

Горизонтально-фрезерувальний верстат моделі 6п80г
Загальна характеристика верстата
Призначення верстата. Верстат призначений для фрезерування різних деталей із сталі, чавуну і кольорових металів порівняно невеликих розмірів. Обробка деталей здійснюється циліндрічними, дисковими, фасонними, кутовими, модульними і торцевими фрезами як за зустрічною, так і за попутною схемами фрезерування. Верстат використовується в умовах індивідуального і серійного виробництва. За наявності ділильної голівки можна фрезерувати прямозубі та косозубі шестерні та рейки, канавки і тому подібне Достатня потужність приводів і широкий діапазон швидкостей і подач дозволяють успішно працювати на верстаті як швидкорізальними фрезами, так і фрезами, оснащеними пластинками твердого сплаву ( мал. 82, 83 ). Роботу і настроювання ділильної голівки слід вивчити по практичній роботі № 3 дисципліни ОТМЦ.
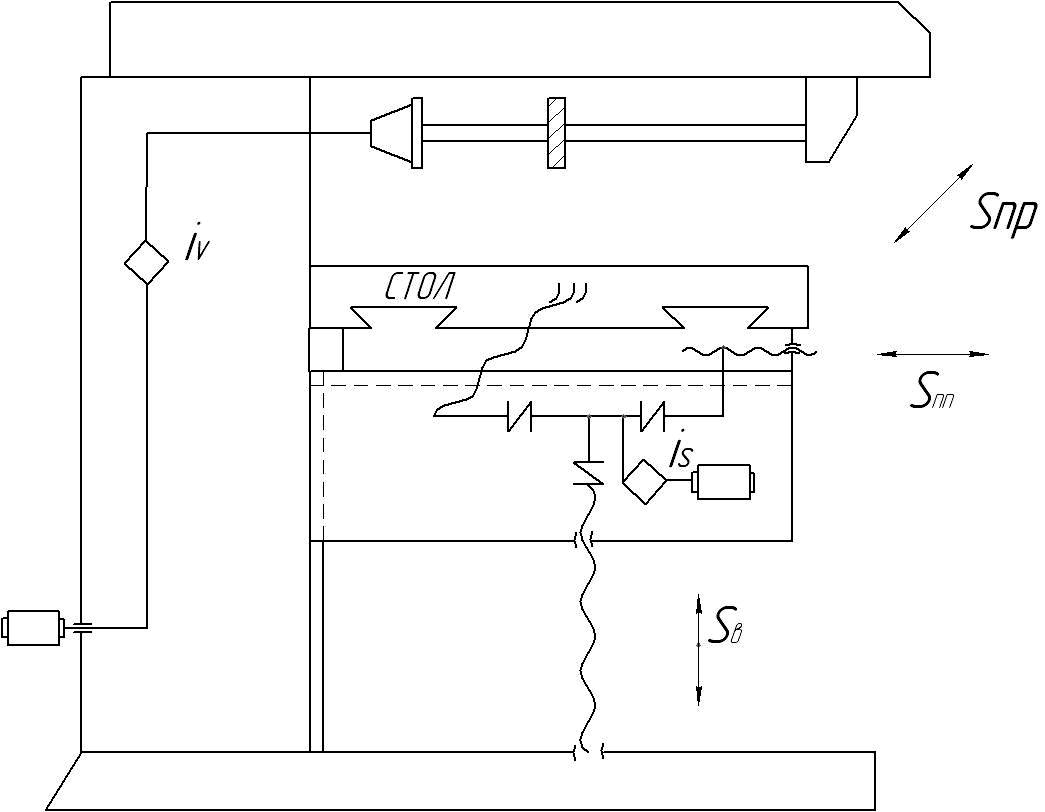
Мал. 82. Кінематична структура горизонтально-фрезерувального верстату
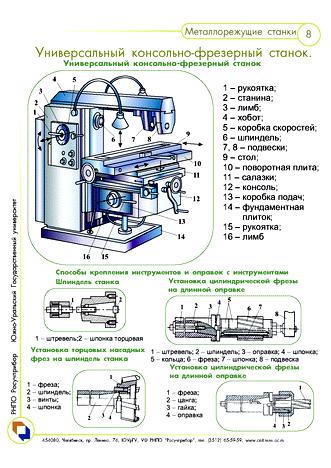
Мал. 83. Схеми закріплення інструментів на горизонтально-фрезерувальному
верстаті.
