

Газовая защита
СЛАЙД 12 Газовая защита зоны сварки была предложена еще Н.Н. Бенардосом, но воплотилась в технологический процесс в конце 40-х годов XX века, когда появилась необходимость сварки активных металлов, таких, как алюминий и его сплавы, а позднее – титан и его сплавы.
Для защиты зоны сварки применялись инертные газы – аргон и гелий. Был разработан процесс аргонно-дуговой сварки и соответствующее сварочное оборудование для автоматической и механизированной сварки плавящимся и неплавящимся электродами. Однако для сварки низкоуглеродистых низколегированных сталей применять дорогие инертные газы было экономически нецелесообразно, поэтому был разработан метод сварки в углекислом газе, который может быть легко получен в любом количестве.
В настоящее время этот процесс сварки получил очень широкое применение при изготовлении конструкций низкоуглеродистых низколегированных, среднелегированных и высоколегированных сталей при высоком качестве сварных соединений. В последние годы разработаны способы газовой защиты с применением различных газовых смесей (Аг+Не, Аг+О2, Аr+СО2, СO2+О2 и др.), что расширяет сварочно-технологические и металлургические возможности данного метода сварки.
Дуговой разряд горит в струе аргона или гелия очень устойчиво при меньших напряжениях на дуге по сравнению с СО2. Это происходит потому, что инертные газы одноатомны и не расходуется энергия на их диссоциацию, а проводимость дугового промежутка обеспечивается парами свариваемого металла.
СЛАЙД 13 Из инертных газов наиболее широко применяется аргон, так как он значительно дешевле, чем гелий, а также обладает лучшими защитными свойствами.
Иногда аргонно-дуговую сварку применяют для упрочненных средне- или высоколегированных сталей.
Среднелегированные углеродистые стали обычно содержат в своем составе достаточное количество активных легирующих компонентов для подавления пористости, вызываемой окислением углерода. Это обеспечивает плотную структуру шва, а состав металла шва соответствует основному металлу, если электродные проволоки имеют также близкий состав.
Аустенитные коррозионно-стойкие и жаропрочные стали (12Х18Н10Т и т. д.) хорошо свариваются в среде аргона как плавящимся, так и неплавящимся электродами. При сварке этих сталей обычно не требуется каких-либо дополнительных мероприятий, но аустенитно-мартенситные стали очень чувствительны к влиянию водорода, который их сильно охрупчивает и дает медленное разрушение в виде холодных трещин. В этих случаях требуется осушка аргона или добавка к нему многовалентных фторидов, которые связывают водород в атмосфере дуги и уменьшают поглощение водорода металлом.
Низкоуглеродистые низколегированные стали, особенно кипящие, склонны к пористости при сварке в среде аргона вследствие окисления углерода. Этот процесс идет за счет кислорода, накопленного в сталях во время их выплавки, но может возникать за счет примесей к аргону марок В и Г, за счет влажности газа и содержащегося в нем кислорода. Для подавления этой реакции в сварочной ванне нужно иметь достаточное количество раскислителей (Si, Мn, Ti), например, использовать сварочные проволоки Св08ГС или Св08Г2С. Можно снизить пористость путем добавки к Аr до 5 % О2, который, вызывая интенсивное кипение сварочной ванны, способствует удалению газов до начала кристаллизации. Добавка кислорода к аргону снижает также критическое значение сварочного тока, при котором осуществляется переход от крупнокапельного переноса металла в дуге к струйному, что повышает качество сварки.
СЛАЙД 14 Сварку в среде углекислого газа осуществляют с помощью сварочной головки, перемещающей сварочный инструмент и подающей в зону сварки электродную проволоку (рис. 2). С помощью сопла создаётся поток углекислого газа, омывающий зону дугового разряда и оттесняющий из зоны сварки воздушную атмосферу. Сварка может вестись в автоматическом или механизированном режиме.
При механизированной сварке инструмент (горелка, головка) перемещается рукой сварщика, а электродная проволока подается по гибкому шлангу с помощью отдельно установленного механизма.
