

82 Детали из пластмасс • отливать без дефектов

Эффект грампластинки
Признаки дефекта
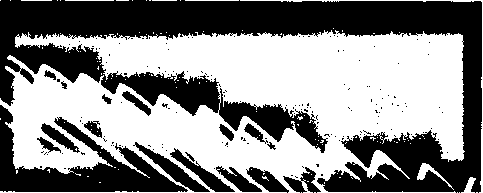
Большей частью в конце хода течения можно наблюдать тонкие бороздки поперек направления потока. Чаао они возникают у толаоаенных изделий и изделий из высоковязких (трудно текучих) материалов. Бороздки сформированы подобно тому, как они выглядят на грамплааинке. У изделий из ПК они очень тонкие, у изделий из АБС они больше, серые и матовые.
Физические причины
Если расплав при процессе впрыска, в особенноаи при низких скороаях впрыска, отвердевает на по-верхноаи слишком быаро, то сопротивление потоку аановится слишком большим и направленный поток тормозится. При этом отвердевший поверх-ноаный слой сдвигается и прилегает к аенке пресс-формы не полноаью, а только бороздками. Эти бороздки затвердевают и уже не могут выравниваться давлением выдержки.
1
Причины, обусловленные параметрами |
Способ устранения |
Скорость впрыска слишком низкая |
Повысить скорость впрыска |
Температура массы слишком низкая |
Повысить температуру цилиндра; повысить Щ противодавление шнека щ |
Температура поверхности пресс-формы слишком низкая |
Повысить температуру пресс-формы щ |
Давление выдержки слишком низкое |
Повысить давление выдержки Щ |
Причины, обусловленные конструкцией |
Способ устранения |
Сечение литниковой системы слишком |
Увеличить сечение литниковой системы |
мало |
|
Отверстие сопла слишком мало |
Увеличить отверстие сопла |
*
^plastservfce
Детали из пластмасс - отливать без дефектов


Demaq
м
Детали из пластмасс - отливать без дефектов
Соединительный шов
Признаки дефекта
В картине наполнения образуется соединительный шов в виде линии соединения отдельных фронтов течения. Особенно при применении отполированных до высокого глянца поверхноаей пресс-формы соединительный шов наблюдается в виде "царапины" или насечки, которая видима особенно четко у темных или прозрачных изделий. Соединительный шов образуется всегда в направлении потока.
Физические причины
Соединительные швы возникают тогда, когда поток массы разделяется и снова соединяется, например, при обтекании стержней или у изделий, которые впрыскивались в несколько гнезд. Там, где масса (снова) встречается, на поверхности образуется соединительный шов. Чем больше обтекаемый стержень или ход течения между точками впрыскивания, тем отчетливее виден соединительный шов. Незначительные швы не влияют на прочностные свойства.
Если, однако, потоку нужно преодолеть большой путь, а температура и давление недостаточны, отливаемое изделие оформляется не полностью, и возникает отчетливо видимая насечка. Причина этого - фронты потоков сплавились друг с другом неоднородно и возникает ослабление прочности. При формовочной массе с добавкой краски особенно по причине сильно различающейся ориентации это может привести к изменению окраски в зоне стыка. Количество и положение литниковых систем определяют число и положение соединительных швов. Чем меньше угол объединения фронтов потока, тем более ярко выражен соединительный шов.
Причины, обусловленные параметрами |
Способ устранения |
Скорость впрыска слишком низкая |
Увеличить скорость впрыска |
Температура стенок пресс-формы слишком низкая |
Повысить температуру стенок пресс-формы |
Температура массы слишком низкая |
Повысить температуру цилиндра |
Давление выдержки слишком мало |
Повысить давление выдержки, раньше переключать на выдержку под давлением |
Причины, обусловленные конструкцией |
Способ устранения |
Литниковая система на неудачном месте Нет отвода воздуха в месте соединения потоков |
Сместить литниковую систему; сместить соединительный шов в невидимую зону Вентиляцию устроить по размерам соответственно материалу (АБС: глубиной 0,02 мм; ПА: глубиной 0,01 мм) |
Demag , Л
аplastservice
Детали
из
пластмасс
- отливать
без
дефектов
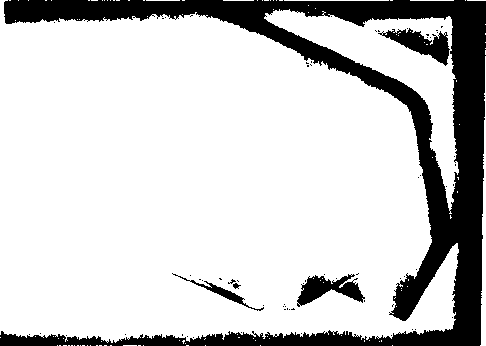
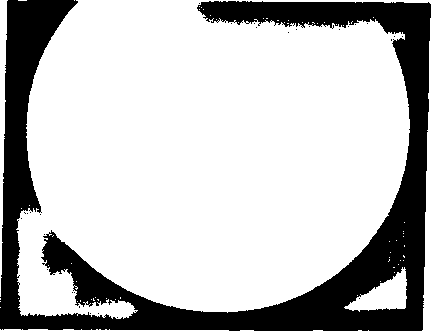
Позади отверстий или стержней два фронта течения встречаются друг с другом и образуют соединительный шов. Чем отвеснее мело встречи фронтов течения друг с другом, тем отчетливее выражен соединительный шов. На дальнейшем пути течения позади места возникновения соединительного шва фронты течения объединяются снова в один поток расплава с совместным фронтом течения