Технічна характеристика верстата
Робоча поверхня столу, мм .................................200X800
Число швидкостей обертання шпінделя ..................................l2
Межі чисел оборотів шпінделя за хвилину ........................50—2240
Кількість швидкостей подач столу .......................................12
Межі швидкостей подач столу, мм/мін:
повздовжніх ...............................................................22,4—1000
поперечних ..................................16—710
вертикальних ....................................8—355
Швидкість швидкого переміщення столу, мм/мін:
повздовжнього .......................................2400
поперечного . .......................................1710
вертикального .......................................................................855
Потужність головного електродвигуна, КВт...............................2,8
Основні вузли верстата (мал. 84 ). А — станина з коробкою швидкостей і вузлом шпінделя; Б — хобот з підвіскою; В— стіл; Г — додатковий зв'язок консолі з хоботом; Д — поперечні салазки; Е — консоль з коробкою подач; Ж — підстава верстата.
Органи управління. А — рукоятка для перемикання швидкостей у коробці швидкостей; 2 — рукоятка для перемикання перебору шпінделя; 3 — маховичок ручного повздовжнього переміщення столу; 4 — рукоятка включення повздовжньої подачі столу; 5 — маховичок ручного поперечного переміщення столу; 6 — рукоятка ручного вертикального переміщення консолі зі столами; 7 — маховичок для перемикання подач у коробці подач; 8 — рукоятка перемикання перебору коробки подач; 9 — рукоятка для включення і реверсування поперечної і вертикальної подач столу.
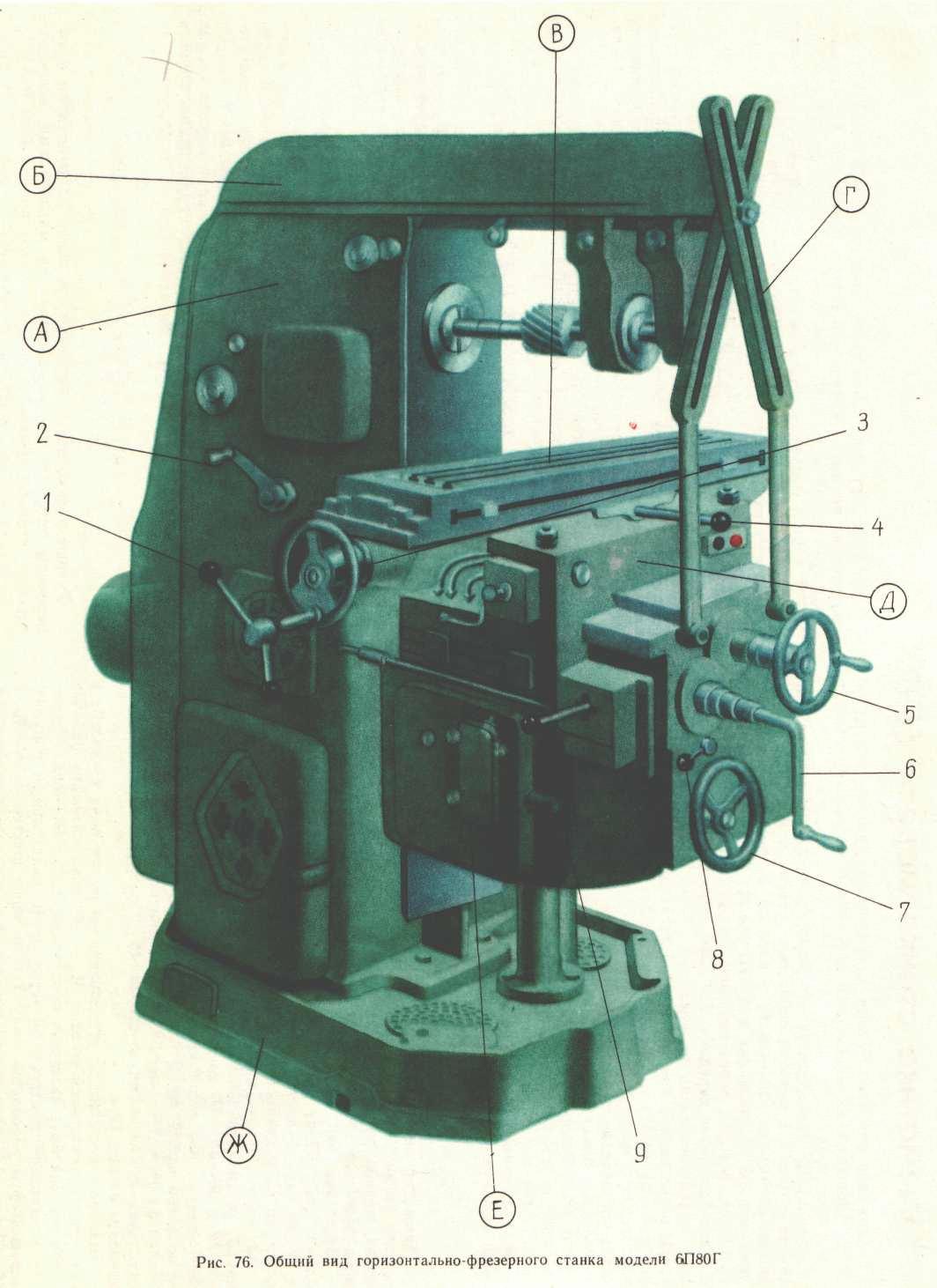
Мал. 84. Загальний вигляд горизонтально-фрезерувального верстату
моделі 6П80Г
Рухи у верстаті. Рух різання — обертання шпинделя з фрезою. Подачами є переміщення столу з оброблюваною деталлю в повздовж-ньому, поперечному і вертикальному напрямках. Допоміжні рухи — швидкі переміщення столу в тих же напрямках.
