

Обработка отверстий абразивным инструментом
Для обработки отверстий применяют шлифование, хонингование, притирку.
Шлифование. Внутреннее шлифование применяют для окончательной обработки отверстий закаленных деталей или в тех случаях, когда невозможно применить другие, более производительные методы обработки. Оно осуществляется на внутришлифовальных станках и бесцентрово-внутришлифовальных автоматах. Отверстия обрабатывают напроход и методом врезания (короткие отверстия).
Внутреннее шлифование имеет свои технологические особенности. При шлифовании отверстий наружный диаметр круга всегда должен быть меньше диаметра шлифуемого отверстия. Диаметр шлифовального круга принимают равным 0,8–0,9 диаметра отверстия. Высоту круга выбирают в зависимости от длины обрабатываемой поверхности.
Припуски на шлифование отверстий зависят от диаметра отверстия и его длины и рекомендуются 0,07–0,25 мм для диаметра до 30 мм; 0,18–0,75 для диаметра до 250 мм. Наиболее распространенным методом является шлифование напроход с продольным движением подачи.
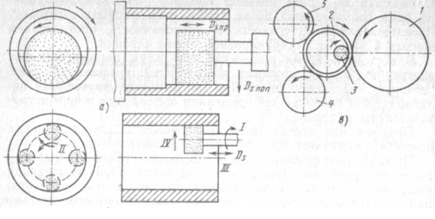
Различают три основных вида внутреннего шлифования (рис. 7.13): во вращающейся заготовке; в неподвижной заготовке (планетарное); бесцентровое.
б)
Рис. 7.13. Виды внутреннего шлифования: а – во вращающейся заготовке;
б – планетарное; в – бесцентровое
Шлифование отверстия во вращающейся заготовке (рис. 7.13, а) осуществляется так же, как шлифование наружных поверхностей тел вращения.
Шлифование отверстия в неподвижной заготовке применяют при обработке отверстий в крупных заготовках, которые трудно вращать (рис. 7.13, б).
При этом методе заготовка устанавливается на стол станка и остается неподвижной во время обработки. Шпиндель и шлифовальный круг имеют четыре движения: I – вращение вокруг своей оси; II – планетарное движение по окружности внутренней поверхности заготовки; III – возвратно-поступательное движение вдоль оси заготовки; IV – поперечное перемещение (поперечное движение подачи). Этот метод менее производителен, чем первый.
При внутреннем бесцентровом шлифовании (рис. 7.13, в) базой для установки заготовки служит наружная, предварительно обработанная поверхность. Обработка происходит следующим образом. Заготовка 2 направляется и поддерживается тремя роликами. Ролик 1 (большего диаметра) является ведущим; он вращает заготовку и в то же время удерживает ее от возможного вращения с большой скоростью под действием шлифовального круга 3. Верхний нажимной ролик 5 прижимает заготовку к ведущему ролику 1 и нижнему поддерживающему ролику 4. Заготовка, зажатая между тремя роликами, вращается с той же скоростью, что и ведущий ролик 1. При смене заготовки ролик 5 отходит, освобождая заготовку и позволяя вставить, вручную или автоматически, новую заготовку. Бесцентровое шлифование – более производительный метод.
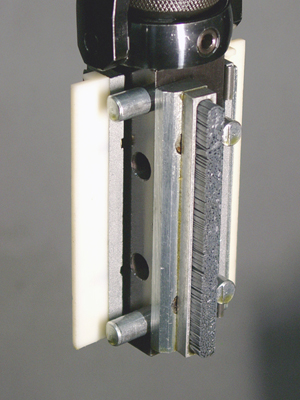
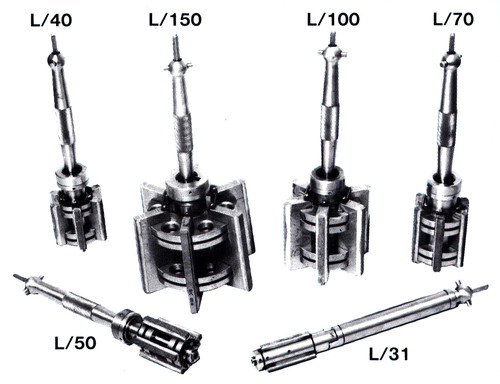
Хонингование – один из методов отделочной обработки отверстий осуществляемый с помощью хонинговальных головок (хонов) со вставными абразивными брусками. В основном применяется для обработки внутренних цилиндрических отверстий (от 2 мм) путём совмещения вращательного и поступательно-возвратного движения хона с закреплёнными на нём раздвижными абразивными брусками при постоянном давлении р абразивных брусков на обрабатываемую поверхность, с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Хонингование позволяет получать отверстия с отклонением от цилиндричности до 5 мкм и шероховатостью поверхности Ra 0,63÷0,04 по 6–5 квалитетом точности.
Хонингование выполняется на специальных станках, которые подразделяют на две группы: вертикально-хонинговальные и горизонтально-хонинговальные. Кроме того, иногда хонингование осуществляется на специально модернизированных (шлифовальных, горизонтально-расточных) станках.
В процессе хонингования абразивные бруски удаляют слой металла толщиной 0,3–0,5 мкм за один двойной рабочий ход при общем припуске 0,01–0,07 мм для стали и 0,02–0,20 мм для чугуна. При этом снимаются как микронеровности, оставшиеся после предыдущей операции, так и некоторая часть основного металла, что позволяет устранять конусообразность, овальность, бочкообразность.
Предварительная обработка отверстий под хонингование может быть выполнена растачиванием, зенкерованием, развертыванием или шлифованием и должна обеспечивать точность обработки не ниже чем по 7–8-му квалитету и Ra = 6,3–3,2 мкм.
Наибольшая эффективность достигается алмазным хонингованием. Производительность алмазного хонингования гладких отверстий повышает производительность шлифования в 2 раза.


Смазочно-охлаждающие жидкости для хонингования. При обработке деталей из стали и чугуна применяют керосин или смесь керосина с веретённым маслом (10 %–20 %). При использовании алмазных хонинговальных брусков часто применяют в качестве СОЖ обычную воду, в которую добавляют различные (как правило, синтетические) вещества предотвращающие коррозию обрабатываемой детали и самого станка. Использование водных растворов оправдывается более высокой плотностью воды (по сравнению с маслами и керосином), а, следовательно, и более интенсивным отводом тепла, что является одним из важнейших требований, предъявляемых к СОЖ. При этом водные растворы более экологичны и менее вредны для оператора станка.
Притирка (доводка внутренних поверхностей). Этот метод аналогичен притирке наружных цилиндрических поверхностей. Притирка малопроизводительна, поэтому в машиностроении ее применяют сравнительно редко.