

5.3 Защита от излучения
Меры по технике безопасности, проведенные изготовителем
Наряду с указанными в руководстве по эксплуатации TLF-лазера предохранительными устройствами фирма TRUMPF установила на станок следующие дополнительные предохранительные устройства, уменьшающие опасность, вызываемую невидимым лазерным излучением:
Полное капсюлирование (помещение в закрытый корпус) канала хода лучей
За исключением режущей головки, в любой другой точке невидимое лазерное излучение в нормальном режиме эксплуатации не может выйти из канала хода лучей. Алюминиевые трубы и переходные гофры на подвижных осях обеспечивают полное помещение лазерного излучения в корпус по всему диапазону перемещения станка. Диффузное (рассеянное) излучение, вызываемое отражением лазерного луча от заготовки или от опоры заготовки, эффективно поглощается защитной кабиной.
Оснащение станка табличками (согласно VGB 93)
С
 ледующие
таблички указывают на опасности,
связанные с лазерным излучением:
ледующие
таблички указывают на опасности,
связанные с лазерным излучением:
Рисунок 40. Табличка 1: обозначение лазерного Рисунок 41. Табличка 2 и 3: предупреждающий знак „Лазер! устройства в нормальном режиме и предупреждающая табличка на ограждении с защитной
Рисунок 42. Табличка 2 и 4: предупреждающий знак Рисунок 43. Табличка 2 и 9: предупреждающий знак„Лазер!" „Лазер!" и предупреждающая табличка на и табличка, указывающая на лазерное излучение в лазере
ограждении с защитной блокирующей системы класса4

Рисунок 44. Табличка 5: обозначение класса лазера Рисунок 45. Табличка 7: указательная табличка
для случая повреждения линзы
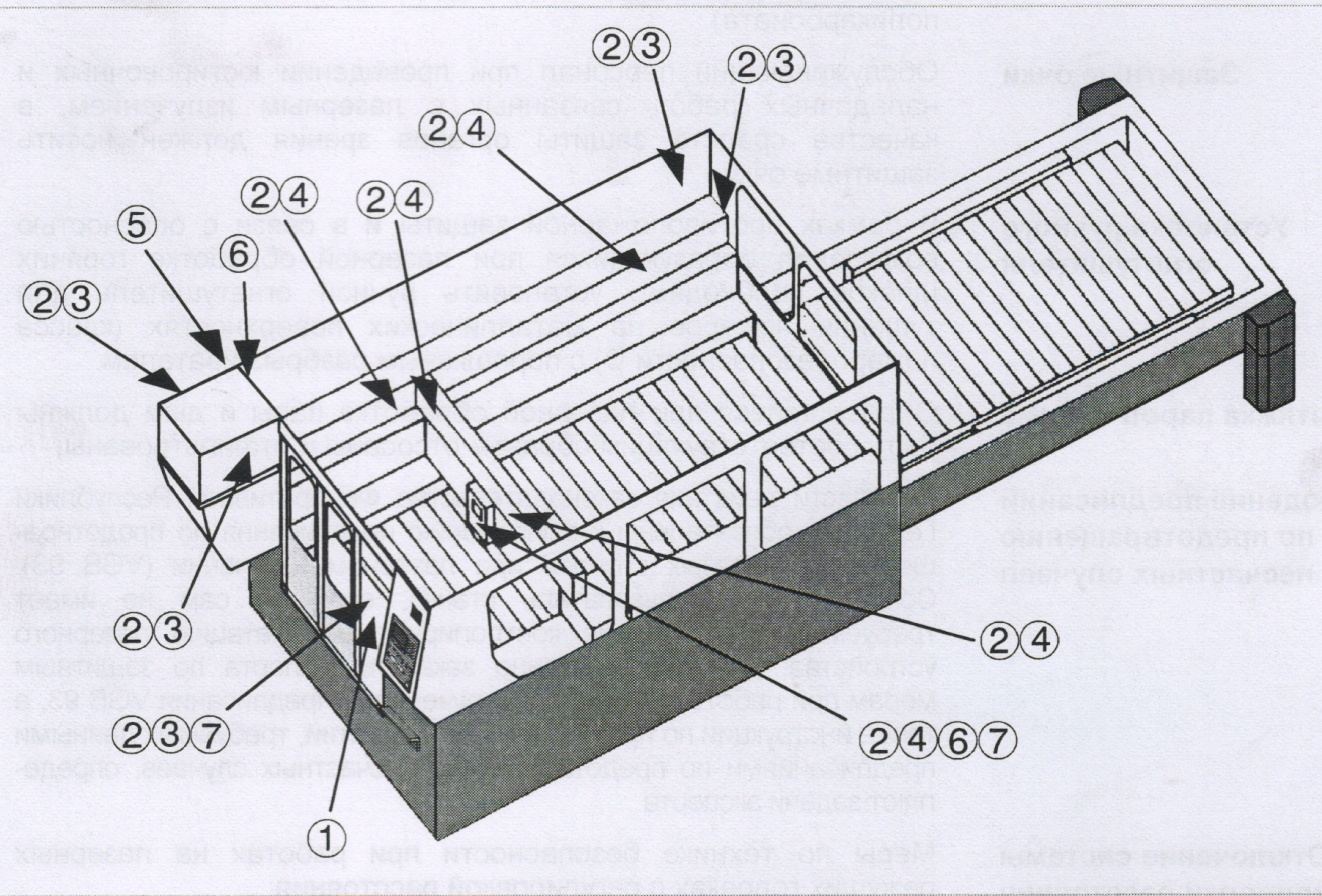
Рисунок 46. Схема расположения табличек
Мероприятия по технике безопасности, проводимые пользователем
Для нормальной эксплуатации станка пользователем должны быть приняты все необходимые меры по технике безопасности. Для предотвращения опасностей, связанных с лазерным излучением, необходимо особенно тщательно выполнять следующие положения:
Нормальный режим эксплуатации с активными предохранительными устройствами
Нормальный режим эксплуатации установки допускается только при активных предохранительных устройствах.