Плотность углекислого газа составляет 1,96 кг/м3, поэтому он хорошо оттесняет воздух, плотность которого 1,29 кг/м3. Поставляется углекислый газ в баллонах в жидком состоянии.
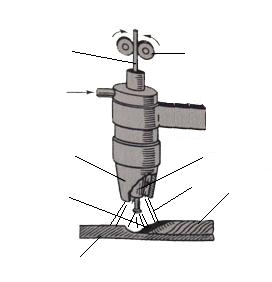


Рис. 2 Схема сварки в углекислом газе:
1 – подающие ролики; 2 – рукоятка или кронштей; 3 – токоподводящий мундштук; 4 – защитная струя углекислого газа; 5 – шов; 6 – основной металл; 7 – сварочная ванна; 8 – сопло; 9 – сварочная проволока
СЛАЙД 15 Для сварки применяют газ с пониженным содержанием вредных примесей – кислорода, азота, оксида углерода, влаги. Качество сварных швов зависит не только от чистоты СО2, но и от его расхода и характера истечения из сопла под небольшим давлением, обеспечивающим спокойный (ламинарный) характер истечения. Турбулентный характер истечения газового потока ухудшает качество защиты сварочной зоны вследствие возможного подсоса воздуха в эту зону. Характер истечения защитной струи газа определяется геометрическими параметрами сопла сварочного инструмента.
Углекислый газ в области высоких температур диссоциирует на СО и О2. На этот процесс расходуется часть тепловой энергии и дугового разряда. В условиях высоких и быстро меняющихся температур при сварке состав продуктов диссоциации СО2 в разных точках дугового разряда будет изменяться.
Наличие в атмосфере дуги значительного количества кислорода требует дополнительного легирования сварочной проволоки кремнием (около 1 %) и марганцем (около 2 %), Поэтому для сварки низкоуглеродистых сталей применяют специальные сварочные проволоки, например Св08ГС, Св08Г2С. Легирующие добавки с каплями электродного металла растворяются в жидком металле сварочной ванны и задерживают окисление железа. Диссоциация паров воды, поступившей из-за повышенной влажности СО2 тоже будет тормозиться вследствие высокой концентрации кислорода, полученного при диссоциации СО2.
На участках, удаленных от оси столба дуги, будет происходить рекомбинация молекул СО2 с большим выделением тепловой энергии, которая раньше расходовалась на диссоциацию газа (около 30% электрической мощности дуги).
Отбор теплоты на диссоциацию газа по оси дуги и его выделение при обратном процессе на периферических участках дугового разряда влияет на глубину проплавления и ширину шва. Газовая атмосфера на участках, удаленных от оси столба дуги, будет обогащаться СО2 и водород, образовавшейся при диссоциации паров воды, будет связываться в молекулы Н2О. Таким образом, при сварке в струе углекислого газа металл поглощает водород в меньших количествах, чем при других видах сварки. В среднем при сварке низкоуглеродистых низколегированных сталей в СО2 содержание водорода в наплавленном металле колеблется от 0,5 до 2·10-5 м3/кг.
СЛАЙД 16 Металл, наплавленный при сварке в струе СО2 чище по шлаковым включениям, и поэтому его пластические свойства несколько выше, чем при сварке под слоем флюса.
При сварке легированных сталей необходимо использовать специальные сварочные проволоки, например Св08ГС, Св08Г2С, Св07ГС содержащие раскислители (марганец и кремний), которые предохраняют от окисления углекислым газом легирующие добавки свариваемого металла.
Перегретый водяной пар является самой дешевой защитной средой, но в настоящее время не применяется, так как при этом методе металл поглощает большое количество водорода. При поглощении водорода металл резко ухудшает свои пластические свойства, но они восстанавливаются после термической обработки или при «вылеживании», так как дифузионно-подвижный водород покидает металл с течением времени. Этот метод ограниченно применялся для сварки неответственных изделий из низкоуглеродистых низколегированных сталей.