

Найбільша ширина обробки групи зубчастих колес, мм …………… …… 280
Найбільше переміщення супортної стойки, мм. ….........................................450
Найбільше переміщення супорту, мм. ……………….....................................335
Найбільші розміри черв'ячної фрези, мм:
діаметр ……………………………………………...........................................150
довжина. ……………………………………………….....................................130
Кут повороту супорту фрези у градусах ………………………………… +-.60
Число обертів шпинделю, об/хв.: ……. ……….53.5; 63; 78; 125; 153; 202; 250
Вертикальні подачі фрези, мм/об. столу: 0.5; 1.0; 1.5; 2.0; 3.0; 3.5; 4.0; 4.5; 5,0
Радиальні подачі фрезерної бабки, мм/об столу: …. 0.2; 0.38; 0.78; 0.87; 0.98;
1.15; 1.34; 1.53.
Потужність электродвигунів, КВт. ………........ …. ……………..4.5; 1.0; 0.18.
Основні вузли верстата (мал. 94, 95, 96 ): А — станина; Б — стіл; Я — стійка; Г — підтримуючий кронштейн; Д — поперечина; Е — фрезерний супорт; Ж— протяжний супорт; 3 — рухома стійка; І — гітари диференціала і подачі; До — ділильна гітара.
Органи управління. / — рукоятка включення і виключення робочих подач; 2 — рукоятка включення подачі при роботі з протяжним супортом; 3 — кнопкова станція; 4 — рукоятка включення вертикальної подачі фрезерного супорту; 5 — квадрат для ручного вертикального переміщення рухомої стійки; 6 — квадрат для ручного горизонтального переміщення рухомої стійки; 7 — рукоятка включення радіальної подачі рухомої стійки.
Рухи у верстаті. Рух різання — обертання шпинделя фрезерного супорту з черв'ячною фрезою. Рухи подач— вертикальне переміщення фрезерного супорту Е, радіальне переміщення рухомої стійки 3 і тангенціальне переміщення протяжного супорту Ж. Рухом обкочування і ділення є безперервне обертання столу із заготівкою. Допоміжні рухи — швидкі механічні і ручні установчі переміщення фрезерного супорта і рухомої стійки.
Принцип роботи. Верстат працює за методом обкочування, тобто механічного відтворення зачеплення черв'яка ( черв'ячної фрези ) з колесом (заготівкою). Черв'ячна фреза відповідного модуля і діаметру закріплюється на оправці у шпинделі фрезерного супорту.
Демонструються відеофайли: 91-96 – робота зубофрезерувальних верстатів з різним налагоджуванням.
Оброблювана деталь або комплект одночасно оброблюваних деталей встановлюється на оправці в шпинделі столу, а при великих розмірах коліс—безпосередньо на столі верстата з контролюванням биття центру колеса індикаторами годинникового типу.
Черв'ячній фрезі і заготовці примусово передають обертальні рухи з такими кутовими швидкостями, які вони мали б, знаходячись в дійсному зачепленні.
