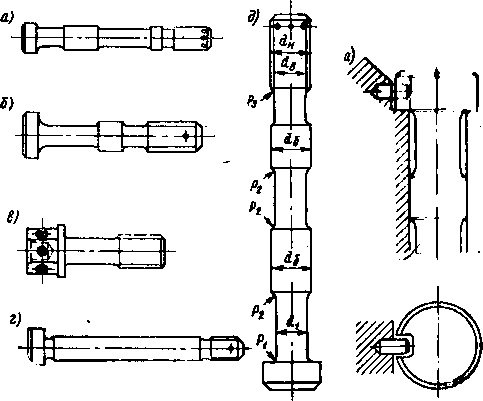
 бычно
кривошипная головка крепится двумя
болтами, по одному с каждой стороны
(рис.
3, а),
а иногда и четырьмя (рис.
3, б).
При косом разъеме головки (рис.
3, в)
число крепежных шпилек достигает шести.
Шатунные болты используют не только
для крепления, но и для центровки. Для
этого у шатуна (рис.
3, а)
болт 5
имеет центрирующие пояски 3,
9.
Точность соединения нижней 2
и верхней 7
половинок подшипника обеспечивает
поясок
3.
бычно
кривошипная головка крепится двумя
болтами, по одному с каждой стороны
(рис.
3, а),
а иногда и четырьмя (рис.
3, б).
При косом разъеме головки (рис.
3, в)
число крепежных шпилек достигает шести.
Шатунные болты используют не только
для крепления, но и для центровки. Для
этого у шатуна (рис.
3, а)
болт 5
имеет центрирующие пояски 3,
9.
Точность соединения нижней 2
и верхней 7
половинок подшипника обеспечивает
поясок
3.
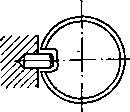
Рис. 3.20. Способы фиксации шатунных болтов: а — штифтом; б — фиксирующим выступоим
Рис. 3.19. Конструкция шатунных болтов
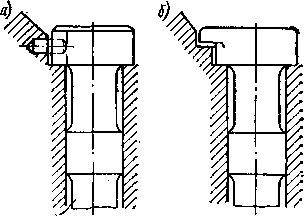
Поясок 9 центрирует пятку 10 стержня шатуна с верхней половинкой 7. Иногда для центровки используют штифты 2 (рис. 3, б) и выступы 2 (рис. 3, в), у головки или центрующие бурты 2 (рис. 1), у крышки. Штифтами 1 (рис. 3, а) шатунные болты фиксируются от проворачивания, а винтом 6 – от выпадания. Гайки 11 шатунных болтов выполняют корончатыми, стопорящимися стандартными шплинтами 12.