

1 Изучение характеристик плоскошлифовального станка шпх 32.11
Цель работы
Изучение состава, компоновки, технической и точностной характеристик станка; возможных перемещений исполнительных органов станка. Ознакомление с методами проверки плоскошлифовальных станков на точность.
1.2 Общие положения
Назначение и область применения: плоскошлифовальный станок модели ШПХ 32.11 предназначен для чистовой обработки плоских поверхностей периферией абразивного инструмента. При использовании синусного стола возможна обработка наклонных поверхностей; использовании глобусного стола возможна обработка конических поверхностей. На станке обрабатывают, как правило, заготовки из термически обработанной стали, чугуна и твёрдого сплава.
Станок ШПХ 32.11 используют в условиях единичного, мелкосерийного и серийного производств. При использовании станка в крупносерийном и массовом производствах станок оснащают дополнительно специализированными и специальными станочными приспособлениями, снижающими трудоёмкость установки и управления обработкой заготовки.
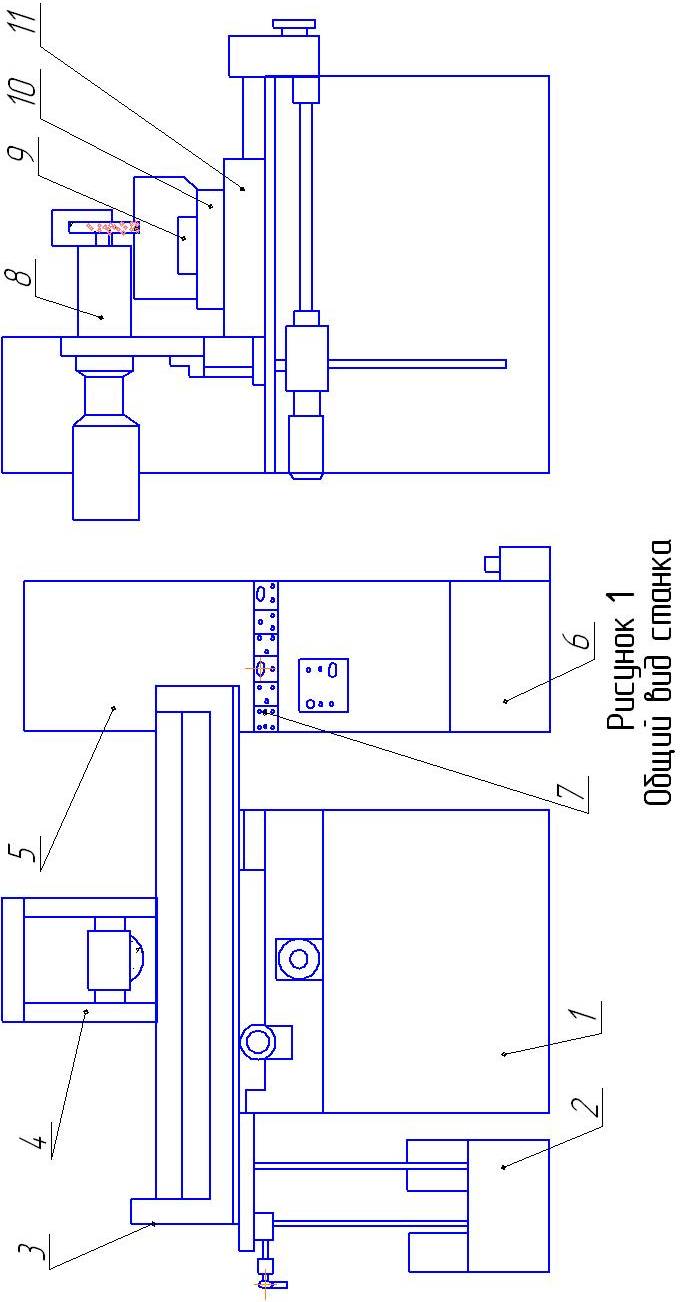
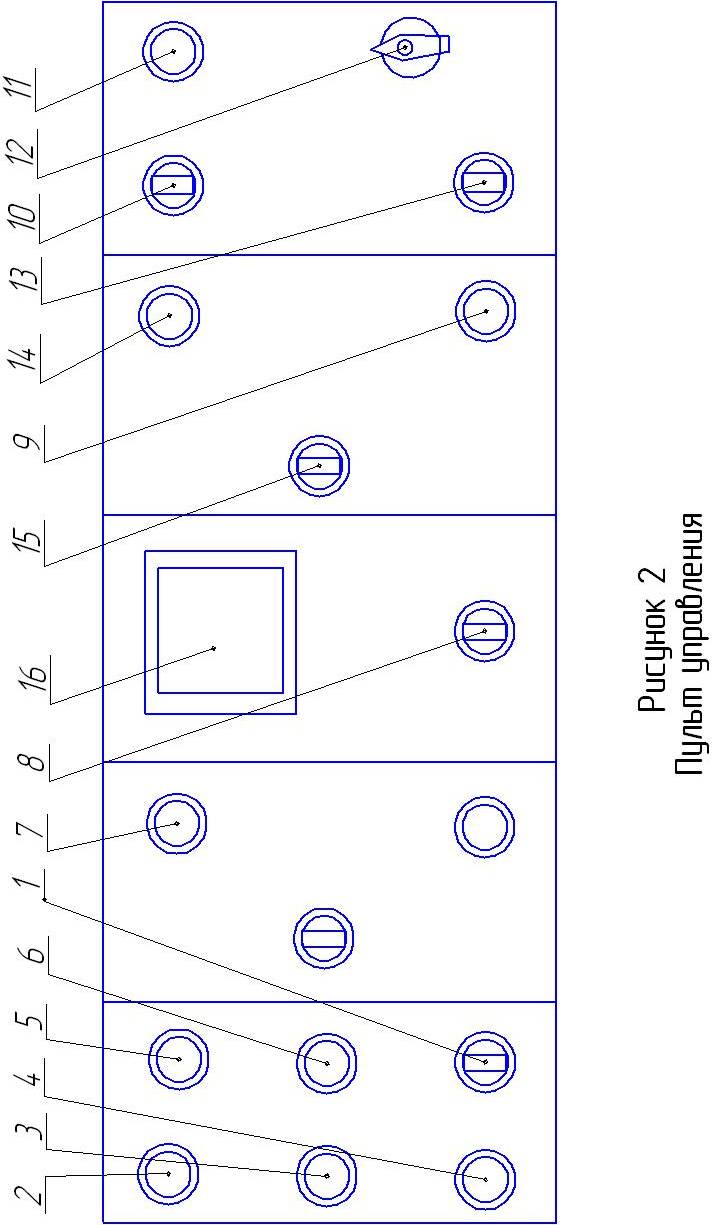
Основные узлы станка. На рисунке 1 дана компоновка станка ШПХ 32.11. Здесь обозначено: 1 – станина; 2 - система охлаждения; 3 – защита магнитной плиты; 4 – колонна; 5 – электрошкаф; 6 – насосный агрегат; 7 – пульт управления; 8 – шлифовальная бабка; 9 – электромагнитная плита; 10 – стол; 11 – каретка стола; 12 – маховик продольного перемещения стола; 13 – маховик вертикального перемещения шлифовальной бабки; 14 – рукоятка поперечного перемещения шлифовальной бабки.
