

Литература:
Сторожев М.В., Попов Е.А. Теория обработки металлов давлением. - М.: Машиностроение, 1977. – 424с.
Колмогоров В.Л. Механика обработки металлов давлением. – М.: Металлургия, 1986, - 687с.
Основная научно-техническая периодическая литература:
КШП
Известия Вузов Черная металлургия
Авиационная промышленность
Тема №1 «Энергосиловые параметры операций омд»
Сила деформирования. Расчёт мгновенного значения силы деформирования. Удельная сила деформирования.
График технологических нагрузок.
Работа пластической деформации. Расчёт работы пластической деформации.
Мощность пластической деформации.
Общее понятие силы – силой называют векторную величину, характеризующую такое действие на данное тело других тел (или полей), которое может вызвать ускорение или деформацию тела.
Силой деформирования называют результирующую силу элементарных сил, действующих со стороны штампа на металлическую заготовку.
Элементарными силами являются нормальные контактные напряжения и контактные напряжения трения, действующие по нормали и по касательной к элементу контактной поверхности между штампом и заготовкой.

Рис.1 υд
– вектор скорости деформирования
![]() ,
сонаправлен с перемещением подвижного
штампа; индекс 1 означает принадлежность
эпюр к верхней подвижной части штампа,
2 – к неподвижной.
,
сонаправлен с перемещением подвижного
штампа; индекс 1 означает принадлежность
эпюр к верхней подвижной части штампа,
2 – к неподвижной.
Выделим бесконечно малый элемент верхней контактной поверхности заготовки с площадью dS, в пределах которого σн и τк можно считать постоянными.
Тогда сила действующая на этот элемент заготовки по нормали
dPn=σn∙dS
Сила, действующая на этот элемент поверхности заготовки касательно к нему:
dPτ= τк∙dS
Полная элементарная
сила:
![]() .
.
Если всю поверхность контакта разбить на элементарные площади, то для каждой из них можно вычислить элементарную силу dP.
Если все эти элементарные силы сложить по правилу сложения векторов, то получим равнодействующую силу – сил действующих на заготовку сверху и составляющую в общем случае с осями координат различные углы.
Равнодействующую
силу
![]() всех элементарных, нормальных и
касательных сил действующих на заготовку
со стороны подвижной части штампа
называют силой деформирования.
всех элементарных, нормальных и
касательных сил действующих на заготовку
со стороны подвижной части штампа
называют силой деформирования.
Нижнюю контактную поверхность также можно разбить на элементы, рассчитать элементарные силы по этим площадкам и векторно их сложить.
Равнодействующая
этих сил
![]() есть сила реакции со стороны нижней
неподвижной части штампа.
есть сила реакции со стороны нижней
неподвижной части штампа.
По второму закону
Ньютона пренебрегая силой тяжести (![]() )
заготовки можно записать
)
заготовки можно записать
![]()
переходя к модулям
![]() где a
– усредненное значение по объему
заготовки ускорения частиц составляющих
заготовку.
где a
– усредненное значение по объему
заготовки ускорения частиц составляющих
заготовку.
Обычно a – мало и им пренебрегают (так, например, поступают при выводе дифференциальных уравнений равновесия) поэтому:
![]() то есть силу
деформирования можно рассчитать как
сумму всех элементарных сил действующих
на нижнюю контактную поверхность
заготовки.
то есть силу
деформирования можно рассчитать как
сумму всех элементарных сил действующих
на нижнюю контактную поверхность
заготовки.
При разработке
операции ОМД обычно требуется информация
не о модуле и направлении силы
![]() ,
а о составляющих силы
,
а о составляющих силы![]() – проекциях силы на осиOZ,
OX,
OY.
– проекциях силы на осиOZ,
OX,
OY.
Подвижный рабочий орган машины (ползун у механического пресса, траверса у гидравлического пресса) перемещается, как правило, вдоль одной из осей, например, OZ.
Составляющая Pz действует на заготовку в направлении движения подвижного рабочего органа машины при ее упругопластическом формоизменении.

Рис.2 ν – нормаль к элементу поверхности dS
Проекция элементарной силы dP на ось OZ:
![]() , где α – угол между
нормалью ν к элементу и осью OZ.
, где α – угол между
нормалью ν к элементу и осью OZ.
Заметим что
![]() – площадь проекцииdS
на плоскость XOY;
– площадь проекцииdS
на плоскость XOY;
![]() –площадь проекции
dS
на плоскости YOZ
–площадь проекции
dS
на плоскости YOZ
Тогда
![]()
Интегрируя это выражение по всей поверхности получим:
 .
(0)
.
(0)
Часто τk=0 (относительного скольжения нет) на конечных стадиях заполнения штампа металлом, поэтому:
 .
(1)
.
(1)
В практике расчётов обычно принимают
 ,
где Sz
площадь проекции контактной поверхности
заготовки с подвижным инструментом на
плоскость перпендикулярную оси, вдоль
которой перемещается инструмент.
,
где Sz
площадь проекции контактной поверхности
заготовки с подвижным инструментом на
плоскость перпендикулярную оси, вдоль
которой перемещается инструмент.
Взятие интеграла (1) достаточно трудоёмкая задача даже при известном распределении σn. Интегрирование можно заменить суммированием:
 (2)
(2)
Покажем это на примере осесимметричной заготовки. Эпюра нормальных напряжений и размеры заготовки соответствующие данному моменту формоизменения рассчитаны предварительно:

