

5. Выбор режима термической обработки поковок.
Качество поковок и изготовляемых из них изделий в значительной степени зависит от термической обработки, которая состоит из двух стадий – предварительной и окончательной. Целью предварительной термической обработки является: улучшение обрабатываемости металла для изготовления изделий; подготовка структуры металла для окончательной термической обработки, т. е. получение однородной мелкозернистой структуры; снятие наклепа, снижение уровня внутренних напряжений; улучшение комплекса механических свойств.
Цель окончательной термической обработки – придание металлу требуемых механических свойств.
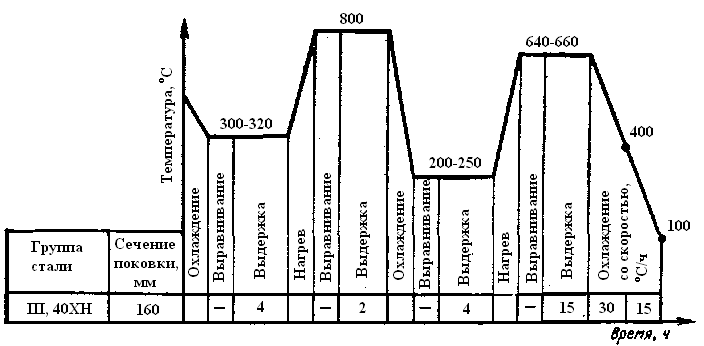
Рисунок 2 – Режим термической обработки для стали III
группы (среднелегированные) марки 40ХН.
6. Выбор типа нагревательного устройства и определение его основных функциональных параметров.
Пламенные печи широко используют в кузнечно-штамповочном производстве. По способу загрузки их разделяют на печи с периодической и непрерывной загрузкой. Печи с непрерывной загрузкой обеспечивают определенный режим производства, более высокую производительность и лучшее использование топлива (более высокий КПД). При мелкосерийном и единичном производстве (крупные поковки) применяют камерные печи с периодической загрузкой. В крупносерийном и массовом производстве, когда за определенным агрегатом (молотом, прессом, ковочной машиной) закреплено небольшое количество однотипных заготовок, широко используют автоматизированные печи с непрерывной загрузкой.
По технологическому назначению пламенные печи, используемые в кузнечно-штамповочном производстве, можно также разделить на печи для нагрева под ковку и первичную термообработку и на печи для нагрева под объемную штамповку.
