

Глава 8
Примеры расчёта усилия смыкания
122
Литье под давлением — коротко и ясно
Усилие смыкания это сумма усилий приложенных к колоннам после окончания закрытия и зажима формы перед началом впрыска. Разжимающая сила - это произведение внутреннего давления в пресс-форме на проецируемую площадь изделия.
Усилие смыкания должно как минимум на 10% превышать разжимающую силу. Требуемое усилие смыкания может быть определено по "дыханию" пресс-формы или с помощью геометрии детали и внутреннего давления в пресс-форме.
Определение усилия смыкания по "дыханию" пресс-формы здесь рассматриваться не будет.
Расчет потребного усилия удержания производится по формуле:
/4„„.
где
F, =Р...
100
F2 = усилию удержания (кН)
Pw = среднему давлению внутри формы (бар),
Aproj - проецируемая площадь изделия (см2).
1
r;J»
8.1. Расчетусилия смыкания для любых изделий
Для расчета усилия смыкания должна быть известна площадь проекции изделия в направлении действия разжимающей силы (рис. 8.1).

Demag
 Литье
под
давлением
—
коротко
и
ясно
0110
Литье
под
давлением
—
коротко
и
ясно
0110
123
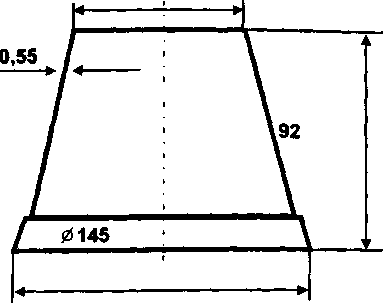
Материал: ПП.
Индекс расплава: MFI 35 230 "С/5 [г/10 мин].
Площадь отливки: 162см2.
Путь течения: 150 мм.
Средняя толщина стенки: 0,55 мм.
Отношение пути течения к толщине стенки = 275:1
Процесс вычисления
Отношение пути течения к толщине стенки:
150:0,55=275: 1.
Эффективное внутреннее давление в форме = 600 кгс/см .
Исполнение формы: одногнездная.
Площадь отливки х эффективное внутреннее давление формы = 162 см2 х 600 кгс/см2 = 97200 кгс = 97,2 т.
Результат
Выбранная величина узла смыкания: 110т. При этом резерв по усилию смыкания « 13%.
Demag
Группы продуктов |
Изделия |
Сырье |
Зремя впрыска |
Время подпитки |
Цавпение впрыска |
Давление Внутр давление подпитки в форме |
|
с |
с |
бар |
бар |
бар |
|||
Обычные ли гее детали Требования к качеству Отклонения массы и размеров низкие Качество структуры ьизкие Поверхность средние |
Складской «дик |
PS |
3,0 |
6,0 |
1000 |
450 |
280 - 350 |
Транспр.тгный контейнер |
РР |
2,5 |
5,5 |
1250 |
550 |
350-400 |
|
Корпус пылесоса |
АВ5 |
2,5 |
7,0 |
980 |
550 |
350 - 400 |
|
Корпус тиш. малинки |
РА |
2,5 |
7,0 |
1000 |
550 |
350 - 400 |
|
Корпус кофееарки |
РР |
2,0 |
6,0 |
1100 |
550 |
350 - 400 |
|
Корпус"елгвизора |
Р5 |
3,5 |
6,0 |
1200 |
600 |
350 400 |
|
Кор' ус компьютера |
АВ5 |
3,5 |
6,0 |
1300 |
600 |
350 - 400 |
|
Одноразовые / многоразовые издегин Требования к качеству Отклонения массы и размеров васокие Качестве структуры средние Поверхность высокие |
3,5 "дискет |
ABS |
0,22 |
0,9 |
1700 |
600 |
380-420 |
Упаковка CD |
PS |
0,4 |
1,0 |
1550 |
650 |
400 - 450 |
|
Видесчаиеш |
PS |
0,9 |
