

5. Краткая характеристика основных технологических процессов производства печатных плат
Возможности проектирования и изготовления ПП.
1. Проектирование печатных плат до 5- го класса точности и выше в САПР Р-CAD 2006 и Mentor Series.
2. Подготовка файлов в производство в CAM 350.
3. Изготовление печатных плат до 5-го класса точности:
Типы плат : односторонние, двухсторонние, многослойные печатные платы до 10 слоёв с маской и маркировкой, гибкие печатные кабели.
Сроки изготовления: от 5 рабочих дней для односторонних ПП, от 14 рабочих дней для двухсторонних ПП, от 21 рабочих дней для многослойных ПП. По согласованию с заказчиком возможно уменьшение сроков изготовления.
Производительность 60 кв. м. в месяц.
Используемые материалы: стеклотекстолит типа FR- 4, Rogers, СФ- 2, СФ- 1.
Маска: Imagecure XV501T4 жидкая фотопроявляемая, цвет- зеленый.
Маркировка: Imagecure XV501Т жидкая фотопроявляемая , цвет- белый.
Финишное покрытие проводящего рисунка платы - олово - свинец по технологии HASL олово- висмут ROSE.
Основные технологические возможности производства плат.
1. Максимальный размер рабочего поля заготовки 300 ˟ 400 мм.
2. Минимальная ширина проводника - 0,15 мм.
3. Минимальное расстояние между элементами проводящего рисунка платы- 0,15 мм.
4. Минимальный диаметр металлизированного отверстия 0,2 мм.
5. Маркировка: минимальная ширина линии - 0,2 мм, высота шрифта - 2,0 мм, цвет краски - белый.
6. Покрытие концевых контактов (золото/кобальт).
7. Обработка контура - фрезеровка.
Технологического процесса изготовления ДПП:
1) Изготовление фотошаблонов;
2) Изготовление заготовок слоёв;
3) Формирование базовых отверстий - слотов;
4) Сверление отверстий , подлежащих металлизации;
5) Подготовка поверхности заготовки ДПП;
6) Химическая металлизация и гальваническая затяжка отверстий;
7) Подготовка поверхности заготовки ДПП;
8) Получение рисунка ДПП:;
9) Гальваническое меднение и нанесение гальванического олова;
10) Удаление фоторезиста;
11) Травление рисунка ДПП;
12) Снятие металлорезиста с поверхности проводящего рисунка;
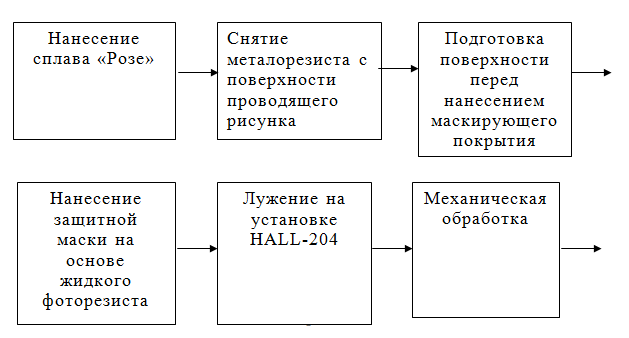
13) Подготовка поверхности перед нанесением маскирующего покрытия;
14) Нанесение маскирующего защитного покрытия;
15) Нанесение маркировочных обозначений;
16) Нанесение припоя ПОС - 63;
17) Сверление неметаллизированных отверстий;
18) Фрезерование;
19) Удаление перемычек, заусенцев;
20) Контроль;
21) Нанесение технологического маркировочного обозначения.
6. Краткая характеристика основных технологических операций изготовления и контроля качества печатных плат
Изготовление
ПП базовым позитивным методом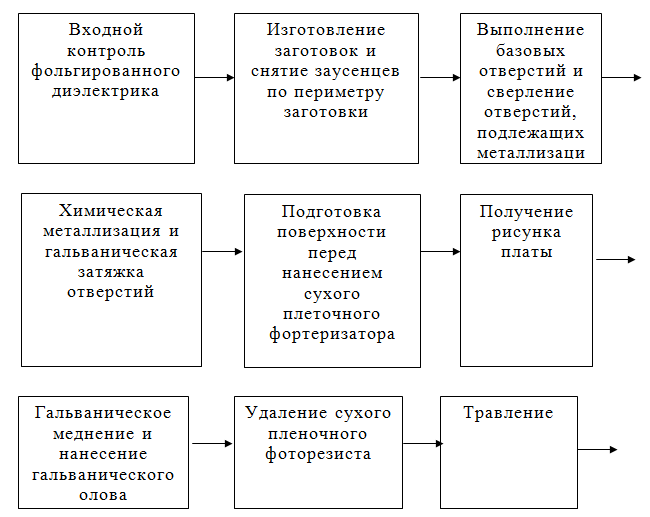

Электорхимическая (гальваническая) металлизация
Гальваническая металлизация в процессе изготовления ПП осуществляется несколько раз.
