

8.2.4. Відомча повірка лабораторних м’ялок лм-3
Розглянемо методику й засоби відомчої повірки лабораторної м’ялки ЛМ-3.
Міжповірний інтервал для м’ялки ЛМ-3 становить 2 роки.
Лабораторна м’ялка ЛМ-3 призначена для м’яття наважок стебел лляної соломи й трести при визначенні вмісту лубу в соломі, вмісту волокна в тресті та міцності соломи й трести.
Лабораторна м’ялка (рис. 8.17) складається з металевої плити 2, закріпленої на дерев’яній підставці 1, металевої рами 3, однієї пари рифлених вальців 4 з підшипниками 8, на які спирається ресорна пружина 7 з натискним гвинтом 5, дерев’яних лотків 9 і рукоятки привода 10, надягнутої на вісь нижнього рифленого вальця. Стійки рами мають вертикальні пази – напрямні для підшипників.
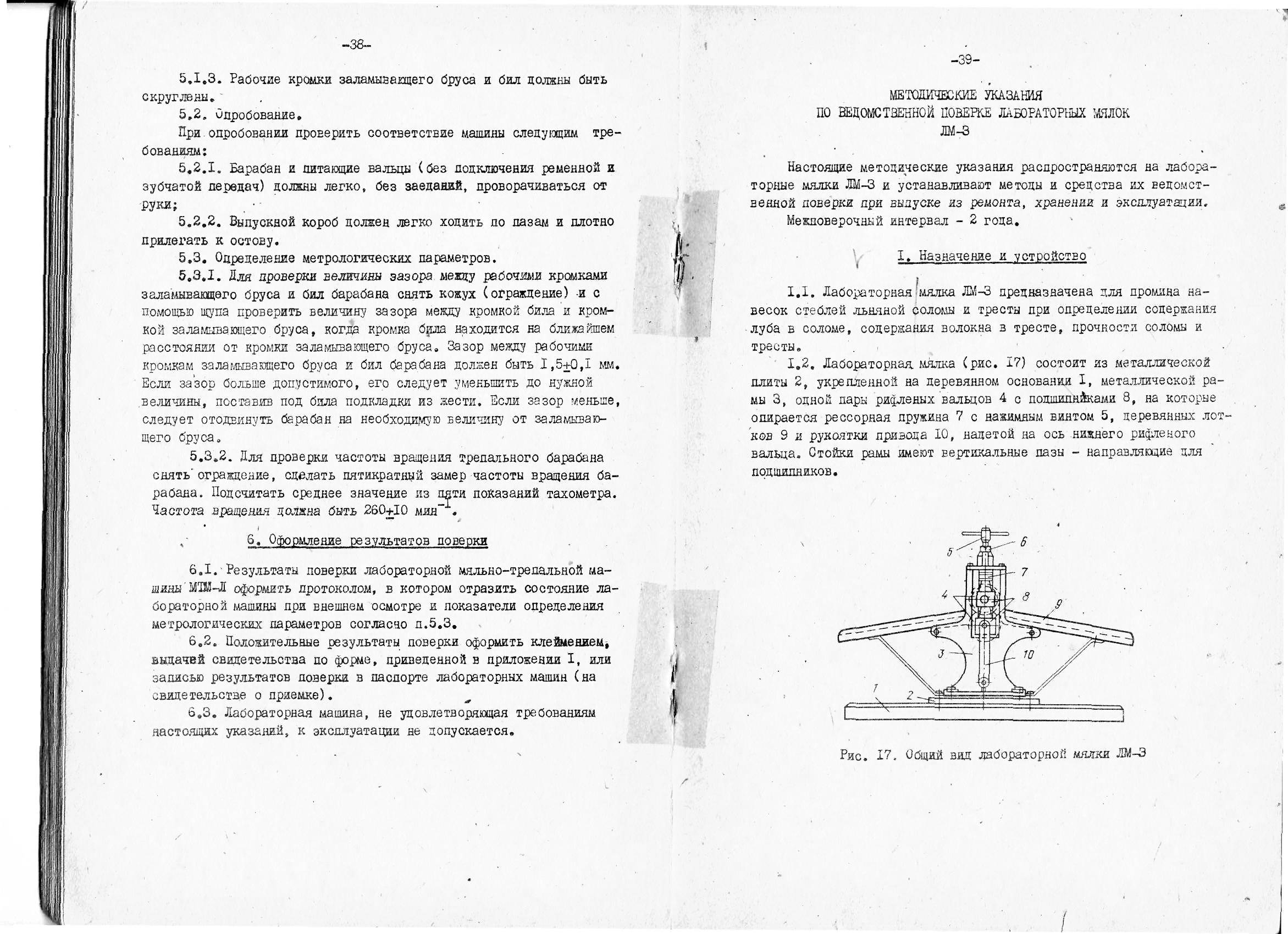
Рис. 8.17. Загальний вигляд лабораторної м’ялки ЛМ-3.
