

Точность и устойчивость технологического потока Погрешности технологического потока
Несмотря на стремление поддерживать технологическую систему на постоянном уровне целостности, в показателях качества изделий все-таки наблюдается рассеяние значений контролируемых величин, которое можно подразделить на устранимое и неизбежное.
Устранимое рассеяние значений показателей качества - это систематическая погрешность производства, возникающая из-за использования нестандартных сырья и материалов, нарушения технологического режима при выполнении операций или осуществления их по недоработанной документации, из-за возникшей неисправности оборудования.
Неизбежное рассеяние значений показателей качества - это случайные погрешности производства, возникающие из-за колебаний качества и количества сырья и материалов (в пределах допустимых отклонений), изменений в условиях производства (также в пределах допустимых отклонений).
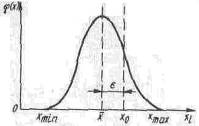
Рис. 3.2. Кривая плотности вероятности показателя качества
изделий
Производственные
погрешности можно представить в виде
кривых плотности вероятности распределений,
описываемых рядом числовых характеристик.
На рис. 3.2 изображено в общем виде
распределение производственных
погрешностей показателя качества
изделии. Здесь
- отклонение центра группирования
погрешностей
![]() (среднего значения) от номинала х0
характеризующее систематическую
составляющую производственной
погрешности; (xmax
– xmin)
- поле рассеяния, характеризующее
случайную составляющую производственной
погрешности.
(среднего значения) от номинала х0
характеризующее систематическую
составляющую производственной
погрешности; (xmax
– xmin)
- поле рассеяния, характеризующее
случайную составляющую производственной
погрешности.
Точность функционирования технологического потока
Это понятие представляет собой степень соответствия поля рассеяния значений показателю качества продукции заданному полю допуска и его расположению.
Обобщенной оценкой точности производственного процесса является вероятность Р выхода годных изделий, показатели качества которых находятся в пределах установленного поля допуска. Эта оценка носит название "процент выхода годных изделий" и является функцией систематической и случайной составляющих производственной погрешности.
Для оценки точности функционирования технологического потока с точки зрения действия систематических производственных погрешностей используется коэффициент смещения:
![]()
где
- величина смещения, зависящая от
положения центра группирования
погрешностей (среднее значение);
![]() ,
х0-
номинальное значение показателя
качества, расположенное, как правило,
в середине поля допуска; -
абсолютная величина половины поля
допуска на показатель качества продукции.
,
х0-
номинальное значение показателя
качества, расположенное, как правило,
в середине поля допуска; -
абсолютная величина половины поля
допуска на показатель качества продукции.
На рис. 3.3 приведены распределения погрешностей показателя качества продукции, подчиняющихся нормальному закону при одинаковой случайной погрешности, но при разных значениях Е. Чем ближе к нулю значение коэффициента смещения Е, тем меньше влияние систематических погрешностей, т. е. тем выше точность функционирования технологического потока.
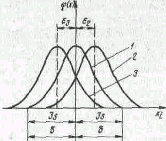
Рис. 3.3. Кривые нормальной плотности вероятности показателя качества изделий при различных значениях коэффициента
смещения: 1-Е=0; 2-Е>0; 3-Е< 0
Точность функционирования технологического потока при действии случайной составляющей производственных погрешностей оценивается коэффициентом точности:
T=2/(Ks)
где - абсолютная величина половины поля допуска на показатель качества изделия; s- среднее квадратичное отклонение показателя качества изделий в выборке; К - коэффициент, зависящий от закона распределения погрешностей показателя качества изделий.
На рис. 3.4 приведено распределение погрешностей показателей качества изделия, подчиняющихся закону нормального распределения при различных полях рассеяния погрешностей 6s, заданных поле допуска 2 и центре группирования погрешностей , совпадающем с серединой поля допуска.
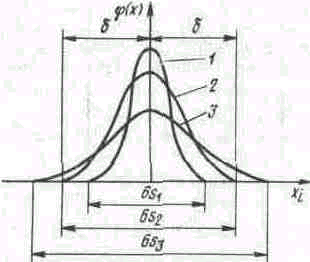
Рис. 3.4. Кривые нормальной плотности вероятности показателя качества изделий при различных значениях коэффициента точности: 1-T>1: 2-T=1; 3-T<1
При T > 1 поток функционирует с высокой точностью, поскольку имеется запас точности. При T = 1 поле допуска совпадает с границами кривой плотности вероятности распределения показателя качества изделий и имеется опасение, что в любой момент могут появиться дефектные изделия. В режиме T < 1 дефектные изделия уже появляются как результат функционирования технологического потока.
Все три параметра точности технологического потока (процент выхода годных изделий Р, коэффициент смещения Е, коэффициент точности T) взаимосвязаны. На практике для расчетов используют таблицы, в которых P=f(E,T).
Устойчивость технологического потока.
Анализ технологического потока только по коэффициентам смещения и точности в большинстве случаев оказывается недостаточным, так как исследователя интересует функционирование технологической системы во времени.
Устойчивость функционирования технологического потока - свойство системы сохранять точность показателей качества продукции во времени.
При оценке устойчивости используются выборки, которые мгновенно извлекаются по ходу технологического процесса. Эти выборки дают так называемые мгновенные распределения производственных погрешностей t(x) значений x- случайной величины - за достаточно малый промежуток времени t. Считается, что в течение этого времени воздействие всех возмущающих факторов остается без изменений.
Об устойчивости функционирования технологического потока можно судить по точностной диаграмме. На ней по оси абсцисс откладывают время, а по оси ординат - значения показателя качества. В поле координат изображаются зависимости центров группирования (средних значений), средних квадратичных отклонений и полей рассеяния мгновенных распределений погрешностей показателя качества от аргумента (времени t). При этом предполагается, что за рассматриваемый промежуток t закон мгновенного распределения не меняется.
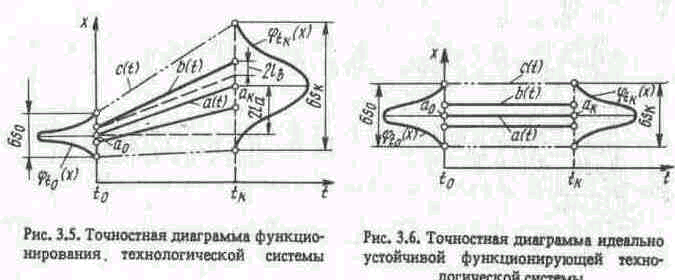
На рис. 3.5 в общем виде изображена точностная диаграмма функционирования технологического потока, в которой изменения группирования, средних квадратичных значений и полей рассеяния мгновенных распределений за интервал t0-tk носят линейный характер.
На этой диаграмме t(x) - нормальное мгновенное распределение . погрешностей показателя качества, соответствующее начальному значению аргумента t0; tk(x) - то же, соответствующее конечному значению аргумента -tk a0 и ak- центры группирования погрешностей в мгновенных распределениях .
Вид точностной диаграммы позволяет судить об устойчивости технологического процесса по интенсивности изменения центров группирования [функция a(t)], средних квадратичных значений [функция b(f)] и полей рассеяния мгновенных распределений погрешностей показателей качества[функция c(t)].
Количественной оценкой интенсивности изменения функций a(t) и b(t) принято считать отношения
![]() и
и
![]()
где la - половина диапазона изменения функции a(t); lb - то же функции b(t); sо - cpeднее квадратичное значение показателя качества в начальный момент t0.