Отливка из ПММА с четко видимым соединительным швом
Дальнейшие примеры на ар. 86
Детали из пластмасс - отливать без дефектов
>>&

Demag
Свили из-за влаги
Признаки дефекта
Свили из-за влаги - это серебристо-глянцевые, вытянутые по длине свили на поверхности отливки, которые открыты против направления течения. При не полностью наполненных изделиях фронт течения имеет шероховатую поверхность.
Физические причины
Такие плаамассы, как ПА, АБС, ЦА, ПММА, САН и ПБТ, склонны к водопоглоще-нию. При неблагоприятном хранении плаамассы влага находится внутри грануля та или на нем. Эта влага при расплавлении плаамассы образует водяной пар. При процессе впрыска эти газовые пузырьки попадают на фронте течения на поверх-ноаь, взрываются и образуют свили в форме U.
Свили из-за влаги и от прижогов с трудом различимы на готовой отливке, поэтому предлагается провеаи проверку: нужно при возможноаи вывеаи расплав из сопла очень медленно. Если при медленном впрыскивании массы наружу на повер-хноаи жгута появляются пузырьки, это однозначно указывает на наличие влаги в плаамассе.
Причины, обусловленные параметрами |
Способ уаранения |
Остаточное содержание влаги в грану-ляте слишком высокое |
Проверить хранение гранулята; произвеаи доааточную предварительную сушку материала, сократить время удержания гранулята в воронке для материала |
Примеры на ар. 88 и 89
2^^9plastservice
Детали из пластмасс - отливать без дефектов