Ресорна пружина встановлена паралельно вальцям у центрі. Горизонтальні кінці пружини щільно прилягають до поверхні підшипників. Тиск пружини на вальці повинен дорівнювати 118 Н (12 кг), для чого на натискний гвинт установлена корончаста зашпунтована гайка 6.
При обертанні рукоятки вручну стебла, розкладені перпендикулярно рифлям на лотку приладу, проходять через м’яльну пару й проминаються. Кількість пропусків і ступінь промину стебел регламентовані стандартами на лляну сировину.
Під час повірки лабораторної м’ялки ЛМ-3 повинні виконуватися операції й застосовуватися засоби перевірки, зазначені в табл. 8.6.
Проведення повірки складається з таких операцій:
1. Зовнішній огляд лабораторної м’ялки й окремих її вузлів. Під час зовнішнього огляду треба перевірити комплектність ЛМ-3 й установити відповідність лабораторної м’ялки нижченаведеним вимогам:
1.1. Лабораторна м’ялка не повинна мати механічних пошкоджень, що заважають її експлуатації.
1.2. На поверхні вузлів не повинно бути іржі. Це особливо стосується м’яльних вальців.
1.3. Крайки рифлів вальців повинні бути округлими.
1.4. Поверхня лотків повинна бути гладкою, а гвинти кріплення встановлені в потайні заглиблення.
1.5. Горизонтальні кінці пружини повинні щільно, без перекосів, прилягати до поверхні підшипників верхнього вальця.
2. Випробування.
Під час випробування слід перевірити відповідність лабораторної м’ялки таким вимогам:
2.1. Підшипники верхнього вальця повинні вільно переміщатися в напрямних пазах рами.
2.2. Обертання вальців при повороті рукоятки привода повинно бути вільним, легким.
3. Визначення метрологічних параметрів.
3.1. Для перевірки глибини заходження рифлів м’яльних вальців необхідно виконати вимірювання зовнішнього діаметра вальців і визначення відстані між осями вальців по вертикалі. Перед проведенням вимірювань треба зняти дерев’яні лотки.
Зовнішній діаметр обох вальців необхідно заміряти штангенциркулем у трьох місцях: на відстані 25±5 мм від торців і посередині.
Відстань між осями вальців слід визначити шляхом вимірювання штангенциркулем висоти двох вальців у зібраному стані на відстані 25 мм від торців мінус величина середнього діаметра вальців.
Глибину заходження рифлів визначають за формулою:
і = dм – S, (8.20)
де dм – середнє значення зовнішнього діаметра вальців, мм;
S -– відстань між осями вальців, мм.
Заходження рифлів повинне дорівнювати 2 мм. Допустиме відхилення становить ± 0,2 мм.
3.2. Для перевірки правильності тарування ресорної пружини необхідно визначити величину деформації (усадки) пружини при навантаженні зосередженою силою в 118 Н (12 кгс) і в 235 Н (24 кгс) на спеціальному пристрої для тарування пружин (рис. 8.18) з індикатором годинникового типу марки ИЧ-10. Для цього пружину 3 слід установити на опори 2 пристрою. Знизу до заклепки 4 пружини треба підвести впритул наконечник вимірювального стрижня 7 індикатора, а потім виставити стрілку індикатора на „нуль” і відвести вимірювальний стрижень від заклепки пружини. Необхідно також установити на пристрій упор 5 з диском 6, а на диск помістити вантаж масою 10,8 кг. При цьому навантаження на пружину з урахуванням маси упору й диска становитиме 118 Н (12 кгс). Потім треба підвести до заклепки вимірювальний стрижень і за показами стрілки на шкалі індикатора визначити величину деформації пружини. Вона повинна дорівнювати 1,0±0,1 мм.
