

3.4 Оборудование термической резки
3.4.1 Кислородная резка
Кислородная резка металлов получила широкое применение, ее достоинствами являются несложность применяемого оборудования и приемов работы, универсальность и экономичность процесса.
Процесс кислородной резки (рисунок 3.17) начинается с того, что пламенем 4, выходящим из канала подогревательного мундштука 2 и получаемым при горении смеси горючего газа с кислородом нагревают кромку заготовки 5 до температуры воспламенения металла. Затем без отключения горючего газа по каналу режущего мундштука 1 подают струю кислорода 3, в которой происходит горение металла с выделением большого количества тепла за окислительной реакции. Образующиеся окислы и шлак выдуваются струей кислорода из зоны реза. При резке внутри контура заготовки предварительно сверлят отверстие.
Рисунок
3.17 – Схема процесса разделительной
резки
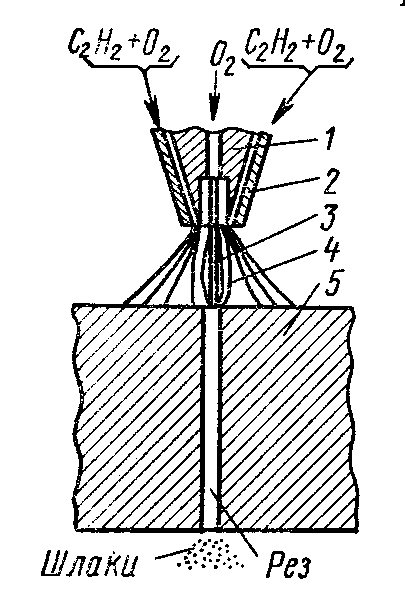 качестве горючего газа используются
ацетилен, пропан, бутан, природный газ,
водород. Для образования сварочного
пламени применяются также пары горючих
жидкостей – бензина, керосина и др.
Наиболее широкое применение получил
ацетилен (С2Н2),
обеспечивающий получение наиболее
высокотемпературного пламени (32000С).
качестве горючего газа используются
ацетилен, пропан, бутан, природный газ,
водород. Для образования сварочного
пламени применяются также пары горючих
жидкостей – бензина, керосина и др.
Наиболее широкое применение получил
ацетилен (С2Н2),
обеспечивающий получение наиболее
высокотемпературного пламени (32000С).
Для резки применяют резаки многих типов. Они конструктивно отличаются друг от друга назначением и характеристикой применяемого горючего (газ, пары бензина, керосина). По назначению различают резаки ручные и машинные.
Резак (рисунок 3.18) состоит из двух основных частей – ствола и наконечника. Ствол имеет рукоятку 7 с кислородным 5 и ацетиленовым 6 ниппелями и корпус 8 с регулировочным ацетиленовым 9 и кислородным 4 вентилями. Наконечник состоит из накидной гайки 11, инжектора 10, смесительной камеры 12, трубки 13, по которой протекает ацетилено-кислородная смесь, головки резака 1 с внутренним и наружным мундштуками и трубки 2 режущего кислорода с вентилем 3.
Автоматическая газовая резка, выполняемая с помощью механизированных устройств, производительнее ручной газовой резки и обеспечивает более высокое качество поверхности реза за счет точного и равномерного перемещения резака. Применяются разнообразные типы машин общего и специального назначения. Машины общего назначения разделяют на переносные резательные машины-тележки и стационарные резательные машины.
