

41 Способы автоматического свинчивания резьбовых соединений.
Первый вариант (рис.10.37, а) характеризуется тем, что все детали (черные кружки) вводятся на сборочную позицию (белый кружок) и базируются одновременно. Затем болт (рис. 10.37, б) под действием исполнительного механизма вводится в резьбовое отверстие гайки и скрепляет все детали в сборочную единицу (черно-белый кружок). Второй вариант (рис.10.37, в) осуществляется в результате последовательной установки деталей на трех сборочных позициях: на позиции I установлена базовая деталь — гайка; на позиции II — шайба; на позиции III — болт. Этот процесс изображен на рис. 10.37, г. Соединение деталей в сборочную единицу производится так же, как и в предыдущем случае.
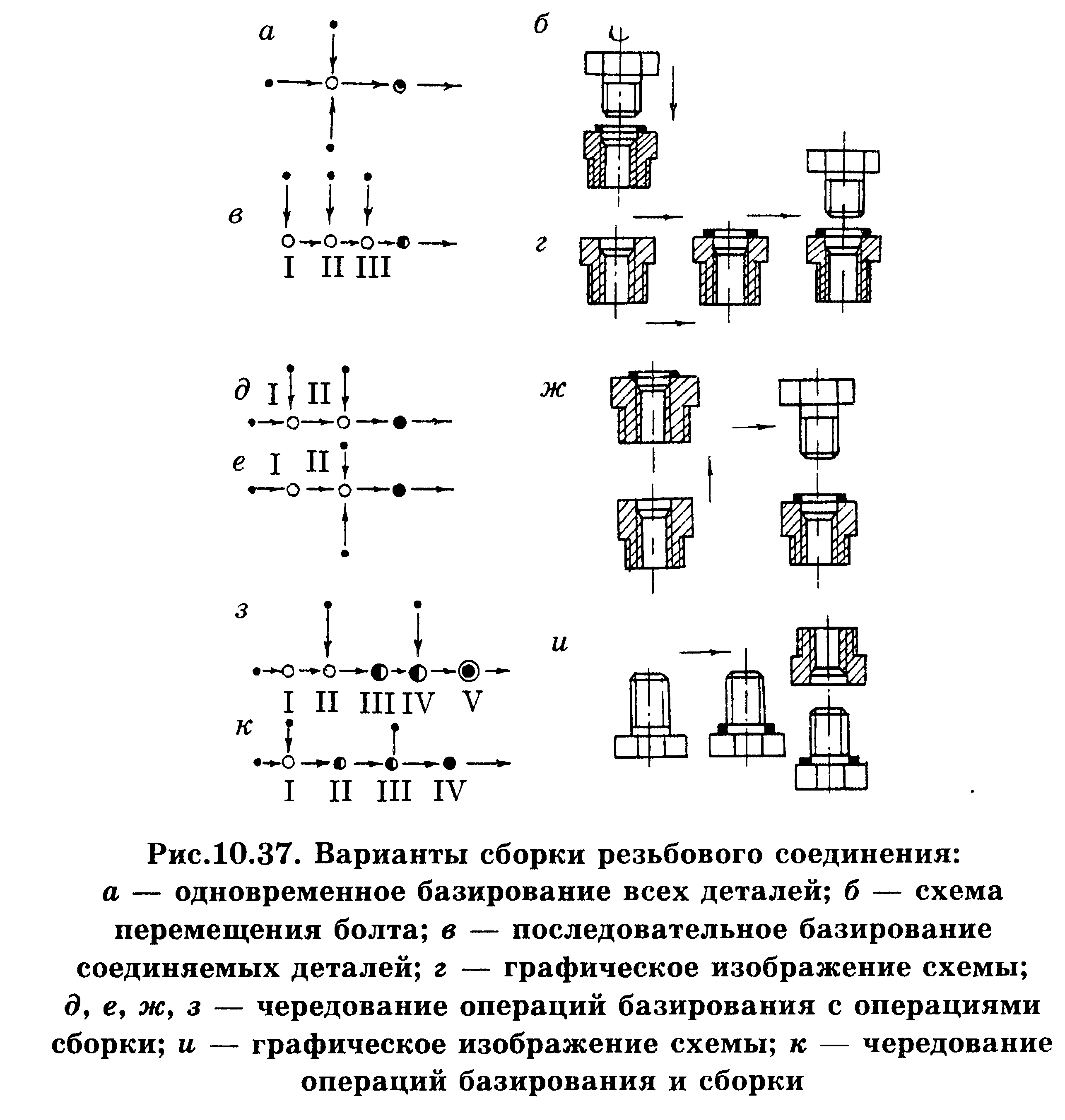
Комбинация первых двух вариантов представляет собой третий. Схема последовательно-параллельной сборки представлена на рис. 10.37, д. На позицию I подаются две детали (гайка и шайба), на позицию II — болт. Затем осуществляется их соединение. Иная последовательность сборки представлена на рис. 10.37, е. Сначала на позицию I подается гайка, затем на позицию II шайба и болт одновременно (рис. 10.37, ж).В последнем случае установка деталей на сборочные позиции может чередоваться с операциями сборки (рис.10.37, з). На позиции I осуществляется подача болта, на позиции II — шайбы, после чего они соединяются в комплект III (черно-белый кружок). Далее к этому подузлу присоединяется гайка (позиция IV), после чего собранная сборочная единица снимается с позиции V.
42 Особенности автоматизации сборки шпоночных соединений.
Автоматизировать сборку шпоночных и шлицевых соединений деталей трудно, поскольку необходимо обеспечить решение трех сложных технических задач. Нужно достигнуть совпадения осей сопрягаемых посадочных, цилиндрических или конических поверхностей вала и втулки, их относительного углового положения в сечении, перпендикулярном оси одной из них, и осевого положения вдоль базовой детали. Обеспечить на