1. Предварительное гальваническое меднение для защиты тонкого слоя химической меди от повреждения, улучшения адгезии и структуры осадка (толщина слоя 5-7 мкм);
2. Гальваническое меднение для получения основного токопроводящего слоя меди в монтажных и переходных отверстиях, на проводниках и контактных площадках (толщина 20-25 мкм);
3. Гальваническое осаждение металлорезиста (защитного травильного резиста на операции травления) на проводники, контактные площадки, в монтажные отверстия, для защиты на операции травления меди с пробельных мест.
4. Гальваническое осаждение металлов и сплавов на концевые разъемы печатных плат для повышения твердости, износостойкости, снижения переходного сопротивления.
Гальваническое покрытие должно удовлетворять следующим требованиям:
- быть сплошным, без разрывов, пор, включений, раковин; заданной конфигурации, пластичным, чтобы обеспечить устойчивость к перегибам, короблению, воздействию ударов и вибраций;
- неровности по краю не должны уменьшать их допустимые размеры и расстояния между ними, так как это связано с электрическими параметрами печатной платы (в противном случае может произойти перегрев проводников или пробой диэлектрика);
- элементы токопроводящего рисунка, сфортированные гальваническими процессами, должны иметь ровные края, не иметь темных пятен, вздутий, отслоений;
- равномерным по толщине на поверхности и в отверстиях, что связано с обеспечением заданных электрический характеристик (минимально допустимой плотности тока) и экономическими соображениями, так как для того чтобы получить слой заданной толщины на стенках отверстий, необходимо осаждать больший по толщине слой металла или сплава на поверхности печатной платы, а это связано с лишними электроэнергии и химикатов.
Важным в этом процессе является получение равномерного покрытия.
Повысить равномерность гальванического покрытия можно путем:
повышения рассеивающей способности электролита;
применения нестационарных режимов осаждения (например, реверса тока);
применения ультразвуковых колебаний при осаждении;
перемешивания, барботирования воздухом электролитов, возвратно- поступательного перемещения подвесок с заготовками, в результате чего изменяется концентрационная поляризация электродов;
применения поверхностно-активных веществ, повышающих рассеивающую способность электролитов;
использования добавок, повышающих электропроводность электролитов. Гальваническое меднение предназначено для осаждения слоя меди,
являющегося основным токопроводящим слоем в структуре печатных элементов - проводников.
Помимо общих требований к гальваническим покрытиям, перечисленным выше, гальваническая медь должна отвечать также следующим требованиям:
-металлизация на поверхности и в отверстиях печатных плат должна быть сплошной;
-цвет осадка меди - светло-розовый;
-относительное удлинение меди — не менее 6%,
-предел прочности на разрыв - не менее 20 кг/мм ,
-удельное сопротивление - 0,0172 Ом мм /м;
-толщина слоя меди в монтажных и переходных отверстиях - не менее 25мкм,
-осадок меди должен иметь мелкозернистую структуру.
Гальваническое осаждение металлорезиста осуществляют для защиты проводников, контактных площадок, металлизированных отверстий при проведении операции травления меди с пробельных мест.
В качестве защитного металлорезиста в производстве печатных плат применяют олово, свинец, олово-свинец, олово-никель, олово-висмут.
Направленность современных процессов металлизации состоит в решении проблем равномерности покрытия узких глубоких сквозных отверстий и глухих переходов со слоя на слой.
Проблему металлизации отверстий малого диаметра пытаются решить путем интенсификации процессов обмена рабочих растворов и электролитов в узких и глубоких отверстиях.
В дополнение к покачиванию и барботажу, используются вибраторы, располагающиеся по краю или по центру катодных штанг. Вибрация освобождает узкие отверстия от пузырьков воздуха и способствует более интенсивному обмену рабочих растворов и электролитов в отверстиях.
Чтобы улучшить обмен электролита в узких и глубоких отверстиях и избавиться от эффекта «парусности» используется покачивание с захватом заготовки не только сверху, но и снизу. Для обеспечения равномерности покрытия по площади заготовки в состав линий вводятся экраны. Наиболее эффективное новшество - импульсная металлизация, позволяющая не просто выровнять толщину металлизации в отверстии и на поверхности, но и при определенных режимах получить обратный эффект: толщина осаждения на поверхности меньше, чем в отверстии – при обратном токе анодное растворение поверхности идет более интенсивно, чем в отверстии или углублении.