Рис.3

где σср,i – средняя величина нормального напряжения по i-му элементу контактной поверхности ;
![]() - площадь проекции
i-го
элемента поверхности на плоскость
перпендикулярную вектору υд.
- площадь проекции
i-го
элемента поверхности на плоскость
перпендикулярную вектору υд.
Другие составляющие
силы
![]() ;
проекцииPx
и Py
также можно найти аналогично Pz.
Эти составляющие оказывают влияние на
силу трения в направляющих
кузнечно-штамповочной машины, на износ
этих направляющих.
;
проекцииPx
и Py
также можно найти аналогично Pz.
Эти составляющие оказывают влияние на
силу трения в направляющих
кузнечно-штамповочной машины, на износ
этих направляющих.
Сила деформирования Pд как и её составляющие по ходу формоизменения заготовки изменяется. Это обусловлено следующими причинами: изменением площади контактной поверхности, изменением напряжения течения металла, изменением контактных напряжений трения.
При разработке операции ОМД важно знать не только максимальное значение силы деформирования Pд max, которое обычно имеет место на конечной стадии формоизменении заготовки, но и требуется информация о Pд в каждый момент времени формоизменения заготовки в операции.
Графическая зависимость силы деформирования от перемещения штампа называется графиком технологических нагрузок.
По оси абсцисс для каждой точки графика откладывается перемещение подвижной части штампа, отсчитываемое от самого нижнего его положения до текущего (мгновенного) положения против действительного перемещения.
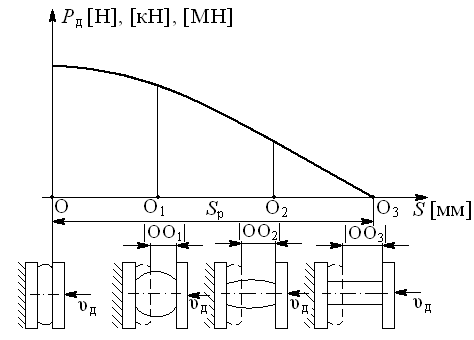
Рис.4 Sр – рабочий ход штампа [мм]; точка O3 – соответствует началу операции ОМД; точка О – окончанию операции ОМД.
Количество расчетных точек графика произвольно, но не менее 3-х, чем больше, тем лучше. Для того чтобы построить график необходимо знать эпюры σn и τk в моменты времени формоизменения заготовки соответствующие перемещениям штампа (точкам О, О1, О2, О3 и т.д. Оi).
Инженерными методами позволяющими рассчитать эпюры σn и τk являются методы: СРДУР и УП.
Алгоритм расчета координат каждой точки графика следующий:
Расчет эпюр σn и τk по подвижной контактной поверхности или функций σn=f(x,y,z) и τk=f1(x,y,z);
Расчет текущего значения модуля перемещения подвижного штампа (О3О2, О3О1, О3О и т. д.);
Расчет силы деформирования – взятие интеграла (0) или (1), или вычисление суммы (2), соответствующей перемещению подвижного штампа (О3О2, О3О1, О3О и т. д.);
Построение точки графика с координатами
 .
.
Расчет сил деформирования и графика технологических нагрузок можно осуществить и др. путем – путем использования так называемых типовых графиков операций ОМД. Эти графики для некоторых операций приводятся в книге Банкетов А.Н. и др. «Кузнечно-штамповочное оборудование». М. Машиностроение, 1982г. 576с. стр. 128-129) и получены обобщением экспериментальных данных измерения силы деформирования Pд и хода штампа в операции. Типовые графики приводятся в безразмерных относительных единицах:
Например, при холодной калибровке- чеканке:

