

Виды неуравновешенности. Статическая и динамическая балансировка. Оценка их качества.
Общие сведения. Статическая и динамическая балансировка вращающихся частей машин - весьма важная составная часть технологического процесса сборки горно-шахтного оборудования. Поэтому балансировку, т. е. устранение свободных, не уравновешивающих друг друга сил инерции в деталях машин и узлах, в той или иной степени выполняют все машиностроительные и рудоремонтные предприятия. О величине и вредном влиянии неуравновешенных сил можно судить, по тому, что центробежная сила, вызываемая массой, помещенной на расстоянии 0,5 м от оси вращения, при частоте вращения детали п =3000 об/мин превышает в 5000 раз, а при п=8000 об/мин в 35 000 раз эту массу. Если в такой детали при ремонте поставить всего лишь одну дополнительную гайку массой 20 г на расстоянии 0,5 л от оси, то при 3000 об/мин это вызовет в детали неуравновешенную центробежную силу, равную 1000 Н, а при 8000 об/мин - силу, равную 7000Н.
Главные причины, вызывающие неуравновешенность деталей и узлов: I) неточность изготовления деталей (например, изготовленная деталь вместо
правильной формы круга имеет овальную форму); 2) неравномерность распределения материала детали относительно оси вращения, которая может возникнуть при ремонте одной стороны детали или вследствие неравномерности распределения металла при литье; 3) неправильная термическая обработка детали, вызывающая образование различных структур в пределах одной детали; 4) неравномерное изнашивание детали в процессе эксплуатации; 5) изогнутость вала или его цапф; 6) неравномерность распределения масс металла, получаемая в результате неточной сборки узла или всей машины; 7) смещение деталей, недостаточно закрепленных при сборке, в процессе эксплуатации машины или при ее испытании.
Виды неуравновешенности
Различают три вида неуравновешенности вращающихся деталей и узлов машин.
Статическая неуравновешенность. Если неуравновешенные массы тела приводятся к одной массе и одной центробежной силе, вызываемой данной массой при вращении тела, то получается статическая неуравновешенность
|
Неуравновешенность вращающегося тела: а - статическая; б-динамическая; в- общий случай неуравновешенности |
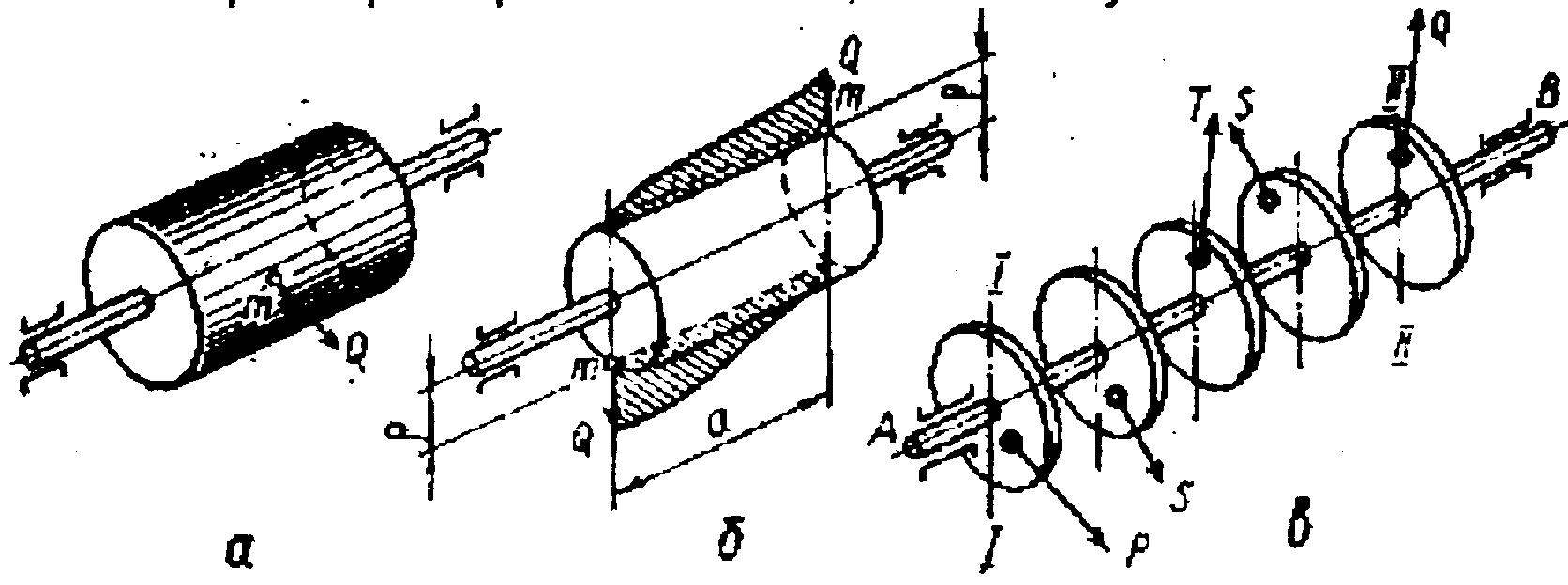
Такая неуравновешенность может получиться в деталях, имеющих сравнительно большой диаметр и незначительную длину, например в маховиках, шкивах и т. п. Ее дисбаланс можно обнаружить взвешиванием на специальных весах, на призмах или роликах, не приводя тело во вращение, а поэтому она называется статической неуравновешенностью масс.
Динамическая неуравновешенность. Если в теле образуются две равные и прямо противоположные приведенные центробежные силы, лежащие в одной плоскости, то получается динамический неуравновешенность масс). Каждая из этих сил определяется уравнением, а момент создаваемой ими пары
