

4. Автоматы и технология сварки неповоротных сварных швов в среде защитных газов
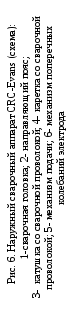
СЛАЙД 25 Аппараты для наружной сварки (External Welder) выпускаются в трёх базовых конфигурациях: для сварки «горячего» прохода, заполняющих слоёв и облицовочного слоя.
СЛАЙД 26 Аппараты различаются по скорости сварки и форме наконечников. Аппараты перемещаются по 120 миллиметровой ленте из пружинной стали, которая фиксируется на трубе перед началом сварки стыка. Лента размещается на расстоянии 95 мм от плоскости, в которой расположен корень разделки и устанавливается точно по окружности с помощью специального шаблона, который затем удаляется.
СЛАЙД 27 Каждый сварочный аппарат имеет три части: тележку для перемещения по трубе, контрольный пульт управления и сварочную секцию. Тележка состоит из шарнирного основания, которое может быть отрегулировано под конкретный диаметр трубы, 24-вольтового мотора с редуктором и эксцентрикового зажимного механизма для установки аппарата на ленте. Помимо этого, имеются три ведомых и одно ведущее колесо с насечкой, которое прижимается к краю ленты и обеспечивает перемещение аппарата по окружности свариваемого стыка.
СЛАЙД 29 Контрольный пульт управления отвечает за электронный контроль работы сварочного аппарата. Существуют четыре легко заменяемые электронные печатные платы для контроля скорости сварки, скорости подачи проволоки, частоты колебания горелки, и задержки выключения подачи проволоки и защитного газа. Реле задержки позволяет обеспечить подачу проволоки и защитного газа в течение некоторого времени после прекращения перемещения аппарата для заварки кратера в конце сварного шва. Для каждой функции существует отдельная кнопка на панели управления.
СЛАЙД 30 Сварочная секция аппарата состоит из сварочной горелки, мотора подачи проволоки, мотора и редуктора для поперечных колебаний сварочной горелки, сопла для подачи защитного газа и катушки сварочной проволоки (диаметром 0,9 мм), массой 2,72 кг. Имеется также механизм для регулирования амплитуды колебаний. Аппараты для «горячего» прохода, как правило, не имеют механизма колебаний. В качестве защитного газа обычно используется СО2, а при сварке облицовочного шва применяется смесь 75 % Ar + 25 % CO2.

СЛАЙД 28 Рис.5. Наружный сварочный аппарат CRC-Evans (Внешний вид сбоку)
СЛАЙД 3 1
1








