

1 Машины и оборудование литейного производства
1.1 Общие сведения
Продукцией литейного производства являются отливки – заготовки различных деталей машин, механизмов, приборов.
Сущность получения отливок едина при всем разнообразии способов литья. Она заключается в том, что жидкий сплав заливают в подготовленную литейную форму, внутренняя рабочая полость которой имеет конфигурацию детали. После затвердевания сплав ее сохраняет, образуется отливка. Далее отливка в форме остывает до определенной температуры, после чего ее извлекают. При этом форму либо разрушают (разовая форма), либо разбирают (многократная форма). Затем удаляется литниковая система, очищается от остатков материалов литейной формы поверхность отливки, при необходимости и допустимости по техническим требованиям к детали исправляются наружные дефекты.
Некоторые точные способы литья позволяют получать готовые детали практически без последующей размерной механической обработки.
Около 80% отливок изготавливаются методом литья в разовые песчаные формы. Материалом таких форм являются формовочные смеси на основе кварцевого песка и глины.
Способ литья в песчаные формы отличается универсальностью, выполняются отливки любой конфигурации и массы. Однако точность и шероховатость поверхности отливок во многих случаях не удовлетворяют требованиям современного машиностроения.
В настоящее время широко применяются специальные методы литья: по выплавляемым моделям, в оболочковые формы, в металлические формы (кокили), литье под давлением, центробежное литье и др. Эти способы позволяют получать точные поверхности с малой шероховатостью поверхности и небольшими припусками на механическую обработку. Кроме того, технологические процессы получения заготовок этими способами в значительной мере механизированы и автоматизированы, что повышает их производительность и улучшает санитарно-гигиенические условия труда.
В то же время специальные способы литья более дорогие, их использование оправдано в серийном и массовом производстве, когда программа выпуска изделий большая и литейные затраты распределяются на них.