Після цього слід установити на диск додатково другий вантаж масою 12 кг (загальне навантаження на пружину становитиме 235 Н), і індикатором виконати вимірювання деформації пружини. Вона повинна дорівнювати 2,0±0,2 мм.
Перевірку деформації пружини необхідно виконати триразово й обчислити середню величину.
Перевірку наявності залишкової деформації виконують при плавному збільшенні зосередженої сили до 353 Н (36 кгс). Для цього до початку навантаження пружини треба виставити стрілку індикатора на „нуль” і відвести від заклепки пружини вимірювальний стрижень. На пристрій слід установити упор з диском, спочатку помістити на диск вантаж масою 10,8 кг, потім 12 кг і ще 12 кг. Під таким навантаженням пружину витримують 5-7 хв. Після цього необхідно повністю зняти навантаження з пружини, підвести наконечник вимірювального стрижня індикатора впритул до заклепки й за показами індикатора визначити наявність залишкової деформації. Її величина не повинна перевищувати 0,02 мм.
Таблиця 8.6
-
№
Операція
Засоби перевірки та їхня нормативно-технічна характеристика
Проведення операцій при: випуску з ремонту / експлуатації та зберіганні
1
Зовнішній огляд
Візуально
Так / Так
2
Випробування
Органолептичне
Так / Так
3
Визначення метрологічних параметрів
3.1
Визначення глибини заходження рифлів м’яльних вальців
Штангенциркуль
ШЦ-1-125-0,1 ГОСТ 166-80
Так / Так
3.2
Перевірка правильності тарування пружини та наявності залишкової деформації
Пристрій для тарування пружин ТУ 17-1408-75 (Рязанський експериментально-механічний завод Союзлегпромтехоснастки), набір тарувальних вантажів (10,8; 12; 12 кг), штангенрейсмус
ГОСТ 164-80, індикатор ИЧ-10 (межі вимірювання 0-5 мм, ціна поділки 0,01 мм) ГОСТ 577-68
Так / Так
3.3
Визначення величини деформації (усадки) пружини при робочому положенні натискного гвинта
Штангенрейсмус
ГОСТ 164-80
Так / Так
3.4
Перевірка відхилення від паралельності краю лотка рифлям вальців
Щупи ГОСТ 882-75,
набір № 1
Так / Так
3.3. Для визначення величини деформації ресорної пружини від навантаження, створюваного натискним гвинтом, за допомогою штангенрейсмуса треба виміряти відстань від підставки м’ялки до точки дотику з нижньою заклепкою пружини при робочому положенні натискного гвинта (гвинт із контргайкою закручений до упору) S1 і після зняття з пружини навантаження (гвинт із контргайкою відкручений, горизонтальні кінці пружини щільно прилягають до підшипників) S2.
За різницею показів штангенрейсмуса (S2 – S1) необхідно визначити деформацію пружини від навантаження, створюваного натискним гвинтом.
Деформація пружини повинна становити 1,0±0,1 мм.
У разі порушення цієї умови слід видалити шплінти з контргайки й установити її в положення, при якому деформація пружини при робочому положенні натискного гвинта буде дорівнювати 1,0 мм.
