

* Plastservice
Параметры процесса литья под давлением
83
Установка правильной высоты давления выдержки
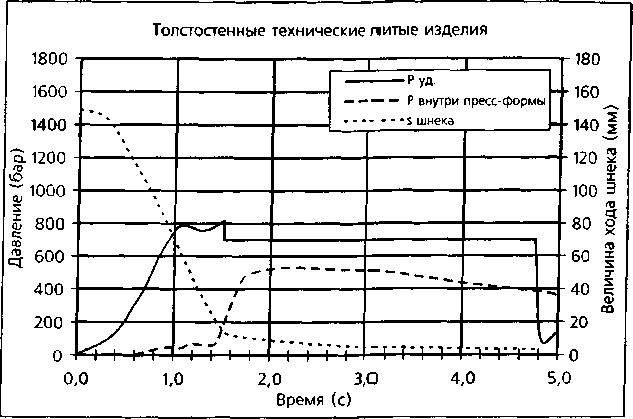
Оценки давления внутри пресс-формы по исследованиям впрыска в производственных условиях показали, что у тонкостенных литых издепии максимальное давление внутри пресс-формы всегда возникает в конце фазы впрыска (Рис. 4.8).
&1200
ю
~ш1000 £ 800
QG
■3 боо ■
400 ■
200
Тонкостенные литые изделия
-Руд.
Р внутри пресс-формы
■ - - - - s шнека
V
180 160^
140 Л
го 120 S
100
80 60
40 20

О >Н 0,0
I I I I
I I I I
I I I I
5,0
>
l'l
I
4.0
1.0
2'0п / \3'0
L
Время (с)
Рис. 4.8: Режим давления при толаоаенных и тонкоаенных литых изделиях °еПШ9 Plastservice
84
Параметры процесса литья под давлением
При литье технических изделий с временем впрыска больше чем 1,0 с макс, давление внутри пресс-формы возникает всегда во время фазы выдержки под давлением (Рис. 4.8), поэтому эта фаза процесса, как упомянуто выше, является фазой, определяющей качество. Чтобы правильно установить высоту давления выдержки для технических изделий, должно быть заранее известно, каким должно быть минимальное давление внутри пресс-формы, определяющее качество.
Группа изделий Требования к качеству |
Изделие |
Материал |
Давление апрыс -ка бар |
Давление выдвр хеси бар |
Давление внутри п/формы бар |
Универсальные изделия Отклонения по размеру и форме малые Структурная составляющая малая Качество поверхюсти среднее |
Складской ящик Транспортная тара Корпус пылесоса Корпус машины Корпус кофеварки Корпус телевизора Корпус компьютера |
ПС пп АБС ПА ПП ПС АБС |
1000 1250 980 1000 1100 1200 1300 |
450 550 550 550 550 600 600 |
280-320 350-400 350-400 350-400 350-400 350-400 350-400 |
Одноразовые/ многоразовые функциональные изделия Отклонения по размеру и форме высокие Структурная составляющая средняя Качество поверхюсти высокое |
Дискета 3,5" Коробка для CD Видеокассета Рамка для слайдов Ручка бритвы Аудиокассета |
АБС ПС ПС ПС ПС ПС |
1700 1550 1300 1600 1450 1300 |
600 650 500 600 600 600 |
380-420 400-450 280-320 400-450 400-450 350-400 |
Технические функциональные изделия Отклонения по размеру и форме ере дние Структурная составляющая ■ средняя Качество поверхности высокое |
о 5 о о ° 5 ■е- s ь ? 5 о н ф i Sl |
АБС ПК/АБС ПК ПС ПА6-СВ |
800 1600 1400 1100 1000 |
650 850 850 650 650 |
450-500 650-700 550-600 400-450- 400-450 |
Технические функциональные изделия Отклонения по размеру и форме высокие Структурная составляющая высокая Качество поверхюсти среднее |
Штекерная рейка Шестерня Корпус камэры Тормозной цилиндр Штекер Программный валик Сепаратор шарин> подшипника |
ПБТ ПОМ ПК-СВ пом пом ПА66С8 ПА66 |
1200 В80 1300 900 750 800 950 |
600 1000 700 900 900 700 600 |
750-800 750-800 500-550 700-750) 700-750 500-550 450-500 |
Крупные автомобильные детали Отклонения по размеру и форме малые Структурная составляющая среди яя Качество поверхюсти среднее |