При нарізуванні коліс з прямими зубами вісь шпінделя фрезерного супорта встановлюється під. кутом до горизонтальної площини, рівним куту підйому гвинтової лінії черв'ячної фрези. Для нарізування коліс з косими зубами вісь шпінделя фрезерної бабці встановлюється під утлому, рівній сумі або різниці кутів нахилу зубів колеса і підйому гвинтової лінії фрези залежно від поєднання напрямів гвинтових ліній зубів і витків фрези.
Нарізування циліндрічних коліс проводиться з вертикальною подачею фрезерного супорта ( мал.96 ).
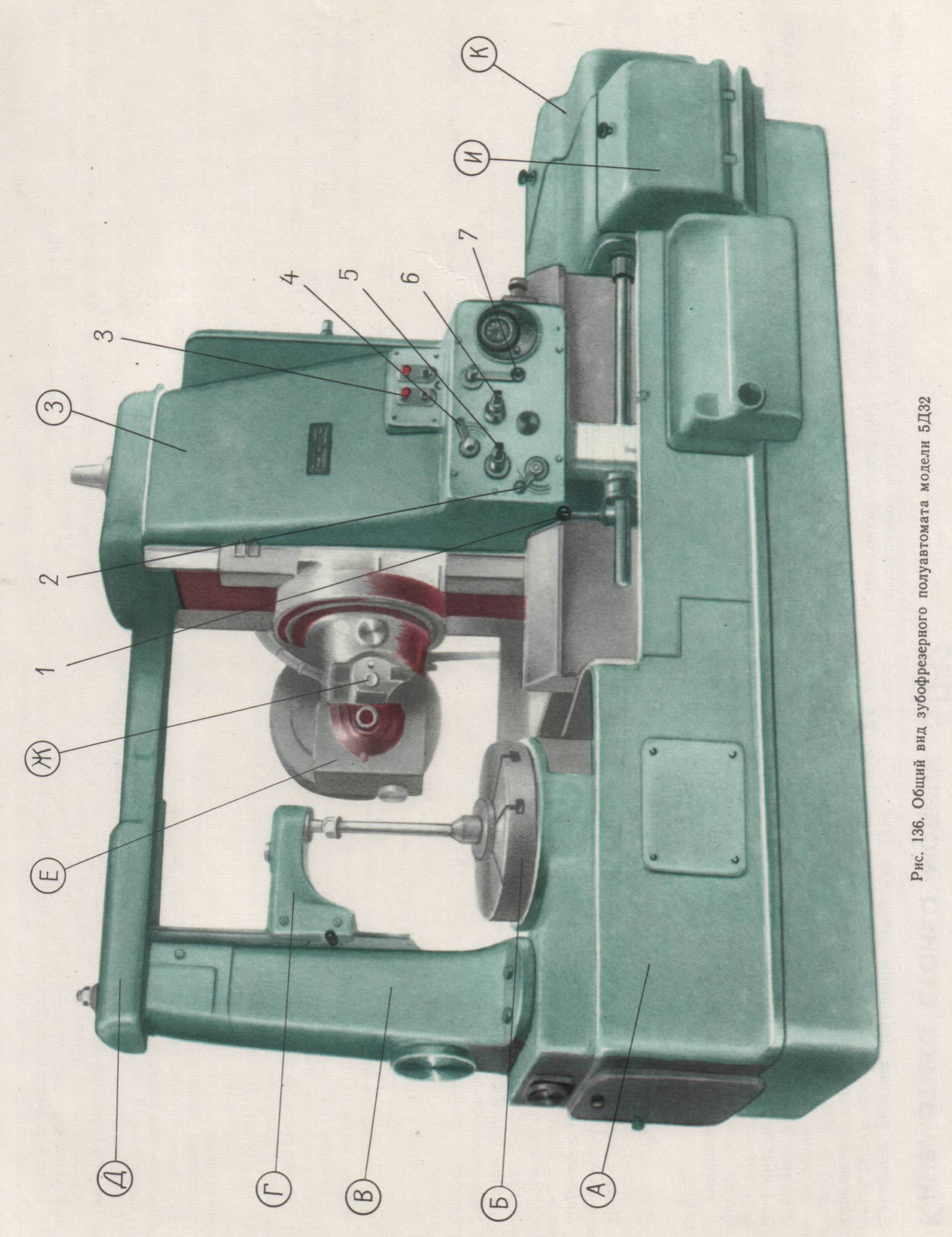
Мал. 94. Загальний вигляд зубофрезерувального верстату мод. 5Д32
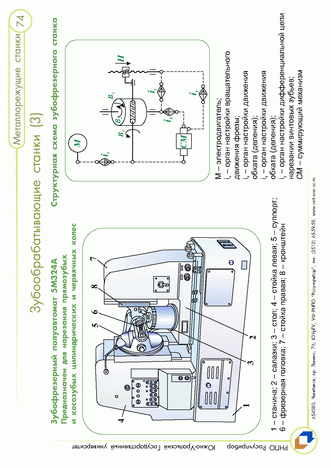
Мал. 95. Кінематична структура зубофрезерувальних верстатів
та загальний вигляд зубофрезерувального верстату мод. 5М324А
Для забезпечення можливості фрезерування коліс попутним методом на верстаті моделі 5Д32 передбачений гідравлічний пристрій навантаження. Гідравлічний підтискний пристрій складається з нерухомого штока з поршнем і циліндра, пов'язаного з салазками фрезерного супорту. При фрезеруванні попутним методом масло підводиться у верхню порожнину циліндра противаги і підтискає противагу разом із фрезерним супортом вго-
ру, усуваючи можливість вільного переміщення фрезерної бабки під дією
зусилля в межах зазору між різями гвинта вертикальної подачі і маткової гайки.
При нарізуванні черв'ячних коліс методом радіальної подачі використовуються циліндрічні черв'ячні фрези. Рух подачі надають рухомій стійці у радіальному напрямку до тих пір, поки відстань між вісями фрези і заготовками не стане рівним міжцентровій відстані передачі.
У разі нарізування черв'ячних коліс методом тангенціальної подачі застосовуються черв'ячні фрези з конічною заходною частиною, які при настроюванні верстату встановлюють відразу на задану міжцентрову відстань; подачу при цьому задають протяжному супорту з черв'ячною фрезою уздовж її вісі. Цей метод нарізування є точнішим.
Кінематика верстату
Кінематичний ланцюг головного руху ( мал.97 )
Від валу электродвигуна потужністю N=4 КВт ( n=1440 об/хв ) через кліноремінну передачу рух передається на зубчасті колеса 32 – 48; 35 – 35, змінні колеса гітари А – В, конічні передачі 25 – 25, 25 – 25 та пару цилінд-річних косозубих колес 18 – 72. Вісь шпинделю може повертатися на розрахунковий кут розвороту вісі черв'ячної фрези відносно вертикальній лінії оправки ( вісі заготовок ).
Кінцеві ланки ланцюгу: електродвигун – шпиндель фрези.
Розрахункові переміщення кінцевих ланок в ланцюгу:
n эл. дв. (об/хв) → n шп. фр. (об/хв).

Мал. 96. Схеми установлювання черв”ячних фрез при зубофрезеруванні