

Идеальный технологический поток
Идеальный технологический поток сплошной среды характеризуется тремя параметрами: скоростью v, м/ч, площадью поперечного сечения s, м2, а также плотностью , кг/м3. Произведение этих параметров определяет его производительность П, кг/ч:
П=Vs
Для технологических потоков, состоящих из отдельных объектов, существенна еще одна специфическая характеристика - ориентация объектов обработки относительно вектора скорости.
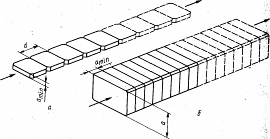
Рис. 1.14. Схема технологических потоков дискретных объектов обработки:
а - с неоптимальным расположением объектов; б-с оптимальным расположением объектов (поток с максимальной плотностью)
Чтобы разместить на единице длины потока наибольшее количество объектов, т. е. обеспечить максимальную производительность потока, необходимо располагать эти объекты в направлении вектора скорости потока своими минимальными габаритными размерами (рис. ).
В этом случае
П = v/l,
где l- шаг, м/шт.
Идеальный технологический поток должен иметь:
1. Среднюю скорость в течение всего времени функционирования и на всем протяжении, равную максимально возможной с точки зрения физической, химической и микробиологической природы o6paбатываемого материала:
2. Максимальное поперечное сечение на всем своем протяжении;
3. Максимальную плотность в направлении его вектора скорости.
Проблемы развития технологического потока.
1. Осуществление одинаковой производительности на всех операциях, объединенных в технологический поток.
Решение проблемы неодинаковой производительности заключается в устранении зависимости качества продукции от скорости технологического потока.
2. Сохранение коэффициента использования машин при увеличении числа объединяемых в технологический поток операций.
рабоч.эфф
– эффективное рабочее время останов
– время останова![]()
Решение проблемы состоит, с одной стороны, в сокращении и упрощении технологии, а с другой - в повышении надежности оборудования.
3. Универсальность машин и аппаратов, позволяющая обрабатывать сырье с различными физико-механическими свойствами и выпускать изделия разной формы.
Решение проблемы универсальности машин и аппаратов состоит в создании линий, осуществляющих одновременное изготовление различных номенклатур изделий, что обеспечивает равномерный выпуск каждой номенклатуры и полностью устраняет частые переналадки линий.
4. Непродолжительность времени выпуска конкретного продукта, обусловленная малой потребностью или необходимостью большого ассортимента. Ее решение предполагает обеспечение универсальности линий относительно исходного сырья, и, прежде всего формы изделия.
5. Рентабельность технологического потока. Переход к идеальной системе машин часто технически возможен, но экономически нецелесообразен, так как затраты могут быть больше экономического эффекта от эксплуатации.
Технологический поток как система процессов Организация технологического потока. Операция как составная часть потока
Технологические операции выполняют две функции: обработку объекта (технологический процесс) и подачу объекта обработки в рабочую зону (транспортный процесс). Комбинация технологического и транспортного процессов приводит к формированию четырех классов операций.
В операциях I класса (рис. 1.1) технологическая обработка массы происходит только после завершения транспортной операции (подачи заготовки в рабочую зону) и наоборот, т.е. один процесс прерывается другим. Это операции дискретного действия.
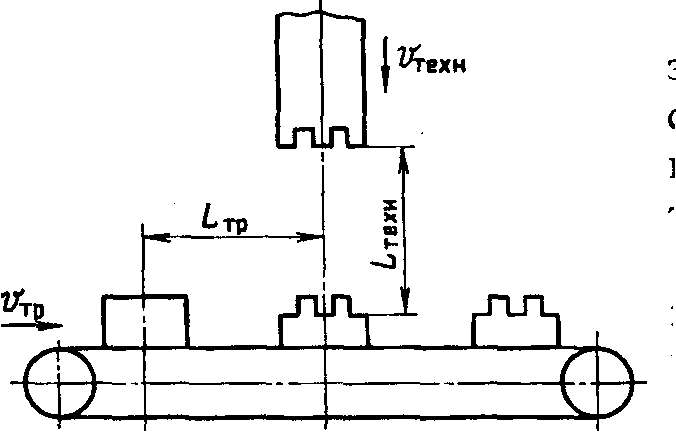
Рис. 1. 1. Операция I класса
Производительность П1 машин этого класса операций определяется длительностью Тц всего технологического цикла обработки объекта.
Цикл включает в себя продолжительности технологического Ттехн и транспортного Ттр процессов.
Ттехн Ттр Lтехн , и Lтр vтехн и vтр

где Lтехн , и Lтр, - значения технологического и транспортного перемещений;
vтехн и vтр - технологическая и транспортная скорости.
Чтобы повысить производительность машин, предназначенных для выполнения операций I класса, необходимо сократить как Ттехн , так и Ттр .
Длительность цикла Тц обусловлена технологическими параметрами операции и динамическими возможностями механизма перемещения продукта в зону обработки и из нее.
На базе операций I класса нецелесообразно компоновать машины и аппараты в автоматические линии (линии будущего).
Для операций II класса (рис. 1.2) характерно совпадение во времени транспортного и технологического процессов. Транспортный процесс становится непрерывным, а vтехн и vтр равны между собой.
