

1.3.5 Центробежное литье
Литейной формой являются обычно металлические формы, изготовленные из стали или чугуна. При центробежном литье металл заливается во вращающуюся форму, установленную на центробежной машине. В некоторых случаях форма приводится во вращение после заливки металла. Вращение осуществляется вокруг горизонтальной или вертикальной оси.
Машины с горизонтальной осью вращения (рисунок 1.23, а) применяют для отливки чугунных и стальных труб, втулок и других отливок тел вращения. Жидкий металл из ковша 1 по желобу 4 заполняет вращающуюся форму 2 с образованием в отливке стенки и внутренней полости за счет действия центробежных сил. После затвердевания металла 3 и остановки машины отливку клещами извлекают из формы (на некоторых моделях машин отливка выталкивается приводными толкателями). На машинах литья труб большой длины предусмотрено последовательное выдвижение желоба из полости формы или отход формы от желоба с целью его равномерного заполнения.
На машинах с вертикальной осью вращения (рисунок 1.23, б) металл из ковша 1 заливают во вращающуюся форму 2. Под действием центробежных сил металл 3 прижимается к боковым стенкам формы. После затвердевания металла вращение формы прекращают и отливку извлекают. В отливке наблюдается небольшая разностенность (внизу стенка толще, чем сверху). Поэтому этот способ применяют для получения отливок небольшой высоты – втулок, колец, зубчатых колес, фланцев и др.
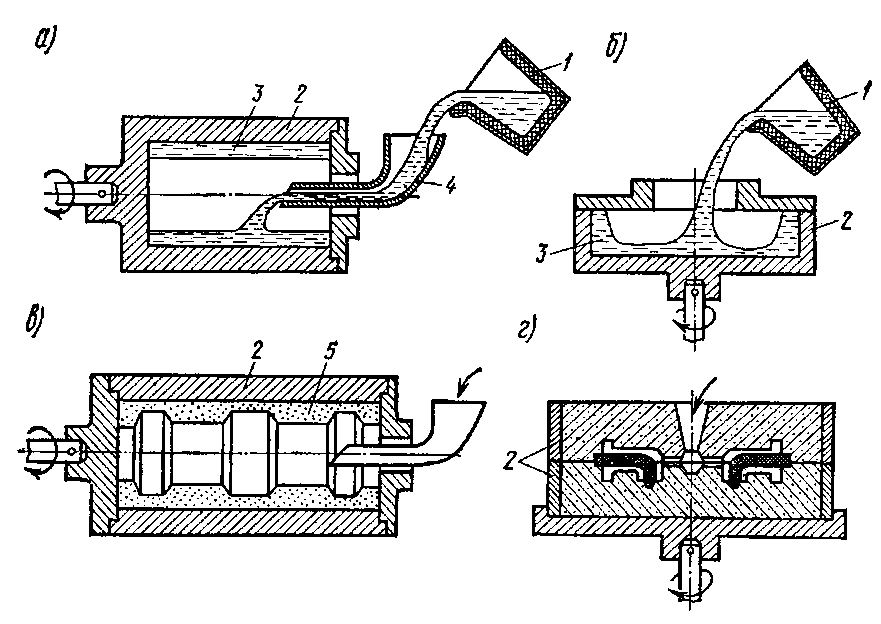
Рисунок 1.23 – Схемы центробежного литья
Металлические формы при центробежном литье предварительно нагревают, на поверхность рабочей полости наносят защитные покрытия. Для форм, вращающихся вокруг горизонтальной оси можно применять сыпучие покрытия, которые в виде порошка вводят перед заливкой металла. Благодаря центробежным силам порошок равномерно распределяется по цилиндрической поверхности формы.
При центробежном литье возможно применение облицованных форм – песчаных, керамических или собранных из стержней. В таких формах можно получать отливки тел вращения со сложной наружной конфигурацией (рисунок 1.23, в). Для изготовления мелких фасонных отливок металл заливают в многоместную форму, установленную на вращающейся платформе (рисунок 1.23, г).
Под действием центробежных сил металл отливки получается плотным, без пористости и усадочных пустот. Так как неметаллические включения, как менее плотные, скапливаются на внутренней поверхности, необходимо предусматривать увеличенные припуски на ее механическую обработку. При центробежном литье полых изделий цилиндрической формы отпадает необходимость применения стержней, литниковых систем.