Для нагрева выбираем пламенную печь с наклонным подом для нагрева цилиндрических заготовок, применяющуюся при крупносерийном и массовом производстве.
Основные параметры выбранной печи
Производительность печи G, кг/ч
G=900 кг/ч
Масса нагреваемой заготовки g, кг
g=9 кг
Производительность печи N, шт/ч
N=G/g, (9)
N=900/9=100 шт/ч
Продолжительность нагрева заготовки τ, ч
τ=0,28 ч
Площадь проекции одной заготовки на под
f=Dзаг·Lзаг (10)
где f – площадь проекции заготовки на под, м2;
Dзаг – диаметр заготовки, м;
Lзаг – длина заготовки, м;
f=0,08073·0,2297=0,0185 м2
Число заготовок, одновременно находящихся в печи для получения необходимой производительности n, шт
n=N·τ, (11)
n=100·0,28=28 шт
Площадь пода, занятая металлом Fмет, м2
Fмет=n·f, (12)
Fмет=28·0,0185=0,518 м2
Коэффициент загрузки пода К(для печей с непрерывной загрузкой К=0,6÷0,85)
К=0,7
Площадь пода печи Fпода, м2
Fпода=Fмет/К, (13)
Fпода=0,518/0,7=0,74 м2
Напряженность (удельная производительность) пода печи X, кг/м2·ч
X=G/Fпода, (14)
X=900/0,74=1216 кг/м2·ч
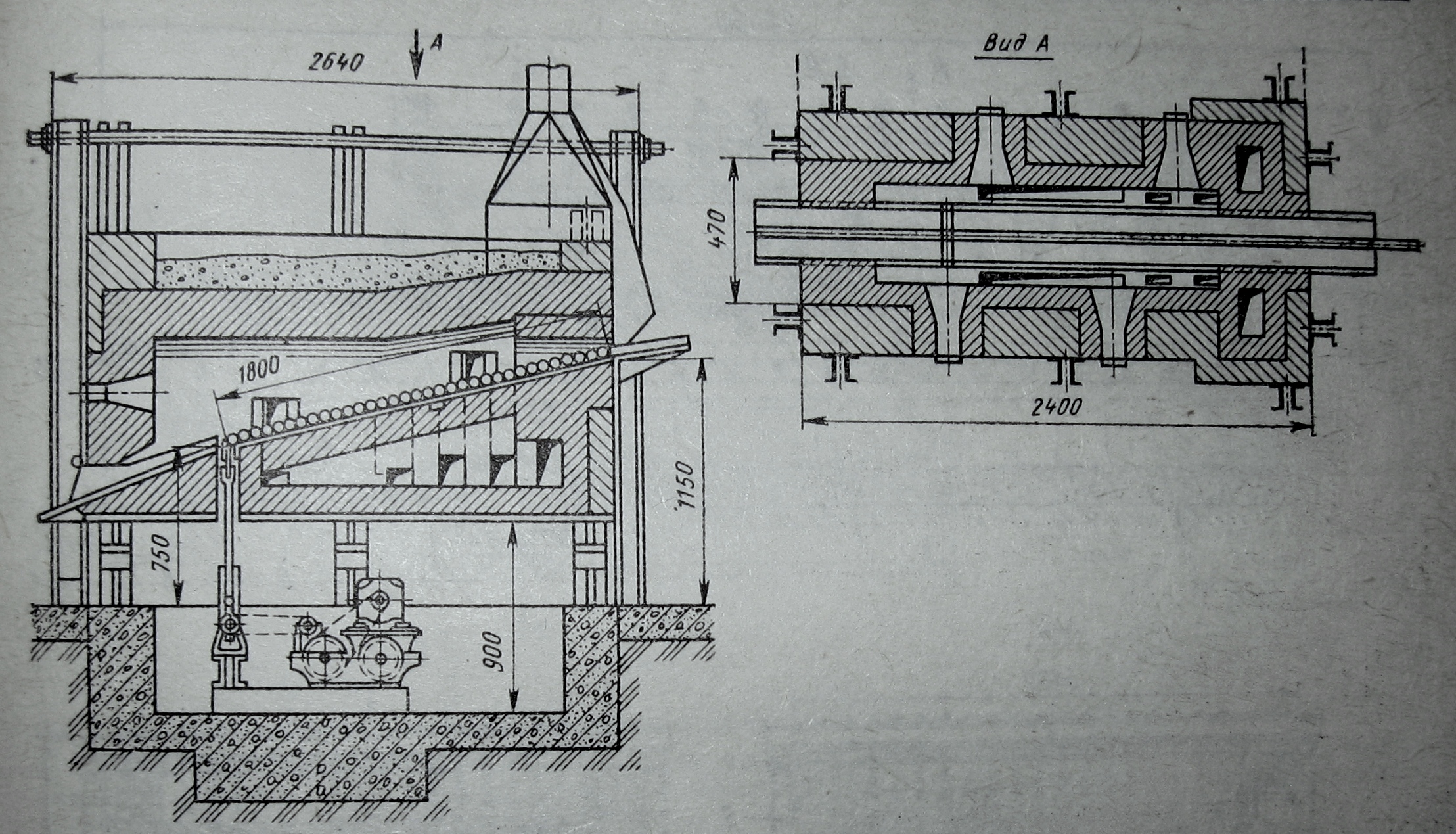
Рисунок 3. Пламенная печь с наклонным подом для нагрева цилиндрических заготовок.
Список используемой литературы
Семенов Е. И. Ковка и объемная штамповка. М.: Высшая школа, 1972
Семенов Е.И. Ковка и штамповка: Справочник в 4 т. М.: Машиностроение, 1985. Т. 1: Материалы и нагрев. Оборудование. Ковка.
Семенов Е.И. Ковка и штамповка: Справочник в 4 т. М.: Машиностроение, 1986. Т. 2: Горячая штамповка.
Норицын И.А. Проектирование кузнечных и холодноштамповочных цехов и заводов. М.: Высшая школа, 1972