практике абсолютное совпадение сопрягаемых поверхностей вала и втулки невозможно. Необходимо знать условие их сборки — предельно допустимое изменение относи¬ тельного положения деталей, при котором еще возможно их качественное соединение. Условия сборки в каждый момент соединения деталей зависят от формы и размеров их сопрягаемых поверхностей. В собранном шпоночном соединении укрепленная на валу шпонка может занимать в пазу сопряженной детали различные положения (рис. 10.42, а). Условия их сборки характеризуют угол, в пределах которого может изменяться относительное положение сопрягаемых поверхностей деталей.

43 Особенности автоматизации сборки шлицевых соединений.
Определение условий сборки шлицевых соединений во многом аналогично шпоночным. Разница заключается в том, что обе задачи сборки — достижения точности совпадения осей сопрягаемых цилиндрических поверхностей и относительного углового положения в сечении, перпендикулярном оси базовой детали, — решаются совместно (рис. 10.44). Однако эти условия, особенно в части достижения точности относительного углового положения, будут настолько жесткими (5х/2 = 7'50"-1'00" для диаметра 6-98 мм), что изготовить шлицевые валы и отверстия в сопрягаемых деталях с достаточной точностью расположения шлицев практически невозможно.
Для количественной оценки возможности сборки деталей в соединение автоматическим путем необходимо выбрать схемы базирования. При этом следует стремиться к тому, чтобы базовую деталь установить и закрепить на жесткие опоры, а необходимые для сборки повороты и перемещения обеспечить за счет нежестких опор монтируемых деталей, которые обычно имеют меньшую массу и габаритные размеры, а поэтому требуют для монтажа меньшие сборочную силу и пространство для перемещения. В качестве базовых следует выбирать те поверхности деталей, которые обеспечивают наибольшую точность положения сопрягаемых поверхностей. Наибольшая точность достигается при центрировании непосредственно по сопрягаемым поверхностям.