1.2 Машины и оборудование литья в песчаные формы
1.2.1 Общая технологическая схема литья в песчаные формы
Процесс изготовления отливок в песчаных формах складывается из нескольких этапов (рисунок 1.1), которые выполняются в соответствующих отделениях литейного цеха. Каждое отделение имеет необходимое оборудование, оснастку и приспособления для выполнения технологических операций. В современных литейных цехах большинство процессов – смесеприготовление, изготовление форм и стержней, заливка форм, выбивка отливок и другие механизированы.
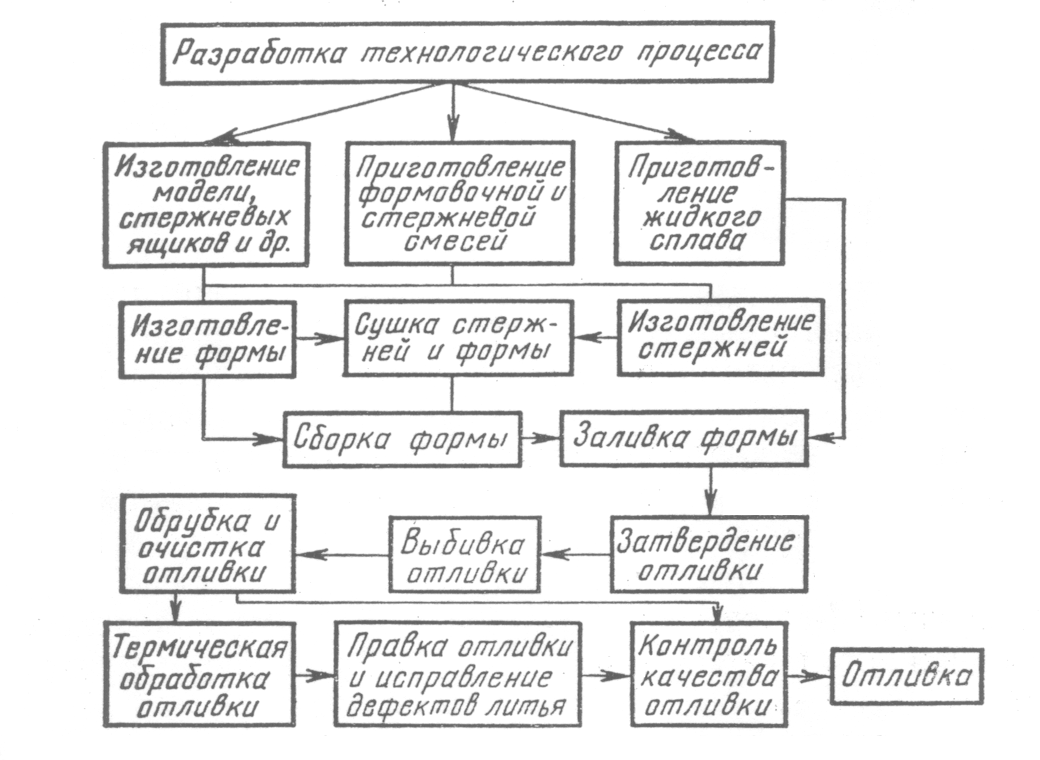
Рисунок 1.1 – Схема получения отливки способом литья в песчаные формы
На рисунке 1.2 показана собранная песчаная форма для получения отливки детали (рисунок 1.2, а) – втулки с фланцами. Данная форма изготавливается в двух опоках – металлических рамках – нижней 3 и верхней 4, в которых уплотняется формовочная смесь 10. Для образования в форме рабочей полости 11 используют деревянную разъемную модель (рисунок 1.2, б) и песчаный стержень 2, изготовленный в стержневом ящике 1 (рисунок 1.2, в). С помощью модели в форме (рисунок 1.2, г) получают отпечаток наружной конфигурации отливки. Внутреннюю полость отливки – цилиндрическое отверстие – выполняет стержень. Для заливки жидкого сплава в рабочую полость в форме выполняют систему каналов 6 – 9 (литниковая система). Выход воздуха из полости формы при заполнении ее металлом происходит через каналы 5 (выпоры). Литниковая система и выпоры образуются с помощью специальных моделей (частично – вручную).
После затвердевания сплава форму разрушают, извлекают из нее отливку и удаляют из отливки стержень. Полученная отливка с литниковой системой показана на рисунке 1.2, д. Перед отправкой в механический цех с отливки удаляют литниковую систему, производят очистку и контроль.
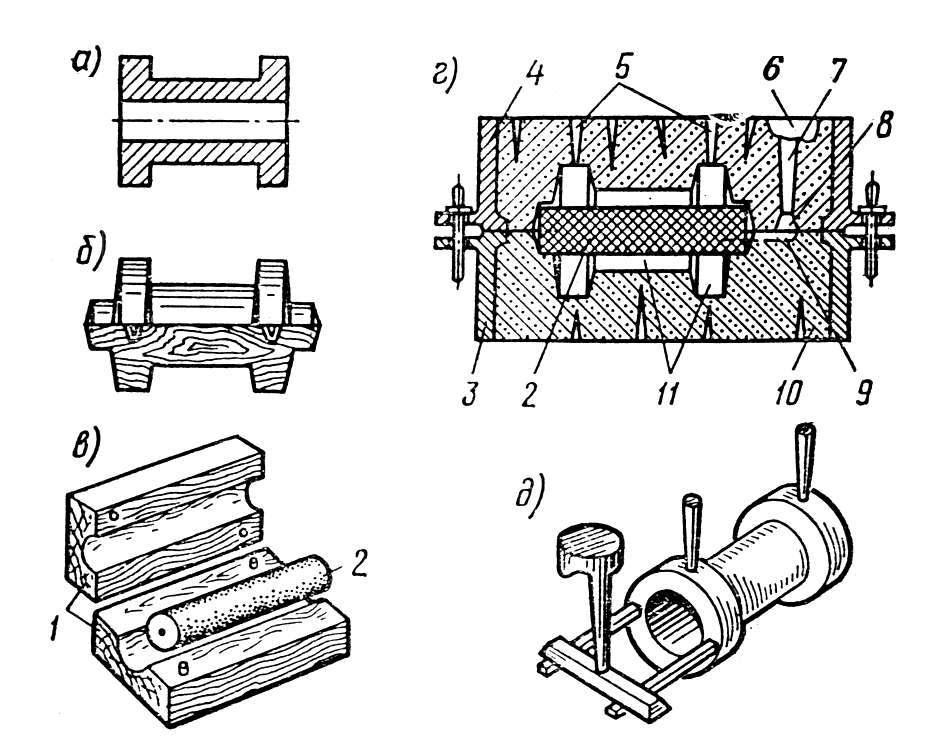
Рисунок 1.2 – Литейная форма для получения отливки