СЛАЙД 32 Система автоматической сварки "СRС Еvans AW" предназначена для двусторонней сварки неповоротных стыков труб диаметром 630–1420 мм. В ней реализован процесс сварки тонкой электродной проволокой сплошного сечения в среде защитных газов.
СЛАЙД 34 Конструкция и состав оборудования обеспечивают комплексное решение автоматизации сварки неповоротных стыков линейной части магистральных нефтепроводов, основанное на следующих технологических подходах:
- повышение производительности сварки за счет уменьшения объема наплавленного металла при использовании специальной узкой разделки и сборки без зазора кромок, в сочетании с повышенным коэффициентом наплавки при сварке тонкой электродной проволокой;
СЛАЙД 35- использование быстродействующего пневматического центратора и сокращение времени сборки стыка, так как нет необходимости устанавливать зазор;
- сокращение времени сварки корня шва за счет применения многоголовочного сварочного автомата;
- обеспечение высокого темпа производства работ на трассе магистрального трубопровода за счет высокой скорости сварки и совмещения сварки корневого шва и "горячего" прохода;
- компенсация неточностей сборки, обеспечение гарантируемого качества корневого слоя и всего шва в целом за счет применения процесса двусторонней сварки.
СЛАЙД 37 В 1968 г. фирмой “CRC Evans” была впервые разработана система для автоматической сварки трубопроводов, которая имеет ряд значительных преимуществ по сравнению с ручной дуговой сваркой:
- высокий коэффициент наплавки;
- снижение объема наплавляемого металла;
- качественные и стабильные показатели по механическим свойствам и неразрушающему контролю;
- уменьшение зависимости качества сварки от ошибок оператора;
СЛАЙД 38 - снижение физической нагрузки на сварщика (оператора);
- возможность быстрого обучения операторов;
- снижение объемов используемого оборудования и рабочей силы для сварки труб большого диаметра с большой толщиной стенки.
СЛАЙД 39 В настоящее время разработаны три типа наружных сварочных автоматов: П200, П600 и М300.
Сварочные автоматы П200, П600 предназначены для сварки по специальной разделке кромки труб, в общем потоке сварочных работ.
Автомат М300 является универсальным. Он применяется для сварки всех слоёв шва независимо от вида разделки кромок и может использоваться отдельно, вне комплекта оборудования фирмы “CRC Evans”.
СЛАЙД 44 Система автоматической сварки “CRC Evans” является специально разработанной системой для двусторонней сварки неповоротных стыков труб при сооружении линейной части магистральных трубопроводов в среде защитного газа проволокой малого диаметра.
Сварку производят в режиме короткого замыкания. Другими признаками системы являются отсутствие зазора при сборке стыка и сварка корня шва с внутренней стороны трубы.
СЛАЙД 45 Совокупность этих факторов повышает скорость и качество сварки следующим образом:
- отсутствие зазора при сварке уменьшает количество необходимого металла шва, сокращает время на сборку стыка и практически исключает прожог при сварке;
- сварка корня изнутри существенно уменьшает влияние неточностей при сборке стыка и, как следствие, предотвращает внутренний подрез. Это также позволяет выполнять сварку "горячего" прохода практически одновременно со сваркой корня, что увеличивает скорость сварки и обеспечивает формирование прочного соединения при удалении внутреннего центратора.
СЛАЙД 46 Важным фактором, определяющим стабильное качество стыков, выполняемых с использованием автоматической сварки, является качество подготовки кромок труб. В системе автоматической сварки “CRC Evans” это достигается путём механической переточки кромок труб под узкую разделку с помощью установок для обработки кромок. Специальная разделка (рис.3) позволяет повысить качество сварки и повторяемость результатов, увеличить производительность и уменьшить объём наплавляемого металла (соответственно время горения дуги и расход сварочного материалов).
СЛАЙД 47 Сварка корня шва осуществляется по одной из рекомендованных компанией “CRC Evans”технологий:
- изнутри, с помощью внутренней сварочной станции (IWM – Internal Welding Machine);
- снаружи, с применением внутреннего центратора со встроенным медным подкладным кольцом;
- снаружи, с использованием стандартного внутреннего центратора с разработанной компанией “Lincoln Electric” технологии STT.
СЛАЙД 48 Наружные сварочные аппараты используют в парах. Каждый аппарат осуществляет сварку половины сварочного шва от позиции 1200 до 600, один в направлении по часовой стрелке (CW), другой против часовой стрелки (CCW). Аппараты для "горячего" прохода перемещаются обычно со скоростью 1,0 – 1,27 м/мин и начинают сварку до окончания сварки корня шва. CW-аппарат начинает сварку в позиции 1200 после того, как был сварен достаточный участок корня шва для предотвращения перекрытия. CCW-аппарат заканчивает сварку "горячего" прохода, также начиная свое движение от позиции 1200.
СЛАЙД 49 Аппараты для сварки заполняющих слоев стартуют одновременно; однако они не начинают сварку с одной позиции. Обычно для первого заполняющего слоя CCW-аппарат выполняет сварку от позиции 1200 до позиции 600. Одновременно CW-аппарат начинает сварку в позиции 300 и выполняет сварку до позиции 600.
После этого оператор возвращает его обратно в позицию 1200 и завершает сварку в позиции 300. Стартовые позиции меняются поочередно для каждого слоя с целью предотвращения перекрытия стартовых и конечных точек в вертикальном положении.
СЛАЙД 50 На трубе с толщиной стенки более 8 мм один заполняющий шов необходим обычно для каждых 3,2 мм стенки. Скорость сварки заполняющих слоев колеблется, как правило, в пределах 330–380 мм/мин при скорости подачи проволоки 11–17 м/мин.