3.5 |
1300 |
500 |
280-350 |
|
Рамка лиапои-тива |
PS |
•0,25 |
0,7 |
1600 |
600 |
400 - 450 |
|
Ручка безоч. бритвы |
PS |
0.5 |
1.5 |
1450 |
600 |
400 - 450 |
|
Аудис-;йггета |
PS |
0,45 |
2,2 |
1300 |
600 |
350 - 400 |
|
Технические изделия ' ребования к качеству Отклонения массы и размеров средние Качество структуры средние Поверхность высокие |
Кэы^'ка CD плейера |
ABS |
1.5 |
5.0 |
800 |
650 |
450 - 500 |
Коргус чоб телефона |
ABS/PC |
0,2 |
1.5 |
1600 |
850 |
650 - 700 |
|
Корпус видеокамеры |
PC |
1.2 |
2.5 |
1400 |
850 |
550 - 600 |
|
!_Пасси видеомагнитофона |
PS |
2.3 |
5.0 |
1100 |
650 |
400 - 450 |
|
Колпаккогеса |
PA6-GF |
2.0 |
5.0 |
1000 |
650 |
400 - 450 |
|
Технические изделия Требования к качеству Отклонения массы и размеров высокие Кач!ч-тао структуры Высокие ' 'ояерхнос~ь средние |
<орг-угэлект раэьема |
РВТ |
0.5 |
1.5 |
1200 |
600 |
750 - 800 |
L.остерия |
РОМ |
2.0 |
8.0 |
880 |
1000 |
750 - 800 |
|
Корпус фотокамеры |
PC-GF |
0,7 |
6.0 |
1300 |
7ПП |
500 - 550 |
|
Тормозной цилиндр |
РОМ |
1.8 |
10.0 |
900 |
900 |
700 - 750 |
|
Программирующий валик |
РОМ |
2.2 |
7.0 |
750 |
900 |
700 - 750 |
|
И,теккер |
PA66-GF |
15 |
5.0 |
800 |
700 |
500 - 550 |
|
Обойма шар. подшипника |
PA6R |
08 |
3.5 |
950 |
600 |
450 - 500 |
|
Большие автомобильные детали Требования к качеству 0-клонения массы и размеров чиэкие Качество структуры средние Поверхность средние |
Средняя панель (аатомоб.) |
РР |
3.0 |
6.0 |
1300 |
550 |
350 - 400 |
Демпфирующая штанга |
РР |
4.0 |
6.0 |
1700 |
500 |
350 - 400 |
|
Панель прибооов |
РР |
3,0 |
6,0 |
1200 |
550 |
350-400 |
|
Обшивка двери |
РР |
2,5 |
5,0 |
1150 |
500 |
350 - 400 |
|
Отдггка колеса |
РР |
2,5 |
4,5 |
1450 |
550 |
350 - 400 |
|
S
Рис 8.2. Потребные давления впрыска, подпитки и внутреннее давление ^
в форме для различных изделий *
Литье под давлением — коротко и ясно
125
Кроме всего, в расчете должно учитываться ожидаемое среднее давление внутри формы. Примеры, приведенные на рис 8.2, дают исходные данные. Значения, указанные в этих примерах, получены экспериментальным путем. При расчете должны брагься те значения давлений из примеров, в которых геометрия и свойства материала лежат наиболее близко к рассчитываемому изделию.
Далее в соответствии с приведенной выше форм улой рассчитывается потребное усилие смыкания.
Тонкостенными изделиями вообще считаются изделия, у которых отношение пути течения к толщине стенки составляет, по крайней мере, 200 : 1. В таких изделиях при прохождении расплава от сопла машины, сквозь распределитель горячего канала, сквозь сопло горячего канала, по всей протяженности объема формы до конца пути течения потери давления в расплаве суммируются (рис. 8.3).