Рис.5 PH – номинальная сила выбранного пресса для осуществления операции холодной калибровки-чеканки;
H – полный ход ползуна пресса.
Зная H и PH выбранного пресса типовой график в относительных единицах можно перестроить в график в абсолютных единицах Pд/PH(S/H) в Pд(S).
Например, H=200 мм PH=1 МН
точке (0,01; 0,8) типового графика будет соответствовать точка графика технологических нагрузок (2; 0,8)
точке (0,015; 0) будет соответствовать точка (3; 0) и т.д.
Отметим, что не для всех операций в литературе можно найти типовые графики.
График технологических нагрузок операции и построенный в той же системе координат график допускаемых сил на рабочем органе кузнечно-штамповочной машины сравниваются между собой, и на этой основе принимается окончательное решение о возможности использования данного оборудования для осуществления операции.
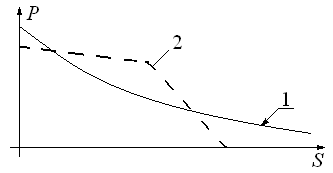
Рис.6
1 – график допускаемых сил
2- график технологических нагрузок
В случае рис.6 использовать оборудование характеризующееся графиком 1 нельзя.
Следующим силовым параметром, который обычно используется при оценке стойкости штампа, является удельная сила деформирования p[Па], [МПа], [кПа].
Удельной силой
деформирования называют отношение
![]() ,
гдеSz
– площадь контактной поверхности на
плоскость перпендикулярную оси OZ,
вдоль которой перемещается подвижная
часть штампа.
,
гдеSz
– площадь контактной поверхности на
плоскость перпендикулярную оси OZ,
вдоль которой перемещается подвижная
часть штампа.
p как Pд в ходе операции изменяются поэтому обычно оценивают pmax и использует его для оценки стойкости и проектирования инструмента.
Рабочее звено кузнечно-штамповочной машины действует на заготовку через штамп. По третьему закону Ньютона, с такой же примерно силой по модулю, но в противоположном направлении заготовка действует на рабочее звено.
Следовательно, механическую работу, совершаемую рабочим звеном за время рабочего хода штампа Sр можно вычислить как:
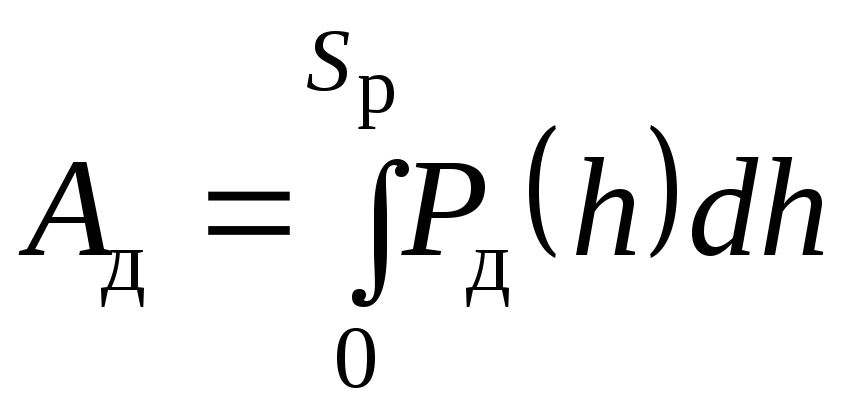 (3)
(3)
Эту работу называют работой деформирования. Как видно из (3) для её расчета необходима аналитическая зависимость Pд(S). Обычно не берут интеграл (3), а оценивают площадь под графиком технологических нагрузок.
Геометрический
смысл определенного интеграла заключается
в том, что интеграл представляет собой
площадь ограниченную кривой
![]() ,
осью абсцисс и прямыми
,
осью абсцисс и прямыми![]() и
и![]() .
.

Рис.7
Механическая энергия (работа деформирования) – расходуется на преодоление внутренних сил (работа пластической деформации) и частично на преодоление сил трения.
![]()
Пример (осадка параллелепипеда без трения), рис.8:
![]()
![]()

Рис.7
![]()
Работу внутренних сил называют работой пластической деформации. В элементарном объеме dV в котором Tσ=const Tτ=const.
![]() или
или

если учесть зависимость σi(εi)- диаграмму деформирования:
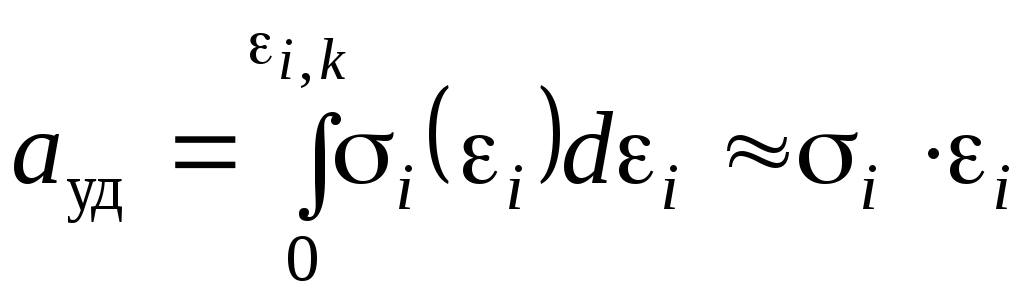 - удельная работа.
- удельная работа.

Рис.8
Работа пластической деформации:
 (4)
(4)
или приближенно
 (5)
(5)
где Vз – объем заготовки, εi,k – значение интенсивности деформации в элементарном объеме dVk , xk, yk, zk – размеры заготовки в направлении осей x,y,z.
Взятие интегралов (4) и (5) представляет собой достаточно трудоемкую задачу.
Обычно интеграл заменяют суммой.
Заготовку разбивают
на конечные объемы V1,
V2,
V3,
V4,
Vi,
оценивают
в каждом среднее значение
![]() и вычисляют сумму:
и вычисляют сумму:
![]() (7)
(7)
Работа пластической деформации непрерывно увеличивается по ходу операции, от 0 до максимального значения.
![]()
![]()
где γij
– компоненты тензора деформаций
![]()
Мощность пластической деформации
![]() или
или

![]() - среднее
значение интенсивности скорости
деформации для j-го
объема.
- среднее
значение интенсивности скорости
деформации для j-го
объема.