

39. Автоматизация термовлажностной обработки изделий в пропарочных камерах
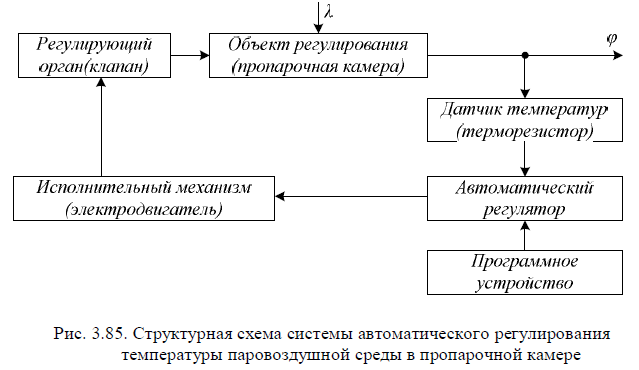
Автоматизацию тепловых процессов пропарочных камер наиболее целесообразно осуществлять по температуре изделия, но отсутствие измерительной аппаратуры для этой цели вынуждает управлять процессом по температуре паровоздушной среды, окружающей обрабатываемое изделие.
Для исследования автоматической системы управления процессом термовлажностной обработки необходимо дать математическое описание камеры как объекта управления.Режим термовлажностной обработки изделий в пропарочных камерах характеризуется программой изменения температуры паровоздушной среды. При этом делается допущение, что нагрев изделий равномерный, а условия по всему объему камеры одинаковые. Для составления уравнения динамики пропарочной камеры воспользуемся законом сохранения энергии.
40. Автоматизация процессов термовлажностиой обработки изделий в кассетах
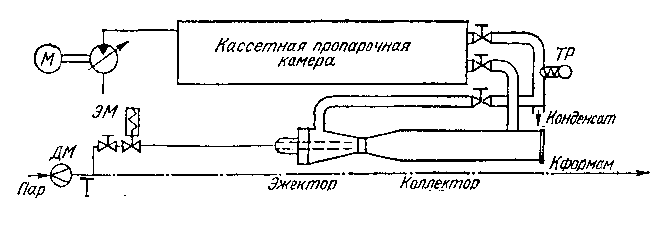
При автоматизации кассетных установок предусматривается автоматический контроль параметров пара и программное регулирование температуры пара в тепловых отсеках кассеты. В качестве регулируемого параметра берется температура конденсата, отводимого из паровых отсеков. Нормальный технологический режим ТВО изделий в кассетах возможен при давлении пара после регулятора не менее 0.15 МПа. При этом давление пара у наиболее удаленной кассеты при открытом вентиле составляет примерно 0.09 МПа. В случае падения давления пара ниже 0.1 МПа, срабатывает реле давления PIS, которое включает звуковой и световой сигналы. Своими размыкающими контактами реле давления разрывает цепи питания программного регулятора температуры, электромагнитных клапанов и аварийного реле времени. При этом автоматически удлиняется время ТВО изделий. При восстановлении рабочего давления пара, схема автоматически включается. Электромагнитный клапан включается через программный регулятор по сигналу терморезистора ТР. Автоматизация процесса ТВО позволяет снизить расход пара по сравнению с ручным управлением на 22 … 25%.
41. Автоматизация процесса термовлажностной обработки железобетонных изделий в вертикальной камере башенного типа
При
автоматизации производства железобетонных
изделий весьма перспективными являются
вертикальные камеры твердения непрерывного
действия. Применение этих камер
значительно эффективнее, чем ямных
пропарочных камер.
В рассматриваемой камере используется принцип противотока, когда холодные изделия, поднимаясь вверх, движутся навстречу потокам все более горячей и влажной паровоздушной среды, а изделия, прошедшие термовлажностную обработку, при опускании вниз соприкасаются со все более холодной средой.
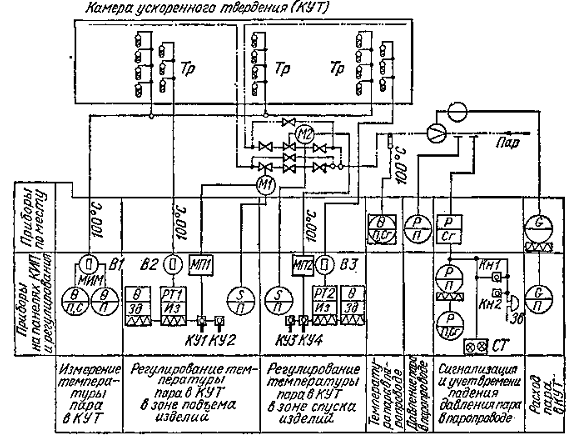
Изотермический процесс происходит в насыщенном паре, подаваемом в верхнюю зону камеры при температуре 100 °С. Программа термовлажностной обработки изделий изменяется путем регулирования высоты зоны изотермического прогрева за счет изменения подаваемого в камеру количества пара. Это дает возможность автоматически регулировать режим обработки с помощью типовых регуляторов стабилизации температуры РТ1, РТ2. Пар через регулирующие органы подается в перфорированные трубы камеры.
Регулирующие органы приводятся в движение электрическими исполнительными механизмами М1 и М2, получающими командные импульсы от автоматических регуляторов. Регулирующее устройство настроено на поддержание заданного значения температуры среды.
Автоматическая регистрация температуры среды, измеренной по высоте камеры, осуществляется несколькими температурными датчиками ТР и автоматическим многоточечным измерительным мостом МИМ.
При понижении давления пара в паропроводе ниже нормы или при отсутствии пара срабатывает сигнализатор падения давления р, зажигается световое табло СТ и звонит звонок Зв.