7000 |
Merino машинь |
Сопло горячего канала |
О шибаемая деталь |
|
|||||||||||
1600 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Щ |
,, Сопло «иимй_._ . |
|||||
1200 |
|
^^^^^^^^^к_ ~¥ Распределитель гор егндла ^ |
|
|
|
|
|||||||||
|
|
|
|
- |
Сопло горючего ынала j |
||||||||||
800 |
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
400 |
|
|
|
""""""""'"" | |
|||||||||||
|
|
|
|
|
|
|
|
|
|
Ир |
|
||||
Рис. 8.3. Падение давления по пути течения во время фазы впрыска (пример: одноразовый стакан из ПС, толщина стенки 0,55 мм)
De
mag
126
Литье под давлением — коротко и ясно
Для того, чтобы в конце пути течения был хорошо отформован контур изделия, давление в этой зоне должно быть, по крайней мере, 300 бар. Оно достигается при соответственно высоком давлении впрыска. При этом:
чем меньше толщина стенки, тем выше потери давления. Чем больше толщина стенки, тем ниже потери давления;
чем выше вязкость материала, тем выше сопротивление течению и выше потери давления. Чем текучей материал, тем меньше сопротивление течению и меньше потери давления;
чем длиннее путь течения, тем больше потери давления.
Влияние длины пути течения, толщины стенки и материала на потребность в давлении представлено на рис. 8.4.
Точка
впрыска
Конец
пути
течения
Конец
пути
течения
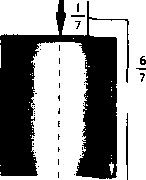
Потери давления на длинном и тонком пути течения снижают также среднее значение внутреннего давления в пресс-форме, а с этим и раскрывающую силу и необходимое усилие смыкания. Для таких тонкостенных изделий из полученных опытным путем значений определяется " положение действующего давления", давление, в котором и может быть принято в формуле расчета усилия смыкания, как среднее значение внутреннего давления в пресс-форме. Для плоских линейных изделий положение действующего давления находится на половине пути течения (рис. 8.5). В стаканообразном изделии с длинным путем течения "положение действующего давления", как определено опытом, лежит приблизительно на 1 /7 пути течения - еще на дне изделия.
Demaa
Литье под давлением — коротко и ясно
127
![]()
Путь течения
-I-
Путь теч^111"
2 I 2
А, ^=78.5 cm
_^*^h^^ Полох
Положение де^"" Положение действ, давления давления
Путь течения
Рис. 8.5. Положение дей<Я"вУюЩеГ0 давления в стакане и пластине
Из падения давления междУ литником и концом пути течения внутреннее давление в пресс-ф°Рме оценивается по положению действующего давления (рис. 8.^)-

. Точка впрь.ска
Рис. 8.6. Падение по пути течения и величина давления в положении Действующего давления в стакане и пластине
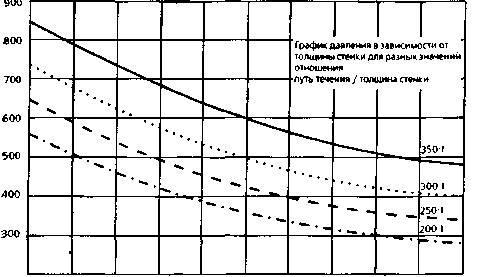
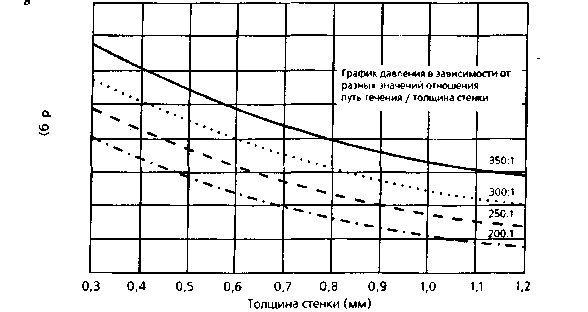
Как уже упомянуто, свойства материала (такие, как вязкость) влияют на характер заполнения фо рмы и потребное Давление^Рис. 8 7 дает исходные данные о потребим давлении "«иси^б MF =1? материала - значения MF (Рис- 87а: MF _ ' рИ ' рис. 8.7в: MF = 45).