Меры предосторожности при проведении котировочных и наладочных работ
Юстировочные и наладочные работы, касающиеся лазерного излучения, должны проводиться только специально обученным и оснащенным обслуживающим персоналом. При необходимости, опасная зона станка при проведении юстировочных и наладочных работ должна быть дополнительно ограждена (например, стенками из стального листа или поликарбоната).
Защитные очки
Обслуживающий персонал при проведении юстировочных и наладочных работ, связанных с лазерным излучением, в качестве средств защиты органов зрения должен носить защитные очки.
Установка ручного огнетушителя
В рамках противопожарной защиты и в связи с опасностью возгорания образующихся при лазерной обработке горячих шлаков необходимо установить ручной огнетушитель для тушения пожаров на металлических поверхностях (класса пожаробезопасности D) с порошковым разбрызгивателем.
Вытяжка паров и дыма
Образующиеся при лазерной обработке пары и дым должны быть соответствующим образом отсосаны и отфильтрованы.
Соблюдение предписаний по предотвращению несчастных случаев
В области действия законодательства Федеративной Республики Германия обязательны для выполнения предписания по предотвращению несчастных случаев при лазерном излучении (VGB 93). Согласно ним пользователь станка, если он сам не имеет требуемых знаний и не контролирует эксплуатацию лазерного устройства, должен письменно заказать эксперта по защитным мерам при работе с лазерным излучением. Предписания VGB 93, а также инструкции по проведению мероприятий, требуемых данными предписаниями по предотвращению несчастных случаев, определяют задачи эксперта.
Отключение системы регулировки расстояния
Меры по технике безопасности при работах на лазерных режущих головках с регулировкой расстояния: Для поддержания постоянного расстояния „сопло - заготовка" и для защиты сопла от столкновения режущие и сварочные головки оснащены системой регулировки расстояния. Работы на режущей головке не должны проводиться при активной системе регулировки расстояния, т. к. система регулировки расстояния реагирует на колебания головки при ее подъеме с максимальной скоростью в верхнее конечное положение. Для предотвращения неконтролируемых движений оси Z при проведении любых юстировочных или сервисных работ система регулировки расстояния должна быть отключена.
Опасные вещества
В качестве превентивных мер и независимо от требуемых вытяжных и фильтрующих устройств, а также вентиляционной системы настоятельно рекомендуется обеспечивать достаточный подвод свежего воздуха в рабочие помещения. В связи с этим я провожу ссылку на технические нормы при обращении с опасными веществами (TRGS).
Пыль, аэрозоли и газы
При лазерной обработке металлических материалов образуются следующие вещества:
• пыль (размер частичек свыше 1 мкм)
• аэрозоли (размер частичек менее 1 мкм). Аэрозоль представляет собой газ (обычно воздух), содержащий твердые или жидкие вещества в мелкодисперсной форме.
• газы
Количество образуемых веществ
Количество образуемых (выбрасываемых) веществ при обработке металлических материалов зависит от параметров „скорость резания" и „давление газа для резки". Количество образуемых веществ при оптимальных параметрах минимально. Наряду с параметрами резания значительное влияние на количество образуемых веществ имеет вид материала. Так, например, выброс веществ при обработке конструкционных сталей (толщина листа 6 мм: 440 мг/м длины реза) значительно ниже, чем для хром-никилевых материалов или оцинкованных стальных листов (толщина листа 6 мм: 2000 мг/м длины реза). Образующиеся при лазерной резке металлических материалов аэрозоли и пыль на 97 % имеют диаметр частичек менее 5,7 мкм.