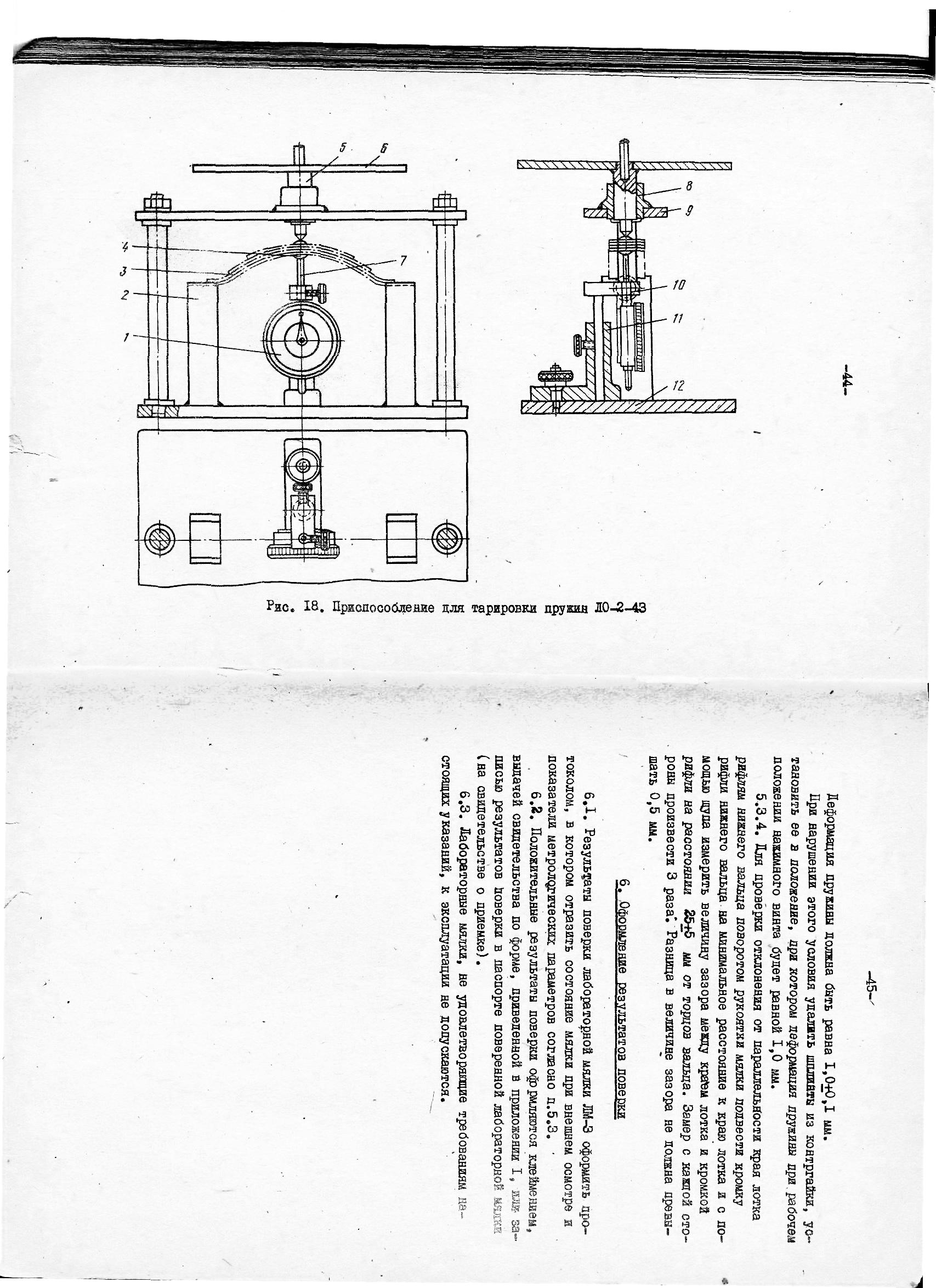
Рис. 8.18. Пристрій для тарування пружин ЛО-2-43.
3.4. Для перевірки відхилення від паралельності краю лотка рифлям нижнього вальця поворотом рукоятки м’ялки треба підвести крайку рифля нижнього вальця на мінімальну відстань до краю лотка й за допомогою щупа виміряти величину зазору між краєм лотка й крайкою рифля на відстані 25 ± 5мм від торців вальця. Заміри з кожної сторони слід виконати 3 рази. Різниця у величині зазору не повинна перевищувати 0,5 мм.
Результати повірки лабораторної м’ялки ЛМ-3 оформлюються протоколом, в якому відображається стан м’ялки. Позитивні результати повірки оформлюються клеймуванням і виданням свідоцтва про повірку.
Лабораторні м’ялки, що не відповідають вищезазначеним вимогам, до експлуатації не допускаються.
Питання для самоперевірки
1. Яке призначення мають лабораторні м’ялки?
2. За яких умов здійснюють повірку м’ялки ЛМ-3 ?
3. Охарактеризувати послідовність операцій повірки м'ялки ЛМ-3.
4. Які дефекти лабораторної м’ялки дозволяють далі експлуатувати її, а які ні?