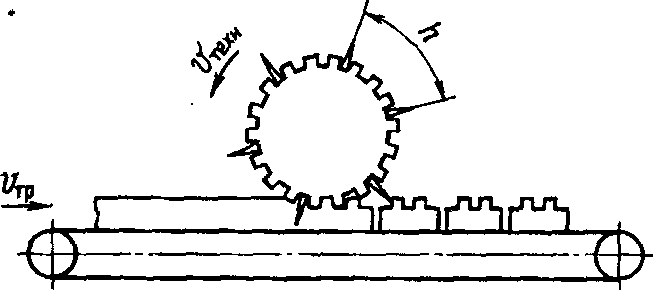
Рис. 1.2. Операция II класса
Производительность ПII машин, реализующих операции II класса, определяется длительностью цикла Тц обработки сырья рабочими органами. Этот цикл равен отношению размера матрицы h к технологической или транспортной скорости.
ПII = 1/ Тц=1/( h/ vтехн) = 1/( h/ vтр)
Чтобы повысить производительность машин, предназначенных для создания операций II класса, необходимо увеличить транспортную скорость, которая ограничена технологической..
Операции III класса (рис. 1.3) отличаются от операций II класса независимостью транспортного и технологического процессов. В этих операциях обработка объектов осуществляется при их непрерывном транспортировании совместно с рабочими органами через рабочую зону по какой-либо замкнутой траектории. Машины, созданные по этому принципу, получили название роторных, поскольку транспортный процесс первоначально был реализован как вращательное движение.
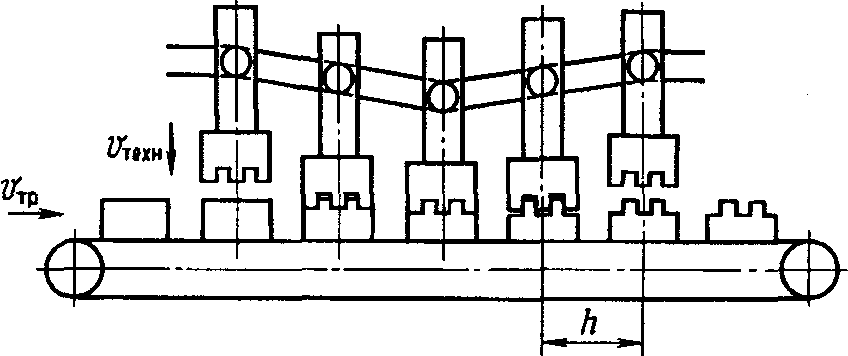
Рис. 1. 3. Операция III класса
Производительность ПIII машин для операций III класса, как и для операций II класса, определяется длительностью цикла Тц, равному отношению шага h выхода изделий к транспортной скорости
ПIII = 1/ Тц= 1/( h/ vтр)
Скорость транспортирования не ограничивается технологической скоростью. Повышение производительности теоретически связано только с увеличением транспортной скорости, это влечет увеличение длины технологической зоны, что необходимо для сохранения необходимой продолжительности технологической обработки объекта.
Для операций IV класса (рис. 1.4) также характерна независимость скорости транспортного процесса от технологической скорости. Заготовки обрабатываются при транспортировании через рабочую зону. Понятие «рабочий орган» заменяется понятием «рабочая среда», которая осуществляет технологическое воздействие непосредственно на весь поток, происходящий через рабочую зону. Более точно машины этого класса операций следует называть аппаратами.
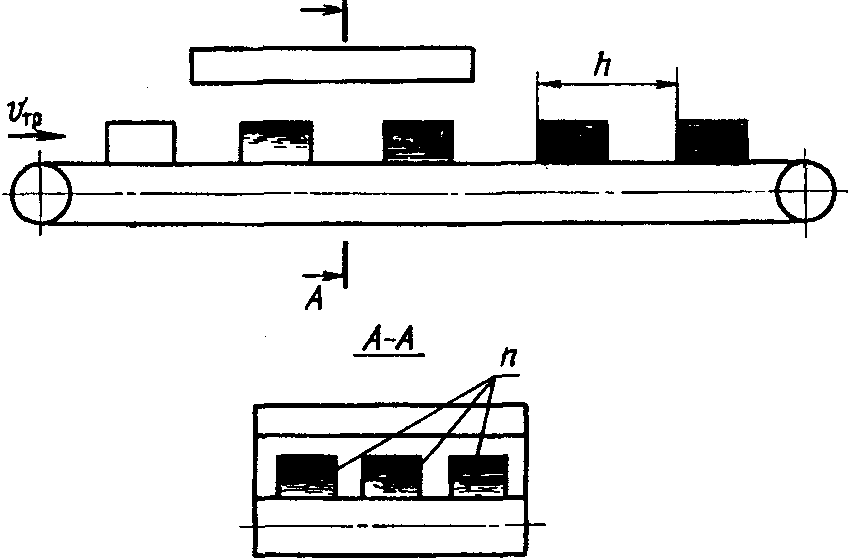
Операция IV класса
Производительность ПIV для машин операций IV класса определяется длительностью цикла Тц выхода одного объекта и количеством n объектов в сечении потока:
ПIV = n(1/ Тц )= n(1/( h/ vтр))
где h - шаг объектов в направлении вектора скорости.
Повышение производительности достигается как увеличением транспортной скорости (при соответствующем удлинении зоны обработки), так и увеличением в поперечном сечении потока количества объектов.