Чем больше скорость вращения тела, тем больше вызываемый данной парой момент; при п = 0 момент М = 0, т.е. тело уравновешено в статическом положении. Динамическая неуравновешенность может встречаться только в сравнительно длинных телах, например в коленчатых валах, роторах электрических машин, турбомашин и многоступенчатых центробежных насосов, в валах редукторов с несколькими зубчатыми колесами и т п. Неуравновешенность может получаться в результате приводившихся ранее причин даже при предварительном устранении статической неуравновешенности.
Этот общий случай неуравновешенности на практике имеет место преимущественно в длинных телах. Для обнаружения пары сил нужно заставить тело вращаться. При этом в опорах тела, помимо реакций от сил, приложенных к детали, будут возникать дополнительные реакции от наличия неуравновешенных сил Р. Неуравновешенность повышает нагрузку на подшипники, вызывает нагревание вкладышей и ускоренное их изнашивание вследствие истирания. Кроме того, силы, возникающие от динамической неуравновешенности, стремятся изгибать вращающуюся деталь, а также вызывают колебания всей машины. Для устранения вредного влияния сил и моментов неуравновешенности необходимо уметь определять их величину и направление.
Совокупность мероприятий, уничтожающих или уменьшающих дисбаланс деталей и узлов до допустимого предела, называется балансировкой.
Статическая балансировка
Узкие диски, зубчатые колеса, шкивы, рабочие колеса центробежных насосов и другие подобные детали можно подвергать статической балансировке. Сущность ее заключается в опытном определении наиболее легкой и тяжелой частей детали или узла, которые при этом во вращение не приводятся. Облегчая тяжелую часть или утяжеляя легкую, можно добиться требуемой степени балансировки.
Балансировка на призмах. При наличии явно выраженной неуравновешенности диск помещают на балансировочных параллелях так, чтобы неуравновешенная масса 0 находилась в горизонтальной плоскости, проходящей через ось диска. На противоположном радиусе диска прикрепляют такой груз Q, при котором масса Q может повернуть диск на небольшой (около 10°) угол а в направлении, указанном стрелкой. Затем диск поворачивают в том же направлении на 180° так, чтобы центры приложения, груза Q и массы G находились снова в одной горизонтальной плоскости. Если отпустить диск в этом положении, то он повернется в обратном направлении на угол а. Возле груза ф прикрепляют такой добавочный грузик д, который мог бы воспрепятствовать повороту диска обратно и заставить диск сделать поворот на такой же малый угол а в направлении, указанном стрелкой (рис. 11.72, б). В качестве временных грузов удобно применять небольшие, разные ро массе магнитики, специальные пружинные скрепки или обыкновенную замазку. По окончании балансировки временные грузы взвешивают и заменяют постоянными.