Принцип роботи. Оброблювані деталі встановлюють безпосередньо на столі, в лещатах або спеціальних пристосуваннях. Для обробки деталей в декількох позиціях широко використовується універсальна ділильна голівка, яка дозволяє проводити ділильні повороти детали на необхідну кількість рівних частин. Насадні фрези, циліндрічні, дискові і ін., встановлюють на оправках шпінделів, хвостові — безпосередньо в шпинделі або в цанговому патроні.
При установці фрез на оправках, останні одним кінцем вставляють у конус шпінделя, а іншим — в отвір підвіски.
Торцеві фрезерні головки закріплюють на торці шпінделя. Настроювання верстата відповідно до конфігурації і розмірів оброблюваної деталі проводиться переміщенням столу В, поперечних санчат Д і консолі Е.
Конструктивні особливості. Верстат має розділений привід руху різання: коробка швидкостей змонтована в станині у вигляді окремого вузла, а обертання шпинделю передається клиновими ременями. Це забезпечує безвібраційну роботу верстата навіть на найвищих числах оборотів шпинделя.
Шпиндель змонтовано на прецизійних подвійних роликових підшипниках високій жорсткості. Шпиндель розвантажено від зусиль, що вигинають його з боку ремінної передачі, оскільки приводний шків встановлено на незалежних підшипниках. Для більш рівномірного обертання шпинделя його приводна шестерня зроблена масивною, тому вона одночасно виконує роль маховику. Швидка зупинка обертання шпинделя забезпечується гальмами с електромагнітним приводом.
Верстат має дві підвіски хобота: одну на підшипниках кочення, призначену для швидкісних робіт; іншу - на підшипниках ковзання, що забезпечує роботу з фрезами діаметром менше 75 мм. Для підвищення жорсткості системи хобот Б може бути зв”язаний з консоллю Е додатковим зв'язком Р.
У приводі подач є кулькова запобіжна муфта, що виключає можливість поломки елементів приводу при надмірному збільшенні навантаження.
Для фрезерування попутним методом в приводі повздовжньої подачі столу передбачено механізм для періодичного усунення зазору між ходовим гвинтом і гайками.
