

** Plastservice
60
Параметры процесса литья под давлением
Рис. 3.10 показывает влияние противодавления шнека на поток пластикации при переработке полиамида. В нормальном случае у распространенных пластмасс производительность по пластикации при повышении противодавления шнека с 50 бар до 100 бар снижается на 5 - 10%. Значительно более высокая разница указывает на износ на перемычках шнека.
3.4 Время задержки дозирования
Время задержки дозирования задается, если время охлаждения в соотношении с временем дозирования слишком длинное. В принципе, пластикация должна выполняться для всех материалов с медленной скоростью вращения шнека. Если время дозирования, несмотря на медленную скорость вращения шнека, существенно короче, чем время охлаждения, то есть опасность, что расплав, находящийся в переднем секторе шнека, охлаждается неоднородно. Эта неоднородность расплава может привести к литым изделиям с плохими механическими свойствами. В таких случаях задержка нужна для того, чтобы свежеприготовленный однородный расплав впрыскивался в пресс-форму непосредственно после конца дозирования.
Время задержки дозирования должно быть выбрано так, чтобы процесс дозирования при медленной скорости вращения шнека заканчивался непосредственно перед истечением времени охлаждения.
3.5 Противодавление шнека
Противодавление (давление торможения) шнека является давлением расплава перед головкой шнека, против которого шнек работает во время фазы пластикации, подавая расплав в передний сектор шнека. Регулировкой противодавления шнека меняется давление массы в шнековом цилиндре (Рис. 3.11), благодаря чему втянутый с гранулятом воздух, находящийся вучасткезоны загрузки, можно вытеснить в направлении загрузочного отверстия (Рис. 3.12). Если этот воздух попадет в расплав и останется в нем, то он приведет к образованию в литом изделии серых или черных полос.

Параметры
процесса
литья
под
давление»»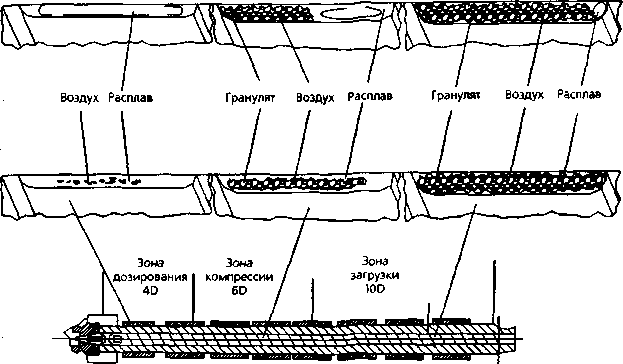
Качество перемешивания расплава можно улучшить с помощью более высокого противодавления. Однако выбор слишком высокого противодавления ведет к более низкой производительности по плааикации. В принципе, нет материала, который должен перерабатываться без противодавления. Легкотекучие и легко плавящиеся материалы нуждаются в более низком противодавлении, чем труднотекучие.
Противодавление не только помогает гомогенизировать материал, но при плааикации оно противопоставляет шнеку равномерное сопротивление, чтобы дозировать постоянное количество материала. При большом ходе дозирования в ЗД или больше после примерно 75% хода дозирования нужно пластицировать с увеличением противодавления примерно на 50%, чтобы выдержать равномерный осевой профиль температуры массы.
Распространенное мнение о том, что многие пластмассы хорошо пластицируются и без противодавления, основано на опыте с более старыми машинами литья под давлением. У этих машин механическое и гидравлическое сопротивление в узле впрыска было таким высоким, что даже при установке противодавления на "0" возникало фактическое противодавление в размере до 50 бар (уд.)
У современных машин литья под давлением механическое и гидравлическое сопротивление в узле впрыска такое низкое, что минимальное противодавление равно примерно Ю бар, которое, однако, для большинства материалов слишком мало.
Рекомендуется для всех материалов устанавливать противодавление осознанно. Правильная высота противодавления для различных материалов указана в Табл. 3.4.