

E Plastservice
Параметры процесса литья под давлением
71
Распределение давления при слишком сильно ограниченном давлении впрыска
|п
рыска
1600 1400
^1200
Ограничение д;
вления а
з:
-Руд-
Р внутри пресс-формы - s шнека
180
Н-160
140 3
2
120
 h
100
h
100
80
60
40 5
20
I гГ\
i
i i I
I I I i I I I I и
ГГм'ГП
I
I i I i I I i I
о
0 1,0 2,0 3,0 4,0 5,0 6,0 7,0
Время (с)
180 160 140'
1800
вле^ие впрь|ска + 10[%
Р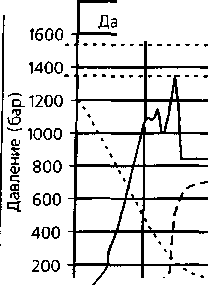 аспределение
давления
при
неограниченном
давлении
впрыска
аспределение
давления
при
неограниченном
давлении
впрыска
Руд. |_|_
. Р внутри
пресс-формы ------ s шнека
h 120 '
100 |
80 §
о
X
60 га
г
4![]() 0
| 20
0
| 20
о
К
I кГГ
i i i i I м
i i I
i i i i
I
i ГГГ1
"i
i i i I i i if
I о
0,0 1,0 2,0 3,0 4,0 5,0 6,0 7,0
Время (с)
Рис. 4.2: Давление внутри пресс-формы и длина хода шнека при ограниченном и неограниченном давлении впрыска
Demag
Plastservice
72
Параметры процесса литья под давлением
4.2 Точка переключения с давления впрыска на выдержку под давлением
При изготовлении технических литых изделий правильно выбранная и точно воспроизводимая точка переключения с фазы впрыска на фазу выдержки под давлением играет важную роль. В течение фазы впрыска, регулируемой по скороаи, расплав плаамассы вводится в полоаь формы, пока она не будет заполнена по всему объему. В последующей фазе выдержки под давлением, регулируемой по давлению, компенсируется усадка объема, происшедшая из-за термического сжатия.
В идеальном случае переключение производится точно к моменту объемного наполнения полоаи. Переключение может быть организовано в зависимоаи от хода, времени, гидравлического давления и давления расплава внутри пресс-формы.
Переключение в зависимоаи от хода шнека
При зависящем от хода переключении выдержка под давлением включается в зависимоаи от положения шнека. Важным условием для гарантирования поаоянного качеава литого изделия при этом типе переключения является конечное положение шнека после дозировки, выдерживаемое арого поаоянным, и работа затвора обратного потока с хорошей воспроизводимоаью.
Переключение с зависимостью от времени
Переключение производится по иаечении уаановленного для длительноаи впрыска времени. В большинаве случаев это время можно определить при задании переключения на выдержку по ходу шнека, машина при этом сама измерит длительноаь фазы впрыска. Затем включается режим переключения на выдержку в зависимоаи от времени. Переключение с зависимоаью от времени впрыска сегодня является более точным, чем это было всего несколько лет назад, так как регулирование скоростей на современных машинах литья под давлением аало намного точнее.
Переключение в зависимоаи от гидравлического давления '"
Переключение в зависимоаи от давления в гидравлике производится с помощью датчика давления в гидравлическом цилиндре впрыска. При доаижении заданного значения давления происходит переключение на выдержку под давлением.
Переключение с зависимоаью от давления внутри пресс-формы
С помощью датчика давления или усилия, уаановленного в пресс-форме, можно производить переключение с зависимоаью от давления точно в момент заполнения всего объема полоаи формы. При переключении, зависящем от внутреннего давления в пресс-форме, переключение производится принудительно всегда при одинаковой величине заполнения объема. При этом сильно снижается влияние на качеаво изделий других факторов, таких как работа затвора обратного потока или конечное положение шнека после дозировки.
У Plastsenrico
Параметры процесса литья под давлением
73

Demaq
Plastservice
74
Параметры процесса литья под давление*
Наиболее точный вид переключения - это переключение, зависимое от давления
внутри пресс-формы. Рис. 4.3 показывает разницу в режиме внутреннего давления в пресс-форме между переключениями, зависимыми от величины хода шнека и от внутреннего давления в пресс-форме. И хотя переключение в зависимоаи от внутреннего давления в пресс-форме требует повышенных затрат на техническое оборудование машины и пресс-формы, есть и целый ряд технологических преимуществ:
• Переключение происходит всегда очень точно при заданном наполнении полости формы.
Так как это переключение очень точное и, тем самым, имеется очень малое рассеяние, можно переключаться также и очень поздно, например, в конце фазы компрессии.
Переработчик с помощью датчика давления в пресс-форме получает очень ценные сведения обо всех изменениях давления во время фазы впрыска и фазы выдержки под давлением.
Переключение в зависимоаи от величины хода - наиболее распространенный вид переключения. Как упомянуто выше, нужно следить за тем, чтобы конечное положение шнека перед впрыскиванием выдерживалось в узких допусках. Кроме того, затвор обратного потока должен надежно и точно запираться, чтобы во время фазы впрыска обратно в витки шнека утекало всегда приблизительно одно и то же количество расплава. Далее, функция переключения в зависимости от величины хода должна выполняться машиной очень стабильно. Современные машины литья под давлением показывают, в какой точке по ходу шнека было фактически выполнено переключение с впрыска на давление выдержки. Неточность этой функции от одного впрыска к другому может стать очень большой, особенно при высоких скоростях впрыска. Колебания положения точки переключения будут меньше, если непосредственно перед переключением скорость впрыска будет заметно снижена (Рис. 4.4). Колебание положения точки переключения не должно быть больше чем ± 0,1 мм. Если вышеуказанные условия выполнены, переключение в зависимости от величины хода шнека вполне достаточно для многих целей применения.'
Demao