При скрытой статической неуравновешенности (недостаточной для преодоления момента трения качения между опорными частями оправки и параллелями) применяют следующий метод балансировки. Окружность диска разбивают на 8-12 частей и отмечают точки деления на диске цифр. Затем перекатывают диск в направлении, указанном стрелкой, и поочередно приводят каждую из отмеченных точек в горизонтальную плоскость, проходящую через ось вращения диска. В этом положении для каждой отмеченной точки подбирают такой груз, под действием которого диск делал бы небольшой поворот на один и тот же угол (примерно 10°) в направлении перекатывания диска.
Точность балансировки на призмах тем выше, чем меньше сила трения, возникающая между направляющими и шипами валов. Поэтому соприкасающиеся поверхности шипов и призм должны быть точно изготовлены и содержаться в исправном состоянии, т. е. не иметь забоин, ржавчины и т. п. Важно, чтобы нагрузка Q на призму, создаваемая приходящимся на нее весом детали, не превышала допустимого напряжения смятия.
Балансировка на дисках или роликах. Основной недостаток способа балансировки на призмах - катание выверяемой детали по направляющим и невозможность балансировки при разных диаметрах шипов. Поэтому в некоторых случаях более удобно проводить балансировку на дисках или роликах.
Балансировка на весах. Статическую балансировку деталей можно проводить и на специальных весах. Если центр тяжести проверяемой детали смещен относительно оси вращения, то при взвешивании в различных положениях весы будут давать разные показания. Балансировочные весы являются более совершенным устройством для статической балансировки, чем распространенные призмы и ролики, так как позволяют определять неуравновешенность качественно, т. е. показывают массу смещения материала и ее положение. Кроме того, балансировочные весы обеспечивают более высокую производительность и точность балансировки.
Контроль качества статической балансировки. На основании практических данных допустимым статическим дисбалансом диска считают такой дисбаланс G0r, который при нормальной скорости вращения диска дает неуравновешенную центробежную силу, не превышающую 4 - 5 % массы G диска.
Динамическая балансировка
Способы статической балансировки не дают удовлетворительных -результатов при балансировке длинных тел вращения, поэтому такие тела необходимо подвергать динамической балансировке. Она отличается от статической тем, что добавляемые или снимаемые массы зависят не только от их радиального положения, но и от места расположения этих масс по длине тела.
Сущность динамической балансировки заключается в определении значения и направления двух уравновешивающих сил, определяемых уравнением. Эти силы лежат в произвольно выбираемых плоскостях приведения вращающегося тела. Если .неуравновешенное тело (ротор) установить на гибких опорах, то при его вращении опоры начнут колебаться, причем колебание будет пропорциональным значению неуравновешенных центробежных сил, действующих на опоры. На этом принципе основаны способы динамической балансировки деталей и узлов машин. Амплитуды колебаний опор уравновешиваемого тела (ротора) измеряют при резонансной частоте вращения, когда частота вращения ротора совпадает с частотой свободных колебаний системы ротор - подшипники- фундаментная плита. При резонансной частоте вращения амплитуды колебаний резко увеличиваются и поэтому их легче точно измерить.
Динамическую балансировку каждого конца ротора обычно выполняют отдельно.
Способы динамической балансировки
Существует много способов динамической балансировки роторов, но все они, в основном, сводятся к двум, дающим хорошие результаты! способу максимальных отметок и способу обхода пробным грузом. Способ максимальных отметок дает вполне удовлетворительные результаты динамической балансировки, не требует большой тонности нанесения отметок на валу ротора и измерений амплитуд вибрации подшипников при одной и той же частоте вращения.