Demag
Детали из пластмасс - отливать без дефектов

Типичные свили из-за влаги на отливке из
• ч

ш![]()
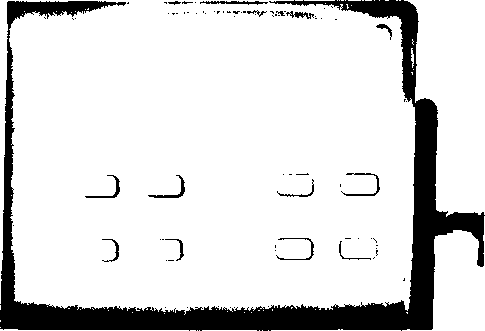
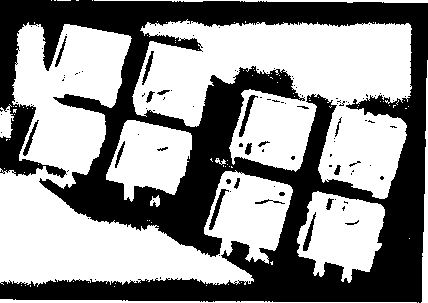
На этом корпусе из АБС возникают свили из-за влаги преимущественно на местах, на которых во время фазы наполнения масса может расширяться, т.е. непосредственно позади отвераии с тонкими сечениями
Demap
90
Детали из пластмасс - отливать без дефектов
Свили краски
Признаки дефекта
Свили краски появляются в форме разницы в окраске на поверхности отливки и возникают близ литника и в отдалении от него, а также иногда особенно четко позади острых кромок.
Физические причины
Свили краски возникают из-за неравномерного распределения красящих пигментов, в особенности при окраске маточной смесью, порошковой или жидкой краской.
Маточные смеси или красящие пигменты при превышении рекомендованной температуры переработки не могут однородно гомогенизироваться или расплавляться. Другой причиной свилей краски может также быть превышение температуры переработки или слишком долгое время удержания в цилиндре, что может привеаи к термическому повреждению красящего вещества или пластмассы (см. об этом также раздел "Свили от пригара", ар. 92).
Если даже материал в цилиндре плааифицируется или гомогенизируется при правильной температуре, но впрыск производится очень быаро через маленькие сечения литника, то может возникнуть такая большая теплота от трения, что красящее вещеаво разлагается и краска меняет цвет.
В принципе, при применении маточных смесей и красящих вещеав нужно следить за тем, чтобы красящее вещеаво и подложка краски были химически и физически совмеаимы с окрашиваемой плаамассой. Причины, обусловленные параметрами Способ устранения
Материал подготовлен неоднородным
Снизить число оборотов шнека, повысить температуру цилиндра; повысить противодавление шнека
Температура массы слишком низкая
Противодавление шнека слишком мало
Число оборотов шнека слишком высокое
Причины, обусловленные конструкцией
Повысить температуру цилиндра; повысить противодавление шнека
Повысить противодавление шнека
Снизить число оборотов шнека
Способ устранения __
Дозировка слишком велика
Время удержания массы в цилиндре слишком короткое
Соотношение длины шнека к диаметру
слишком короткое
Компрессия шнека слишком мала
Не применяется блок резки и смешива-
Применить цилиндр большего диаметра или большего соотношения длины к диаметру
Применить цилиндр с большим диаметром или с большим соотношением длины к диаметру f
Применить цилиндр с большим соотношением длины к диаметру
Применить шнек с большей компрессией
Применить блок резки и/или смешивания
Решая
Детали из пластмасс - отливать без дефектов 91
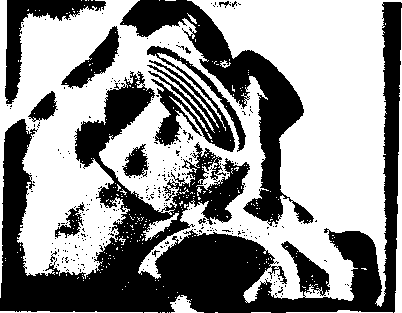
Свили краски на отливке из АБС из за неоднородноаи расплава вызванной слишком низкой температурой цилиндра
Неравномерное распределение краски у детали из ПММА: время удержания массы в цилиндре шнека слишком короткое, что ведет к неоднородному прокрашиванию расплава
Qe&eVplastservice
92
Детали из пластмасс - отливать без дефектов
Свили от пригара
Признаки дефекта
На поверхности отливаемой детали полосы и свили от серебристых или светло-коричневых до темно-коричневых.
Физические причины
Дефекты от пригаров возникают из-за сильного термического повреждения расплава. Полосы пригаров оттенков от светло- до темно-коричневых возникают из-за окисления или разложения массы. Серебристые полосы указывают на трение в зонах шнека, затвора обратного потока, сопла, точки входа литниковой системы, узких сечений или мест с острыми кромками в пресс-форме. Сильное повреждение или разложение в нормальном случае возникает только при длительном простое машины при включенном нагреве цилиндра.
Если свили можно обнаружить только в зоне литника, то большей частью не оптимальны температурный режим в горячем канале или в сопле машины.
Незначительно повышенная температура массы при относительно длительном удержании массы в цилиндре шнека ведет к отливкам с пониженными механическими свойствами. Текучесть массы из-за распада цепей вследствие термического повреждения повышается настолько, что может также произойти избыточный впрыск формуемого изделия. В особенности рекомендуется быть осторожными при сложных пресс-формах.
Причины, обусловленные параметрами
Способ устранения
Температура массы слишком высокая
Температура горячего канала слишком высокая
Время удержания массы в цилиндре слишком длительное
Скорость впрыска слишком высокая
Снизить температуру цилиндра
Проверить температуру горячего канала; снизить температуру горячего канала
Применить цилиндр в меньшим диаметром
Снизить скорость впрыска; ступенчатая скорость впрыска: быстро ■ медленно
Причины, обусловленные конструкцией
Способ устранения
Компрессия шнека слишком большая
Соотношение длины к диаметру слишком большое
Применить шнек с меньшей компрессией
Установить цилиндр с меньшим соотношением длины к диаметру
Решая
Цетали из пластмасс - отливать без дефектов
93
термического повреждения (слева); слишком длительное удержание массы в цилиндре ведет к термическому повреждению расплава (справа): текучесть массы из-за термического повреждения повышается настолько, что нельзя предотвратить перелив изделия
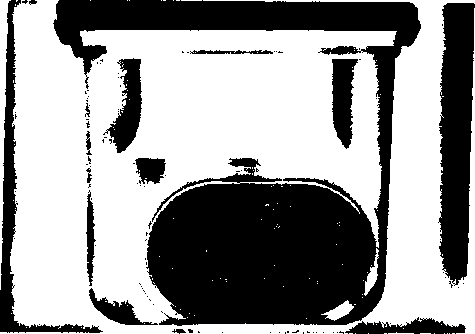
Свили
от
пригара
в
середине
пути
течения
у
преформы
(заготовки)
для
бутылок
из
ПЭТ:
впрыснутая
в
первую
очередь
масса
была
в
горячем
канале
и
не
имеет
дефектов,
последующая
масса
в
начале
цикла
находилась
в
распределителе
горячего
канала
и
имеет
пригары
из-за
термического
повреждения,
впрыснутая
из
цилиндра
в
последнюю
очередь
масса
снова
не
имеет
дефектов.
Следовательно,
прежде
всего
следует
проверить
температурный
режим
распределителя
горячего
канала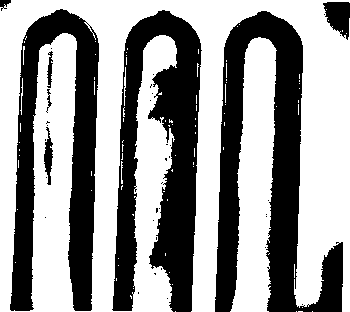
Demag
94
Детали из пластмасс - отливать без дефектов
Свили из-за стекловолокна
Признаки дефекта '*
Отливки из армированных аекловолокном пластмасс имеют различную аруктуру поверхности: матовые, шероховатые, чааично с металлическим блеском меаа, которые прежде всего особенно отчетливо видимы возле отвераий, поворотов и на меаах соединения потоков.
Физические причины ;
При медленной скороаи впрыска и слишком низкой температуре пресс-формы расплав со аекловолокном отвердевает слишком быаро на поверхноаи пресс- формы, и аекловолокно уже не располагается правильно в расплаве. •;
Если два фронта течения варечаются друг с другом, то из-за выпрямления аекло-волокна в направлении течения создается неравномерная аруктура поверхноаи на меае соединения течений, и из-за этого возникает оптически очень ярко выраженный соединительный шов.
Вышеназванные явления проявляются цилиндре шнека не оптимальна, напр следавие - расплав неоднородный.
Причины, обусловленные параметрами
еще отчетливее, если подготовка массы в ., ход дозировки слишком большой и как
Способ устранения
Скорость впрыска слишком низкая
Температура пресс-формы слишком низкая
Температура массы слишком низкая
Температура массы имеет большие перепады, т.е. неоднородная масса
Увеличить скорость впрыска;
возможно, требуется ступенчатая скорость
впрыска: медленно - быаро
Повысить температуру пресс-формы
I
Повысить температуру цилиндра; повысить противодавление шнека
Повысить противодавление шнека; снизить число оборотов шнека; установить больший цилиндр, чтобы достичь меньшей дозировки
Demag
Детали из пластмасс - отливать без дефектов
95