При измерении общей концентрации пыли и аэрозолей у пульта управления были зарегистрированы значения менее 0,1 мг/м3. Эти значения значительно ниже действующих в Федеративной Республике Германия максимально допустимых концентраций на рабочем месте (величины МАК) для общей концентрации пыли (6 мг/м3) и приблизительных концентраций (величины TRK) хроматов (0.1 мг/м3).
В зависимости от использования станка пользователем и, особенно от обрабатываемых материалов может происходить выброс опасных (особенно - считающихся вызывающими рак) веществ, для которых приведенные здесь в качестве примера значения не являются решающими. При наличии потенциальной опасности подобного рода пользователем должны проводиться некоторые измерения и, при необходимости, приниматься меры по защите обслуживающего персонала.
По поводу обращения с опасными веществами пользователь отсылается к действующим в Федеративной Республике Германия техническим нормам при обращении с опасными веществами TRGS 560, которые регулируют процесс возврата воздуха после вытяжки и фильтрации при обращении с вызывающими рак опасными веществами. Вызывающими рак опасными веществами в смысле правил TRGS 560 в области металлообработки, например, являются
• соединения бериллия
• соединения хрома и никеля
• хроматы цинка
Масла для смазки и охлаждения режущих инструментов
Если при обработке металлических материалов используются масла для смазки и охлаждения режущего инструмента, то при лазерной резке могут образовываться углеводороды и альдегиды. При применении рекомендуемых фирмой TRUMPF масел для смазки и охлаждения режущего инструмента были установлены следующие концентрации на рабочем месте:
|
Оцинкованный стальной лист [мг/м3] |
Сплавы алюминия [мг/м3] |
ПДК для рабочей зоны [мг/м3] |
Ацетальдегид |
0.007 |
0.005 |
90 |
Ацетон |
0.111 |
0.204 |
2400 |
Бутанол |
0.334 |
0.022 |
300 |
Бутилацетат |
0.081 |
0.007 |
950 |
Декан |
0.060 |
0.004 |
нет предельного значения |
Этилацетат |
0.297 |
0.002 |
1400 |
Этилбензол |
0.034 |
0.004 |
440 |
Формальдегид |
0.021 |
0.013 |
0.6 |
Все углеводороды |
2.600 |
1.875 |
нет предельного значения |
Толуол |
0.057 |
0.12 |
380 |
Ксилол |
0.113 |
0.013 |
440 |
Таким образом, концентрации веществ в данном случае значительно ниже предельно допустимых концентраций на рабочем месте (ПДК) (примеры для использования других масел для смазки и охлаждения режущего инструмента не могут быть непосредственно приведены).
Масла для смазки и охлаждения режущего инструмента при обработке алюминия, например, рекомендуемое фирмой TRUMPF масло производства фирмы Wisura, содержат аминовые соединения, что при лазерной резке может теоретически вызвать образование нитроаминов. Несмотря на это, соответствующие исследования дали во всех пробах отрицательный результат: наличие нитроаминов не могло быть установлено. При применении рекомендуемых фирмой TRUMPF масел для смазки и охлаждения режущего инструмента на основе, не содержащей хлора, образование полихлорированных бифени-лов (РСВ) и диоксинов исключается.
Озон
При высокочастотном разряде TLF-лазера может образовываться озон. Этот озон улетучивается через вентиляционные прорези кожуха в окружающий воздух. Контрольные измерения на фирме TRUMPF при шести включенных в одном помещении лазерах выявили концентрацию озона в окружающем воздухе величиной в 5 частей на миллиард. Действующая в Федеративной Республике Германия предельно допустимая концентрация озона на рабочем месте (ПДК) составляет 100 частей на миллиард. Таким образом, обнаруженное значение значительно меньше предельного.
Листы с защитным полиэтиленовым покрытием
При лазерной резке покрытых полиэтиленовой пленкой листов образуются, главным образом, алифатические и олеиновые соединения:
• n-гептан, 1-гептен, гептады
• п-октан, 1-октен, октады
• n-нонан, 1-нонен, нонады
• n-декан, 1-декен, декады
• непредельные n-декан, 1-декен, декады
• другие n-алкан, 1-алкен, диеновые пары
• Толуол
• Этилбензол
• L-лимонины
• N-бутилбензолсульфоамид
При измерениях во всасываемом потоке воздуха при помощи анализатора общего содержания углеводородов (пламенно-ионизационного детектора) были обнаружены концентрации между 2 и 10 частей на миллион, замеренные в пересчете на метан. Таким образом, при лазерной резке листов с защитным полиэтиленовым покрытием не ожидается превышение предельных значений концентрации органических составляющих отводимого воздуха. Незначительное образование запаха может вызываться отдельными, находящимися в предельно низких концентрациях (в диапазоне частей на миллиард) и имеющими интенсивный запах компонентами отводимого воздуха.
Опасности при термическом разложении линз из селенита цинка
Линзы из селенита цинка (ZnSe) установлены в зеркало для вывода энергии лазерного агрегата и в качестве фокусирующей линзы в режущей головке.