2 Машины и оборудование обработки металлов давлением
2.1 Общие сведения
В современном машиностроении для производства заготовок деталей машин широко используют обработку металлов и сплавов давлением. В этом процессе используется свойство пластичности металла, его способность деформироваться под действием внешних сил без разрушения и сохранять полученную форму и размеры после прекращения силового воздействия. Деформация происходит под действием нормальных (растягивающих и сжимающих) и касательных (сдвиговых) напряжений. Упругие (обратимые) деформации предшествуют пластическим, а также проявляются после прекращения силового воздействия в виде некоторого изменения размеров, полученных при пластической деформации.
Способы обработки давлением: прокатка, волочение, прессование, ковка и штамповка.
Продольной прокаткой, волочением и прессованием получают заготовки постоянного поперечного сечения по длине, а поперечной и поперечно-винтовой прокаткой, ковкой и штамповкой получают заготовки, имеющие форму и размеры, близкие к готовым деталям.
При обработке давлением применяют инструменты: при прокатке – валки, при волочении – матрицу (волоку), при прессовании – матрицу, при объемной штамповке – верхнюю и нижнюю половины штампа, при холодной штамповке – пуансон и матрицу, при свободной ковке – верхний и нижний бойки.
Прокаткой называют процесс обжатия металла заготовки между вращающимися валками прокатного стана (рисунок 2.1, а). В результате поперечное сечение заготовки уменьшается и приобретает определенную форму в зависимости от вида и сортамента проката, а длина увеличивается. Прокаткой изготавливают профили круглой и квадратной формы, рельсы, балки, уголки, швеллеры, полосы, листы и другие виды. Процесс прокатки осуществляется с нагревом заготовки и только завершающие операции при получении тонкого листа производятся без нагрева.
Волочением называют процесс протягивания прутка или проволоки в холодном состоянии через сужающееся отверстие в матрице (волоке), при этом размеры поперечного сечения уменьшаются и приобретают форму поперечного профиля отверстия, а длина увеличивается (рисунок 2.1, б). Волочением изготавливают проволоку, фасонные профили, калибруют трубы, круглые прутки.
Прессованием называют процесс выдавливания металла в холодном или нагретом состоянии через сужающееся отверстие матрицы (рисунок 2.1, в), при этом форма и размеры отверстия определяют форму и сечение изделия. Изготавливают круглые прутки, трубы и другие профили постоянного или переменного сечения, сплошные и полые.
Ковкой называют процесс деформирования нагретой заготовки при воздействии на нее верхнего и нижнего бойков при свободном течении металла в стороны (рисунок 2.1, г). Исходными заготовками могут быть слитки, блюмы, сортовой прокат. Продукция ковки – самые разнообразны по форме и размерам поковки массой до 300 т.
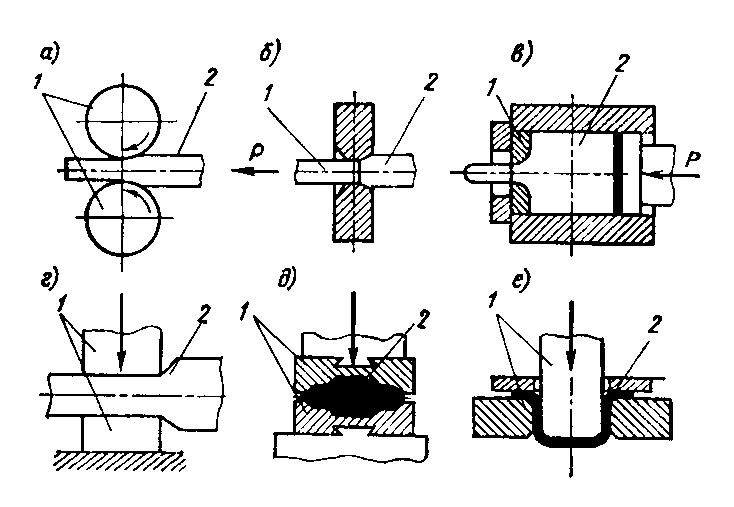
Рисунок 2.1 Схемы основных способов обработки металлов давлением
Штамповкой называют процесс деформирования нагретого или холодного металла в штампах. Штамповка бывает объемной и листовой.
При объемной штамповке нагретая заготовка деформируется в замкнутой полости штампа, формы и размеры которой определяют форму и размеры получаемой поковки (рисунок 2.1, д).
При листовой штамповке деформируется в холодном состоянии листовой металл с использованием штампов, имеющих матрицу с прижимным кольцом и пуансон (рисунок 2.1, е).
На рисунке 2.1 обозначено: 1 – инструмент, 2 – заготовка.