Demag
96
Детали из пластмасс • отливать без дефектов
Переливы
Признаки дефекта
У отливки есть наплывы верхностях.
Физические причины
на выемках, температурных швах и уплотнительных no-
El большинстве случаев усилие замыкания машины недостаточно, чтобы удержать пресс-форму по плоскости разъема во время фазы впрыска и выдержки под давлением. При высоком внутреннем давлении в пресс-форме даже местный прогиб металла пресс-формы может вызвать образование наплыва. При высоких температурах переработки и высоких скороаях впрыска масса в конце пути течения еще такая жидкая, что при недоааточнои герметичноаи плоскоаеи разъемов может возникнуть образование наплыва.
Если отливка имеет излишек впрыска только на одном определенном меае (см. ар. 97 вверху), то это указывает на дефект в пресс-форме: в этом меае пресс-форма не герметизирует правильно. Причины для образования наплыва иллюари-рует фото на ар. 97 внизу: меаный перелив из-за дефектов пресс-формы (справа) и образование наплывов почти по всему телу изделия вследдвие слишком низкого усилия замыкания (слева).
Внимание! Усилие замыкания не должно повышаться как попало, чтобы предотвратить образование наплыва, так как оно может повредить пресс-форму. Рекомендуется сначала точно уаановить дейавительные причины образования наплыва. В особенноаи при многогнездных пресс-формах для этого пригодится изучение процесса наполнения пресс-формы, с помощью которого можно хорошо уяснить возникновение наплыва.
Причины, обусловленные параметрами
Усилие замыкания слишком мало Скорость впрыска слишком высокая
Переключение на выдержку под давлением запоздало Температура массы слишком высокая
Температура стенок пресс-формы слишком высокая
Давление выдержки слишком высокое Причины, обусловленные конструкцией
Слишком слабая конструкция пресс-формы
Пресс-форма недостаточно герметизирует формообразующий объем в плоскости разъема и на отверстиях
Способ устра нения
i
Повысить усилие замыкания
Снизить скорость впрыска: ступенчатая скорость впрыска: быстро - медленно .'?
Переключать с давления впрыска на давление выдержки раньше
Снизить температуру цилиндра *
Снизить температуру стенок пресс-формы ;«'
.1
Снизить давление выдержки '
Способ устранения
Сконструировать более жесткую пресс-форму Доработать пресс-форму
Demag
Детали из пластмасс - отливать без дефектов