D&ma9piastservice
128
Литье под давлением — коротко и ясно
[bar) 1.200

200
(
1.000
900
800
~ 7О0 га g 600
1 500
(О
Ч
4О0
300
200
0,8 0,9 1,0
Толщина стенки (мм)
Рис 8.7. Требуемые значения давления в зависимости от отношения путь течения / толщина стенки и вязкости материала (a: MF = 1 5; б: MF = 35, в: MF = 45)
Demag
Литье под давлением — коротко и ясно
129
Указания по использованию значений давления из рис. 8.5 — 8 7
Данные рис. 8.5-8.7 годятся для пирамидальных или конусообразных тел вращения с одним закрытым основанием и наклоном боковых стенок или сторо н порядка 5%. Например, для одноразовых стаканов от 20 до 30% всего пути течения приходится на дно.
В емкостях для мороженного, где почти 50% пути течения приходится на дно, потребность в давлении внутри формы снижается примерно на 5% против значений, приведенных в рис. 8.5-8.7. Для плоских изделий, например, крышек ведер, в которых практически весь путь течения лежит в одной плоскости, потребность в давлении внутри формы снижается примерно на 1 0%.
Для многогнездных форм различие в заполнении гнезд не должно превышать 5%. Для обеспечения нормальной работы машины стаки-ми формами необходимо увеличение усилия смыкания примерно на 10% против рассчитанных значений.
Диапазоны толщин стенок изделий для применения гидроаккумулятора, отношение величин давления впрыска и давления выдержки
Толщина стенки отливки

2,6.
2,4
2,2
2,0
18
1,6
1,4 1,2 1,0 0,8 0,6 0,4 0,2 0,0
Demag
130
Литье под давлением — коротко и ясно
Требуемое внутреннее давление в форме для различных классов изделий
Класс изделий |
Изделие |
Материал |
Внутреннее давление в форме, бар |
1. Упаковка |
стаканчики для йогурта, ёмкости, колпачки для аэрозолей, вёдра |
ПС, ПЭ, ПП, ПП |
600-800 500-700 400-600 500-700 |
2. Технические детали высокой точности |
штекеры, втулки, штекерные панели |
ПА, ПК, ПБТФ |
500-700 600-800 |
3. Технические функциональные детали |
шестерни, программные валы |
ПОМ, ПА, ПБТФ |
700-800 700-800 |
4. Оптические детали |
оптические линзы, задние фонари автомашин |
ПММА |
600-800 500-700 |
5. Прецизионные детали с коротким производственным циклом |
одноразовые лезвия, рамки для слайдов, кабельные хомуты |
ПС, ПС, ПА |
400-500 400-500 800-1200 |
6. Медицинские изделия |
одноразовые шприцы, пипетки |
ПЭ, ПП |
400-500 500-600 |
7. Детали автомашин |
решётки радиатора, панели приборов, бамперы |
ПП, АБС бленд |
400-500 400-500 400-500 |
8. Техническая упаковка |
аудиокассеты, видеокассеты, упаковка для компакт-дисков |
ПС, АБС, ПС |
350-400 300-400 400 -500 |
9. Канцтовары для офисов и производства |
линейки, уголки |
ПС,САН, АБЦ |
400-500 |
1 0 функциональные изделия общего назначения |
корпуса, покрытия, корпуса пылесосов, складские ящики |
ПП, АБС, ПП, ПС |
400-500 300 400 400-500 300-400 |
1 1 .Детали из жёсткого ПВХ |
фитинги |
ПВХ |
400-500 |
12. Игрушки |
изделия с ограниченными требованиями к качеству поверхности и размерам |
ПЭ, ПП, ПС |
250-300 |
Demag

