

5. Классификация фотополимерных печатных форм. Сравнительная характеристика твердых и жидких композиций
Классификация Фотополимерных Печатных Форм (всего 2 разновидности)
1. Твердополимерные, т.н. ТПФМ (твердополимерные фотоматериалы)
2. Жидкополимерные формы – ЖФПМ
Твердополимерные формы бывают однослойными и многослойными
Твердость, поверхность, информационные свойства.
Строение твердополимерных печатных форм,
Однослойная состоит из 4 слоев:
– защитная пленка
– антиадгезионный слой (т.е. отрывается вместе с защитной пленкой, не позволяет ей сильно прилипать к ?)
– слой фотополимера
– пленка-подложка
Многослойная:
– защитная пленка
– антиадгезионный слой
– слой фотополимера
– пленка-стабилизатор
– слой-подложка
– антиадгезионный слой
– защитная пленка
Процесс изготовления Твердополимерной печатной формы
1. Экспонирование оборотной стороны (под воздействием УФ полимер становится более твердым и менее растворимым, грубо говоря – сформировали основание, подложку, на которой затем будут формироваться печатающие элементы; мы с обратной стороны посветили (без фотоформы) и значит равномерно на какую-то глубину весь толстый слой полимера заполимеризовался)
2. Основное экспонирование через фотоформу (когда мы перевернули его и через фотоформы экспонируем, то у нас уже какая-то толщина внизу полимера равномерно заполимеризована, что является подложкой, на которой потом будут появляться печатающие элементы)
3. Вымывание (то, что незафотополимеризовалась, те места, где УФ не попал на фотополимер, остались, и их вымывают специальным раствором)
4. Сушка (горячим воздухом сушится форма)
5. Вылёживание (при вымывании полимер набухает слегка, затем при сушке – высыхает но недостаточно; поэтому должен отлежаться, чтоб прийти в себя, приобрести нужную форму)
6. Завершающая операция (хотя полимер и сухой становится после сушки, но немножко липкий – необходимо еще раз без фотоформы засветить УФ, чтоб еще сильней скрепить молекулы и избавиться от липкости)
7. Для того же, что и в пункте 6. служит дополнительное экспонирование.
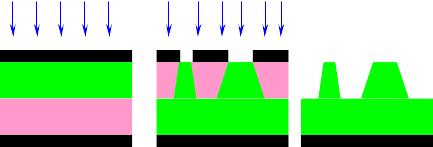
1 2 3
1. есть фотополимер; на него посветили УФ, на определенную глубину наш мягкий, растворимый фотополимер затвердел (зеленый цвет)
2. переворачиваем, наложили фотоформу (где черный – там непрозрачный участок фотоформы) и опять засвечиваем ультрафиолетом; под воздействием УФ из-за того, что полимер мутный, полимер рассеивает свет, поэтому упавшее УФ-излучение формирует трапециевидную фигуру (получается трапециевидная форма печатающего элемента); получается, что полимеризоваться дальше некуда – сформировалась подложка; из-за того, что свет рассеивается, он за края черных участков фотоформы попадает, поэтому получается у печатающих элементов такой профиль (3.); потом специальным растворителем всё ненужное вымываем
Этапы изготовления жидкополимерных печатных форм
Полимер поставляется в жидком виде. Изготовление печатной формы из ЖФПМ начинается с подготовки копировально-формирующего пакета (грубо говоря – стеклопакета). На стекле укрепляют негатив (фотоформу) и укладывают ограничительную раму. С другого торца располагают стальную формную пластину, покрытую липким слоем. В результате образуется полость, в которую заливается ЖФПМ. Собранный и заполненный пакет помещаются в установку для экспонирования. В результате полимеризации ЖФПМ под негативом формируются печатающие элементы, прочно удерживающиеся с липким слоем пластины. Затем пакет разбирается и незаполимеризованный материал удаляется с пробельных элементов. Данная операция выполняется разными способами, например: вымыванием растворами, выдуванием сжатым воздухом, вакуумным отсасыванием или механическим удалением материала с помощью ракеля. В заключении форма высушивается и подвергается дополнительной обработке: УФ-облучению или нагреванию для увеличения степени полимеризации печатающих элементов формы, повышая ее тиражестойкость.
3. печатная форма с печатающими элементами (зел. цвет).
Если бы мы предварительно не экспонировали (1), то печатающие элементы получились бы очень высокими и хрупкими, и легко бы сломались у основания. С каждым разом будущая печатная форма подвергалась всё большему воздействию УФ. Наша задача получить именно такую форму печатающего элемента (3), т.е. профиль печатающего элемента. Если другая форма, то в процессе печатания элемент может разрушиться, потеряться, сломаться и пойдет на оттисках брак.