

1.3 Обоснование мощности и места строительства предприятия по выпуску заданной продукции
Место строительства предприятия в городе Ангарске.
Потребитель продукции:
- АМО,
- АНХК,
- АЭХК,
- АУС,
- Стройкомплекс.
Цементом обеспечит ОАО «Ангарскцемент», плотные заполнители (песок, щебень) можно получить на ПНМ (предприятие нерудных материалов – структура АУС).
В настоящее время бетонная смесь (независимо от вида конструкции) изготавливаются только с пластификаторами или суперпластификаторами. В качестве суперпластификатора используется С-3. [3]
Поставщик С-3 поставляет «Евроресурс Корп.» (представительство в Иркутске).
Поставку металла можно решить с ближайшим от г. Ангарска металлургическим комбинатом – Новокузнецким, для арматурных изделий, закладных деталей, строповочных петель.
Холодной водой будет обеспечен завод с помощью МУП «Ангарский водоканал».
Энергоресурсы (горячая вода, водяной пар, электроэнергия) поставит в Ангарск АО «Иркутскэнерго».
Вопрос с кадрами (рабочими и инженерами) в г. Ангарске решается через центр занятости [4].
2 Технологическая часть
2.1 Выбор способа производства конструкции
Для производства данного вида изделия подходит агрегатно-поточный и конвейерный способ производства. [5]
Конвейерный способ
характеризуется следующими признаками: максимальное расчленение процесса на операции, выполняемые на отдельных рабочих постах, перемещение форм и изделий от поста к посту с регламентированным ритмом. Конвейерный метод организации характеризуется принудительным ритмом, т.е. перемещение формуемых изделий осуществляется в строгой последовательности через один и те же формовочные посты, с определенной заданной скоростью передвижения. Конвейерный метод производства железобетонных изделий позволяет добиться комплексной механизации и автоматизации технологических процессов изготовления изделий, значительного повышения производительности труда и увеличения выпуска готовой продукции при наиболее полном и эффективном использовании технологического оборудования. Применение этого метода рационально при массовом выпуске изделий по ограниченной номенклатуре с минимальным числом типоразмеров.
Агрегатно-поточный способ
изготовления
конструкций характеризуется расчленением
технологического процесса на отдельные
операции или их группы, выполнением
нескольких разнотипных операций н а
универсальных агрегатах, наличием
свободного ритма в потоке, перемещением
изделий от поста к посту.
а
универсальных агрегатах, наличием
свободного ритма в потоке, перемещением
изделий от поста к посту.
Формы и изделия переходят от поста к посту с произвольным интервалом, зависящим от длительности операции на данном рабочем месте, которая может колебаться от нескольких минут (например, смазка форм) до нескольких часов (пост твердения отформованных изделий). Агрегатно-поточный способ отличается также тем, что формы и изделия останавливаются не на всех постах поточной линии, а лишь на тех, которые необходимы для данного случая. Агрегатно-поточный способ организации производства характеризуется возможностью закрепления за одной поточной линией изделий, различных не только по своим типоразмерам, но и по конструкции. Эта возможность создается наличием на поточной линии универсального оборудования.
Межоперационная передача изделий на таких линиях осуществляется подъемно-транспортными и транспортными средствами. Для ускоренного твердения бетона при агрегатно-поточном способе обычно применяются камеры периодического и непрерывного действия.
Небольшой объем каждой секции камеры позволяет затрачивать минимум времени на загрузку и выгрузку изделий, а большое количество таких секций создает условия для непрерывной подачи отформованного изделия в камеру твердения.
Агрегатно-поточная технология отличается большой гибкостью и маневренностью в использовании технологического и транспортного оборудования, в режиме тепловой обработки, что важно при выпуске изделий большой номенклатуры.
Таким
образом, у обоих способов производства
имеется ряд сходств: расчленение
технологического процесса на операции,
выполняемые на отдельных рабочих местах;
п еремещение
изделий от поста к посту; использование
технологического и транспортного
оборудования.
еремещение
изделий от поста к посту; использование
технологического и транспортного
оборудования.
Следовательно, наиболее оптимальным вариантом является агрегатно-поточный способ производства
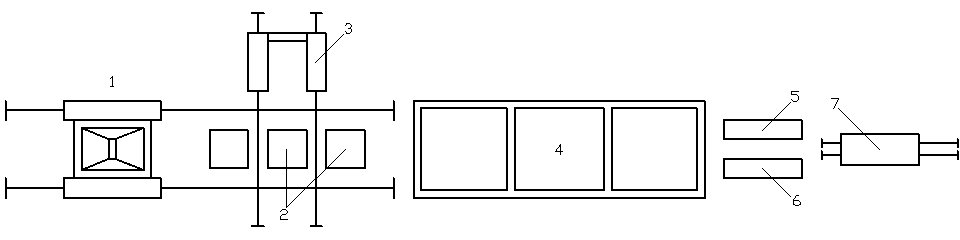
1 - бетоноукладчик; 2 – виброплощадка секционная; 3 – тележка самоходная - формоукладчик; 4 – камера твердения; 5 – пост распалубки; 6 – подготовка форм; 7 - тележка самоходная.
Рисунок 4 - Схема агрегатно-поточного производства

Рисунок 5 - Агрегатно-поточное производство