Способ обхода грузом более надежен, но требует значительно большего времени для динамической балансировки. В этом случае также каждую сторону ротора балансируют отдельно.
Положение, при котором амплитуда будет наибольшей, показывает направление силы инерции, а диаметрально противоположный радиус укажет место закрепления уравновешивающего груза. Массу необходимого уравновешивающего груза определяют опробованием.
Станки для динамической балансировки Чтобы определить значения и направления неуравновешенных центробежных сил в узлах и деталях машин, применяют различного вида балансировочные станки, в которых используются колебания гибких опор. В некоторых балансировочных станках неуравновешенная вращающаяся деталь создает две центробежные силы, образующие силовой крест, в других некоторую центробежную силу и пару сил. Большинство балансировочных станков имеют одну степень свободы, т. е. установленное на опоры изделие может колебаться относительно какой-либо одной оси. Головка станка Акимова „(одна из двух опор), применяемого для балансировки тяжелых роторов
Балансировочный станок с качающимися на плоской опоре подшипниками имеет более простую конструкцию
Станок с балансировочными шарами. Если неуравновешенный ротор заставить вращаться в подшипниках на упругом основании со скоростью, превышающей в 2 раза и более частоту свободных колебаний системы, то его ось О-О опишет двойной конус с образующей
Преимущество рассмотренного способа балансировки заключается в его автоматичности: дисбаланс ротора в заданной плоскости приведения определяется за один пуск станка. Недостаток - неточность центрирования головки относительно оси вращения вала.
Балансировочный станок, основанный на электромагнитном способе.
При помощи рассмотренной машины можно за один пуск определять дисбаланс ротора в той. или иной плоскости приведения. Положение дисбаланса определяется положением контактных колец, а значение - указателем реостата.
Для балансировки другого конца ротор нужно переставить.
Балансировка роторов при помощи виброскопа. На некоторых заводах горного машиностроения и рудоремонтных для динамического уравновешивания деталей и узлов машин (роторов осевых вентиляторов главного и местного проветривания, роторов электродвигателей и др.) применяют виброскоп инженера Н. В. Колесника).
Балансировка вращающихся тел в подшипниках
Балансировка вращающихся роторов в своих подшипниках при полной нагрузке и скорости значительно затруднительна из-за нескольких, неблагоприятных условий, а именно: I) значительного взаимного влияния одного подшипника на вибрацию другого; 2) невозможности регулировать жесткость крепления подшипников; 3) наличия причин, влияющих на характер и вибрацию подшипников, помимо неуравновешенности ротора. Поэтому балансировка роторов работающих машин обычно ограничивается применением двух ее видов: I) без балансировочного аппарата; 2) при помощи специального электрического или механического аппарата.
Балансировку без применения специальных аппаратов можно осуществлять способом обхода грузом, но более удобен метод трех испытательных разгонов с пробным Грузом, последовательно укрепляемом в трех точках, расположенных по окружности ротора через: 90 или 120°.
Более просто и удобно осуществлять балансировку роторов в своих подшипниках при помощи специальных балансировочных аппаратов, которые применяют двух видов: о электрической или о механической схемой.
Контроль качества динамической балансировки
Отношение неуравновешенной центробежной силы Р к статической нагрузке К на данную опору будем называть коэффициентом режима.
На основании теоретических и экспериментальных исследований автором установлено, что центр цапфы совершает спокойное колебательное движение по окружности радиусом Δ/2, т. е. радиусом, равным половине диаметрального зазора в подшипнике, только при нормальном режиме работы, когда коэффициент режима А не превосходит 0,25. С повышением коэффициента А до 0,5 и более резко увеличивается динамическая нагрузка на подшипник и появляются удары, частота которых растет с увеличением коэффициента А. В результате не только цапфа и подшипник, но и другие части машины быстро изнашиваются.
К первому классу балансировки должны быть отнесены все быстроходные и ответственные установки общешахтного значения, ко второму - вспомогательные механизмы.
О результатах балансировки можно судить по величине остаточных вибраций. Балансировка считается законченной, если достигнуты необходимые результаты.
43.