Кінематика верстату моделі 6П80Г
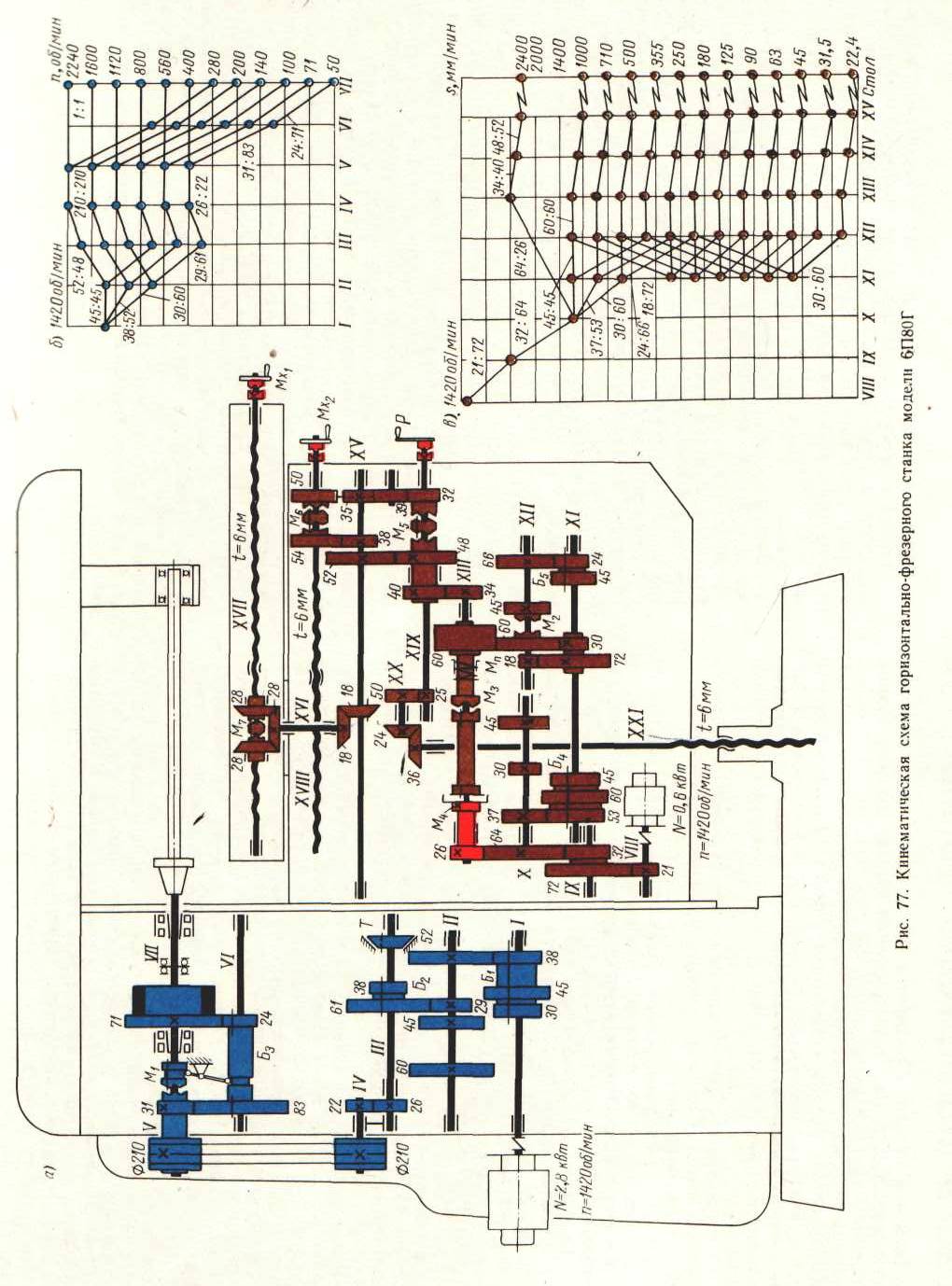
Рух різання. Привід руху різання складається з коробки швидкостей, клиноремінної передачі з натягувачем і перебору.
Фланцевий електродвигун потужністю 2,8 КВт (мал. 85, а) пов'язаний з валом / коробки швидкостей пружною муфтою. У коробці швидкостей є потрійний Б1 і подвійний Б2 пересувні блоки шестерень, що забезпечують валу /// шість різних швидкостей обертання, які через шестерні 26—22 натягувального пристрію і клиноремінну передачу 210—210 передаються порожнистому валику V, що знаходиться на шпінделі.