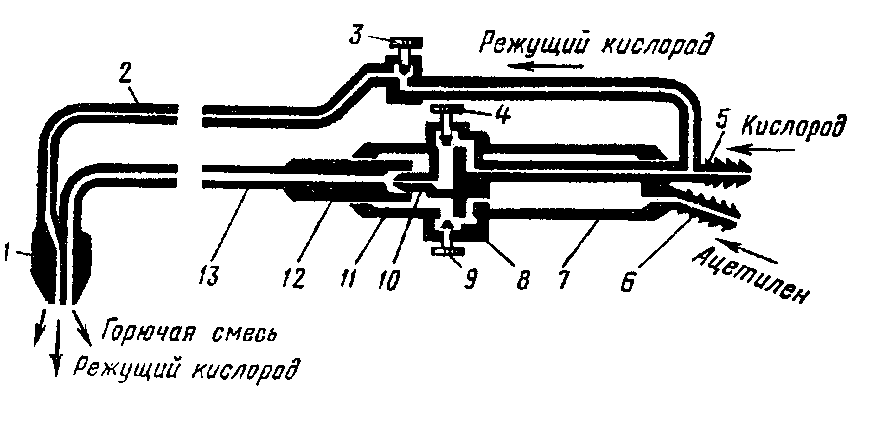
Рисунок 3.18 – Схема устройства ручного ацетилено-кислородного резака
Резательные машины-тележки представляют собой компактные устройства с электрическими, воздушными, пружинными приводами, которые имеют один или несколько резаков.
В стационарных резательных машинах перемещение резака или группы резаков осуществляется с помощью специальных автоматических устройств по копиру или числовой управляющей программе. В зависимости от конструкции устройств, применяемых для управления движением резаков, стационарные машины разделяются на линейные, прямоугольно-координатные, полярно-координатные и параллелограммные.
Так, машина АСШ-2 полярно-координатного типа (рисунок 3.19, а) позволяет вырезать из листов толщиной до 100 мм детали любой формы с припуском 0,3 – 0,5 мм при копировании по шаблону. На массивной колонне 1 установлены шарнирные рычаги 2 и 3. В верхней части рычага 3 установлен электродвигатель 6 и ведущая головка с магнитной катушкой 5, сердечником которой является стальной палец 8. При прохождении тока по обмотке катушки палец намагничивается и притягивается к кромке стального шаблона 7 (комплект шаблонов показан на рисунке 3.19, б). Приведенный во вращательное движение двигателем 6 палец перемещается по контуру шаблона со скоростью резки. Так как геометрические оси пальца и резака 4 находятся на одной линии, то резак перемещаясь по поверхности листа, воспроизводит точный контур вырезаемой заготовки. Шаблоны прикреплены к штангам 9 на хоботе 10, а резак 4 – на шарнирном рычаге 3.

Рисунок 3.19 – Машина АСШ-2 для точной кислородной резки
В последнее время применяются стационарные газорежущие машины с масштабно-дистанционным копированием для вырезки крупногабаритных заготовок с применением шаблона или специальных чертежей контура заготовки в уменьшенном масштабе (1:2, 1:5, 1:10). Управление машиной осуществляется фотоэлектронным командоаппаратом, устанавливаемым в отдельном помещении.
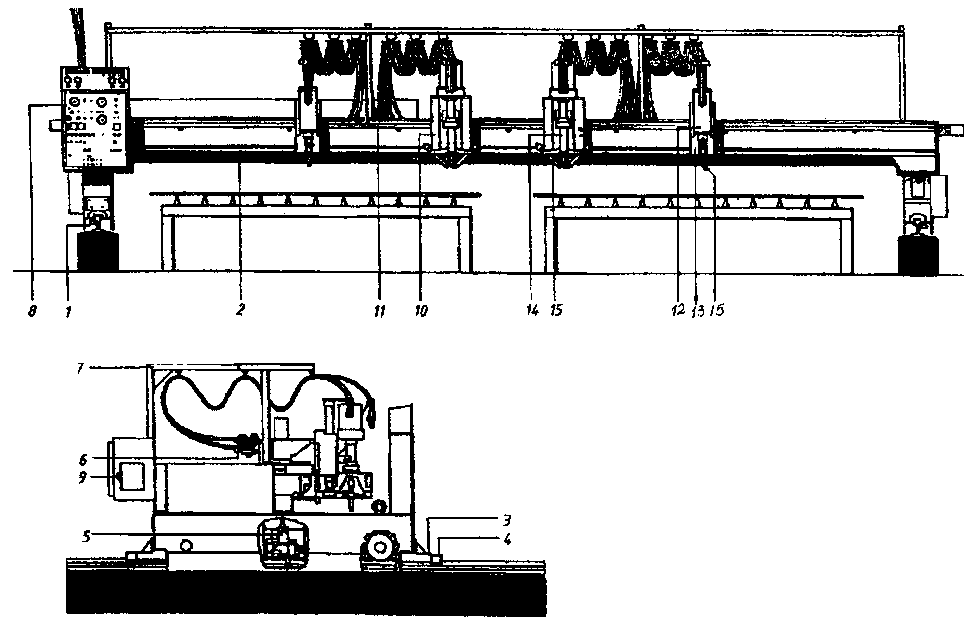
Дальнейшее совершенствование стационарных газорежущих машин осуществляется в переходе на числовую и оптическую системы управления. Основные узлы и устройство такой машины (OMNIMAT S фирмы "Messer Griesheim") представлены на рисунке 3.20. Машины данного типа рассчитаны для резки металла толщиной до 300 мм и выпускаются с колеей портала от 3600 до 18600 мм. Скорость перемещения инструмента до 12000 мм/мин. Число одновременно работающих резаков зависит от ширины портала и может достигать восьми. Электрическое и электронное оборудование машины компактно и надежно, монтаж и компоновка управления выполнены при помощи печатных плат, что облегчает его обслуживание.
