

3.5 Управляющая программа для обработки детали на разрабатываемую операцию
T1.1 M8(ЧЕРНОВОЙ ПРОХОДНОЙ) G1 Z-23,1X16
S800 M3 M43 F 0.3 G0 X4.5
G1 X30 Z0 X15
G0 X-1 Z-18.3
Z1 X4.5 Z-23.3
G1 X 24 X15
G0 Z- 53 Z-31.7
G1 X24 Z1 X4.5 Z-26.7
X21 X16
G0 Z-53 X100 Z100
G1 X23 Z1
X18
G0 Z-53 T5.5(ОТРЕЗНОЙ)
G1 X20 Z1 S400 F.07
X16 G1 X16 Z-50.5
G0 Z-53 G0 X-1
G1 X17 Z1 G1 X100
S1000 F0.1 Z100
X13.2 M5 M9
G0 X14.5 Z-1.5 M30
Z-53
G1 X100 Z100
T2.2 (ЦЕНТРОВКА Ø5)
S400 F0.1
G1 X0 Z5
G0 Z-5
G1 Z100
X100
T3.3 (СВЕРЛОØ11)
S500 F0.2
G1 X0 Z5
G0 Z-10
G1Z100
X100
T3.3 (РАСТОЧНОЙ)
S550 F0.2
G1 X10.5 Z3
G0 Z0
X11.5 Z-0.5
Z-9
X10
G1 Z-100
X100
T4.4 (КАНАВОЧНАЙ)
S400 F0.07
4. Наладка станка с пу
Включение станка:
Включение станка системы УЧПУ осуществляется нажатием переключателя подачи питания и вводного автомата. Начинает мигать индикатор над клавишей пуск. Нажать клавишу пуск, на индикаторах 1 и 2 появляются нули. Система ЧПУ готова к работе. Подать питание на привод. Если начинает мигать лампочка внимание или на индикаторе 3 появится код 821 то это свидетельствует о задержке подачи питания напряжения на привод. Нажать на клавишу гашение. Включить подачу напряжения на привод.
Если тест проходит не правильно, то начинает пульсировать лампочки над клавишей пуск, вывода, загорается внимание, и все лампочки на индикаторе 3, отсюда следует что в сисиеме ЧПУ неисправность. Нажать клавишу ввода-вывода и на индикаторе 3 высветится код на индикаторе.
Выход в фиксированную точку:
Вывод суппорта в фиксированную точку рекомендуется производить в тех случаях когда возникает системные сбои устройств. При сбоях привода вывод в фиксированную точку обязателен.
Существует два способа выхода в фиксированое положение:
В автоматическом режиме : М31 – по координаие Х
М32 – по координате Z![]()
В![]() ручном режиме:
ручном режиме:
Коррекция вылетов инструмента:
Первый способ:
1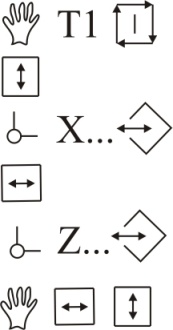
2
3 X… (новое значение)
4
5 Z… (новое значение)
Прежде чем применять второй способ необходимо:
Корректированный инструмент не должен находится в рабочей позиции, в этом случаи эта коррекция приведет к смещению привязки всех инструментов, после повторного вызова этого инструмента в рабочую позицию. Номер корректора должен соответствовать номеру инструмента.
Пример:
1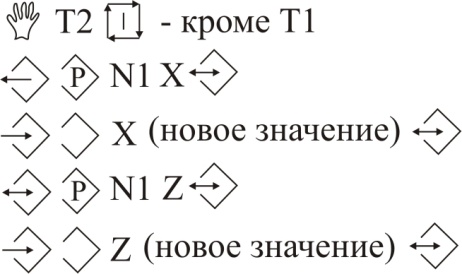
2
3
4
5
Ввод и вывод параметров станка:
В![]() вод
параметров:
вод
параметров:
В![]() ывод
параметров:
ывод
параметров:
Ввод, вывод УП:
 В
В![]() вод:
вод:
В![]() ывод:
ывод:
Привязка инструмента к системе отсчета:
Для того, чтобы привязать режущий инструмент к детали, его нужно вызвать в рабочую позицию. На пульте необходимо набрать , затем ввести рабочий диапазон, число оборотов шпинделя, включение вращения шпинделя. После выполнения этих операций необходимо перейти в ручной режим, нажав клавишу . Продолжение привязки режущего инструмента проводится в следующей последовательности:
![]() Пользуясь
клавишами произвести обточку
цилиндрической части заготовки;
Пользуясь
клавишами произвести обточку
цилиндрической части заготовки;
![]() Отвести
инструмент по координате Z, не изминяя
его положения по координате X, выключить
шпиндель командой .
Отвести
инструмент по координате Z, не изминяя
его положения по координате X, выключить
шпиндель командой .
![]()
![]() Произвести
измерение диаметра обточенной части
заготовки и ввести эту величину под
адресом Х, нажав на клавишу (режим
размерной привязки). Например: Х28000
Произвести
измерение диаметра обточенной части
заготовки и ввести эту величину под
адресом Х, нажав на клавишу (режим
размерной привязки). Например: Х28000
![]() Включить
вращение шпинделя командой , и
произвести обточку торца заготовки;
Включить
вращение шпинделя командой , и
произвести обточку торца заготовки;
![]() Отвести инструмент
по координате Х, не изменяя его положения
по координате Z, выключить вращение
командой .
Отвести инструмент
по координате Х, не изменяя его положения
по координате Z, выключить вращение
командой .
На пульте оператора ввести значение Z0, нажав на клавиши
Размерная привязка режущего инструмента закончена. В такой последовательности производится привязка всех резцов, необходимых для обработки детали.