Від цього валика обертання передається шпинделю VII через перебір, коли муфта М1 вимкнена, а блок шестерень Б3 введений в зачеплення з шестернями 31 і 71 (як показано на схемі ), або обертання передається безпосередньо, коли муфта М1 включена, а шестерні блоку Б3 виведені із зачеплення. Перемикання муфти M1 і блоку Б3 блокуються і здійснюються однією рукояткою. Всього шпінделю повідомляється 12 різних швидкостей (мал. 85,6). Мінімальне число обертів шпинделя nmin з
урахуванням пружного ковзання ремінів визначається з виразу:

6П80Г.
Рухи подач. Привід має окремий електродвигун і складається з двоступінчатого редуктора, шестишвидкісної коробки подач, переборного пристрою коробки реверсів і механізмів повздовжньої, поперечної та вертикальної подач.
Обертання від валу фланцевого електродвигуна потужністю 0,6 Квт (мал. 85, а) передається через шестерні редуктора 21—72 і 32—64 валу X коробки подач, а через потрійний пересувний блок шестерень Б4 і подвійний пересувний блок шестерень Б5 - валу XII.
Від валу XII обертання може бути передане широкій шестерні 60, встановленої на валу XIII, через шестерні перебору 18-72 і 30-60-60, коли муфта М2 відключена (як показано на схемі ), або безпосередньо через шестерні 60—60 при включеній муфті М2. У останньому випадку шестерня 60, встановлена на валу XII, виводиться із зачеплення з шестернею 30 для зчеплення з кулачками шестерні 45. Структура коробки подач показана на мал. 85, в.
Широка шестерня 60 встановлена на порожнистому валу і пов'язана з ним запобіжною муфтою МП . Для здійснення робочих подач повинна бути включена кулачкова муфта М3, тоді обертання від широкої шестерні 60 через запобіжну і кулачкову муфти передається валу XIII і через шестерні 34—40 і 48—52 - валу XV, зв'язаному з механізмами реверсів повздовжньої, поперечної і вертикальної подач.
Від валу XV через конічну передачу 18—18 і вал XVI приводиться в обертання конічний реверс 28—28—28. При включенні кулачкової муфти М7 в ту або іншу сторону, ходовий гвинт XVII і стіл отримують рух у відповідних напрямках. Максимальна швидкість повздовжньої подачі столу S max визначається з виразу:

На циліндрічній частині поперечного ходового гвинта XVIII вільно встановлені шестерні 54 і 50, які обертаються в різні сторони, оскільки шестерня 54 отримує обертання від валу XV безпосередньо через шестерню 38, а шестерня 50 — через шестерню 35 і паразитне колесо 39.
Кулачковою муфтою М6 включається, вимикається і реверсується поперечна подача, найменша швидкість якої Sn minвизначається з виразу^

За
аналогічним принципом відбувається
реверсування вертикальних подач.
При включенні кулачкової муфти M5
в
ту або іншу
сторону, обертання отримує вал XIX,
який
через шестерні 25—50
і
конічну передачу 24—36
приводить
в обертання вертикальний ходовий
гвинт XXI.
Найменша
швидкість
вертикальної подачі St
min визначається
з
виразу:

Допоміжні рухи. Швидкі переміщення столу і консолі здійснюються включенням дискової фрикційної муфти M4. При цьому вал XIII отримує обертання від електродвигуна через шестерні 21—72 і 32—64—26,обминуя коробку подач. Від шестерні 34, закріпленої на валу XIII, рух передається, як і при робочих подачах. Швидкість швидкого переміщення столу в повздовжньому напрямку Sб визначається з виразу:

Ручні установчі переміщення столу в повздовжньому і поперечному напрямках здійснюються маховичками, безпосередньо встановленими на кінцях ходових гвинтів XVII і XVIII.
Вертикальне установче переміщення столу проводиться рукояткою, що знаходиться на кінці валу XIX.
Демонструються відеофайли: 68-73- різні види робіт, що виконуються на горизонтально-фрезерувальних універсальних верстатах.