Рисунок
3.20 – Координатная машина для кислородной
резки ОМНИМАТ S
Режимы работы машины: кислородная резка, плазменная резка, лазерная резка, маркировка и разметка. Удобство и быстрота смены инструмента при переходе на другой режим обеспечены конструктивными решениями.
Портал (продольная каретка) 2 машины перемещается по ходовой дорожке 1, оснащенной ходовым рельсом и направляющим рельсом. Перемещение портала производится продольным приводом 5 через точную зубчатую рейку, установленную на направляющем рельсе. Для обеспечения высокой точности направления движения машины по ходовой дорожке установлены направляющие роликовые опоры 3. Ходовые ролики каретки большого диаметра и монтируются на прецизионных подшипниках.
Продольная каретка рамной конструкции, на ее передней мостовой балке размещена поперечная ходовая дорожка с калиброванными рельсами и зубчатой рейкой. На задней мостовой балке установлен шкаф с электрооборудованием. По торцам защитных кожухов ходовых роликов установлены скребки 4 для очистки направляющего и ходового рельсов от окисной пленки и пыли.
Система централизованного снабжения газами 6 состоит из проложенных трубопроводов для горючего газа, подогревающего и режущего кислорода, а также сжатого воздуха. У каждого трубопровода отдельное питание. Сжатый воздух служит для охлаждения деталей и заготовок, поверженных воздействию нагрева, и питания вспомогательного пневматического инструмента. Система газового питания управляется в автоматическом режиме или нажимом на кнопки главного щита управления 8.
Для беспрепятственной работы машины выполнена подвеска 7 шлангов и кабелей. Главный выключатель 9 машины расположен сбоку машины.
Поперечная приводная каретка 10 служит для крепления на передней стороне подвесок или агрегатов с однорезаковыми 13 и трехрезаковыми 14 блоками. В них специальными держателями закрепляются машинные резаки 15. Посредством вращающейся металлической ленты 11 осуществляется поперечное перемещение буксируемой каретки 12, причем оно может быть встречным в случае ее закрепления к задней ветви ленты. Когда буксируемой кареткой не пользуются, ее освобождают от ленточного привода. На передней панели этой каретки также монтируются подвески и агрегаты с резаками.
Регулирование высоты для стабилизации постоянного расстояния между резаком и поверхностью разрезаемого материала осуществляется либо вручную перекидным ключом, либо автоматически путем возбуждения команд зондирующим электродом емкостного стабилизатора высоты.