Demag
98
Детали из пластмасс - отливать без дефектов
Впадины
Признаки дефекта
На поверхности отливки имеются углубления в зоне больших толщин материала. Прежде всего впадины возникают на участка с максимальной толщиной стенки или в местах с перепадами в толщине стенок.
Физические причины
Из-за усадки массы во время процесса охлаждения затвердевание поверхностного слоя ведет к образованию внутренних напряжений внутри отливки. Если они достаточно велики, то происходит пластическая деформация наружного слоя, т.е. наружный слой втягивается внутрь. Если внутренняя часть отливки при усадке посредством давления выдержки не получит дополнительного материала и наружные стенки вследствие недостаточного охлаждения еще недостаточно стабильны, возникают промежутки между стенкой пресс-формы и поверхностным слоем изделия.
Вообще, эти промежутки называются впадинами. У изделий с большой толщиной стенки впадины могут возникать и после извлечения из формы. В этих случаях теплота, находящаяся в сердцевине, воздействует на наружную оболочку и, нагревая, размягчает её. Из-за растягивающих напряжений, появляющихся в изделии, теплая наружная оболочка втягивается внутрь - возникают впадины.
Причины, обусловленные параметрами
Способ устранения
Давление
выдержки
слишком
низкое
Время
выдержки
под
давлением
слишком
короткое
Температура
стенок
пресс-формы
слишком
высокая
Температура
массы
слишком
высокая
Причины,
обусловленные
конструкцией
Сечение
литника
слишком
маленькое
Примыкание
литникового
канала
слишком
большая
Отверстие
сопла
слишком
маленькое
Изделие
впрыскивается
на
участке
малой
толщины
стенки
Толщины
стенок
слишком
большие
Неблагоприятное
соотношение
толщины
стенки
к
ребру
Увеличить время выдержки под давлением |
Снизить температуру стенок пресс-формы \
Снизить температуру массы; снизить температуру цилиндра
Способ устранения
Увеличить сечение литника Уменьшить длину литникового канала
Увеличить отверстие сопла
Впрыскивать изделие на участке с большой толщиной стенки
Уменьшить толщины стенок
Решая
Сформировать более благоприятное соотно
plastservice
Детали из пластмасс - отливать без дефектов

УЯЯ?У*Щ?1->&1%Я$ф')**?**%*> '

Дальнейшие примеры на ар. 100
Demaq