Выступающая часть пола между передними сиденьями бампер Щиток приборов Обшивка двери Обшивка колеса |
пп пп пп пп пп |
1300 1200 1200 1150 1450 |
550 500 550 500 550 |
350-400 350-W0 35ГМ00 350-400 350-400 |
-У Plastservice
|
Параметры процесса литья под давлением |
|
|
|
|
|
|
|
|
85 |
|||
|
Группа изделий |
Изделие |
Мате- |
Дав- |
Дав- |
Давление |
|
|
|
риал |
ление впры ска |
ление выдержки |
внутри пресс-формы |
|
Требования по качеству |
|
|
бар |
бар |
бар |
|
Одноразовые/многоразовые |
Навинчивающаяся |
|
|
|
|
|
функциональные изделия |
крышка |
пп |
1200 |
500 |
330-380 |
|
Отклонения по размеру |
Навинчивающийся |
|
|
|
|
|
и форме средние Структурная |
затвор Навинчивающийся |
пэ |
950 |
500 |
350-400 |
; |
составляющая средняя |
колпачок |
пэ |
1500 |
800 |
550-600 |
I |
Качество поверхюсти среднее |
Откидной зэтвор |
пэ |
1200 |
500 |
350-400 |
|
Насадка для доэг |
|
|
|
|
|
|
|
ровки жидкостей |
пэ |
1300 |
500 |
350-400 |
|
Многоразовые функциональ- |
Смесительная миска |
пп |
900 |
500 |
300-350 |
i |
ные изделия Отклонения |
Сито Лоток для бумаги |
пп |
1050 |
550 |
300-350 |
1 |
по размеру и форме малые Структурная |
формата А4 Канцелярский |
ПС |
1100 |
550 |
300-350 |
. |
составляющая малая |
настольный комплект |
САН |
1000 |
600 |
350-400 |
i |
Качество поверхности среднее |
Кофейный фильтр |
САН |
950 |
600 |
350-400 |
i |
Одноразовые функциональные |
|
|
|
|
|
|
изделия |
Цилиндр |
ПП |
1300 |
600 |
350-400 |
i |
Отклонения по размеру |
Поршень |
пп |
850 |
500 |
400-450 |
1 |
и форме высокие Структурная составляющая |
Пипетка Химическая пробир- |
пп |
1400 |
600 |
400-450 |
|
средняя |
ка |
ПС |
1200 |
550 |
400-450 |
i |
Качество поверхности среднее |
Чашка Петри |
ПС |
1200 |
550 |
400-450 |
1 |
Одноразовая/ многоразовая |
Стакан для напитков |
ПС |
1300 |
650 |
550-600 |
|
упаковка Отклонения по размеру |
Стакан для йогурта |
пп |
1500 |
700 |
550-600 |
|
и форме средние |
Цветочный горшок |
пп |
1600 |
700 |
600-700 |
i |
Структурная |
Стаканчик для мороженого |
пп |
1600 |
800 |
550-600 |
I |
составляющая средняя |
Ведро |
пп |
1800 |
800 |
450-500 |
I? |
Качество поверхности среднее |
|
|
|
|
|
|
Оптические изделия |
Задний фонарь |
ПММА |
1300 |
850 |
600-650 |
|
Отклонения по размеру |
Оптическая линза |
ПММА |
800 |
800 |
600-650 |
|
и форме высокие |
Призма |
ПММА |
850 |
800 |
600-650 |
|
Структурная |
Рассеиватель |
ПК |
1500 |
850 |
600-650 |
|
составляющая средняя „ 1 Стекло для очков Качество поверхности высокое | | |
ПММА |
950 |
800 |
600-650 |
|
Табл. 4.1: Требующиеся давление впрыска, давление выдержки, внутреннее давление в пресс-форме для разных изделий
Примеры в Табл. 4.1 показывают изделия различных групп продукции и требующиеся давления внутри пресс-формы. Кроме того, указано также гидравлическое давление выдержки, при котором достигается требующееся давление внутри пресс-формы.
Demaa
Plastservice