5
Техническая характеристика станка.
Размеры рабочей поверхности стола:
ширина, мм…………………………………………………………..200
длина, мм…………………………………………………………….630
Наибольшие габариты обрабатываемых деталей:
ширина, мм………………………………………………………….240
длина, мм……………………………………………………………630
высота, мм…………………………………………………………..380
Диапазон вертикальных подач:
прерывистая, мм/дв.ход………………............................0,001 – 0,045
непрерывная, м/мин………………………………………………..0,2
Дискретность вертикального перемещения шлифовального круга,
мм…………………………………………………………………0,001
Диапазон поперечных подач:
прерывистая, мм/дв.ход…………………………………………0,1-15
непрерывная, мм/мин…………………………………………0,25-1,3
ускоренное перемещение, м/мин…………………………………..1,6
Диапазон продольных скоростей стола, мм/мин……….1,5-25
Габариты шлифовального круга:
наружный диаметр, мм…………………………………………….250
ширина, мм…………………………………………….…………25-50
Частота вращения шлифовального круга,
об/мин…………………………………………………….….1450-2929
Мощность двигателя главного движения, кВт…………….3,2
Принцип работы станка ШПХ 32.11.
Шлифовальный круг 25 устанавливают на шпинделе 26 станка (см. рисунок 3). Он получает движение от электродвигателя 28 соединенного со шпинделем через муфту 27. Шпиндель базируется на гидродинамических
7
9 |
Рисунок 3 Схема кинематическая |
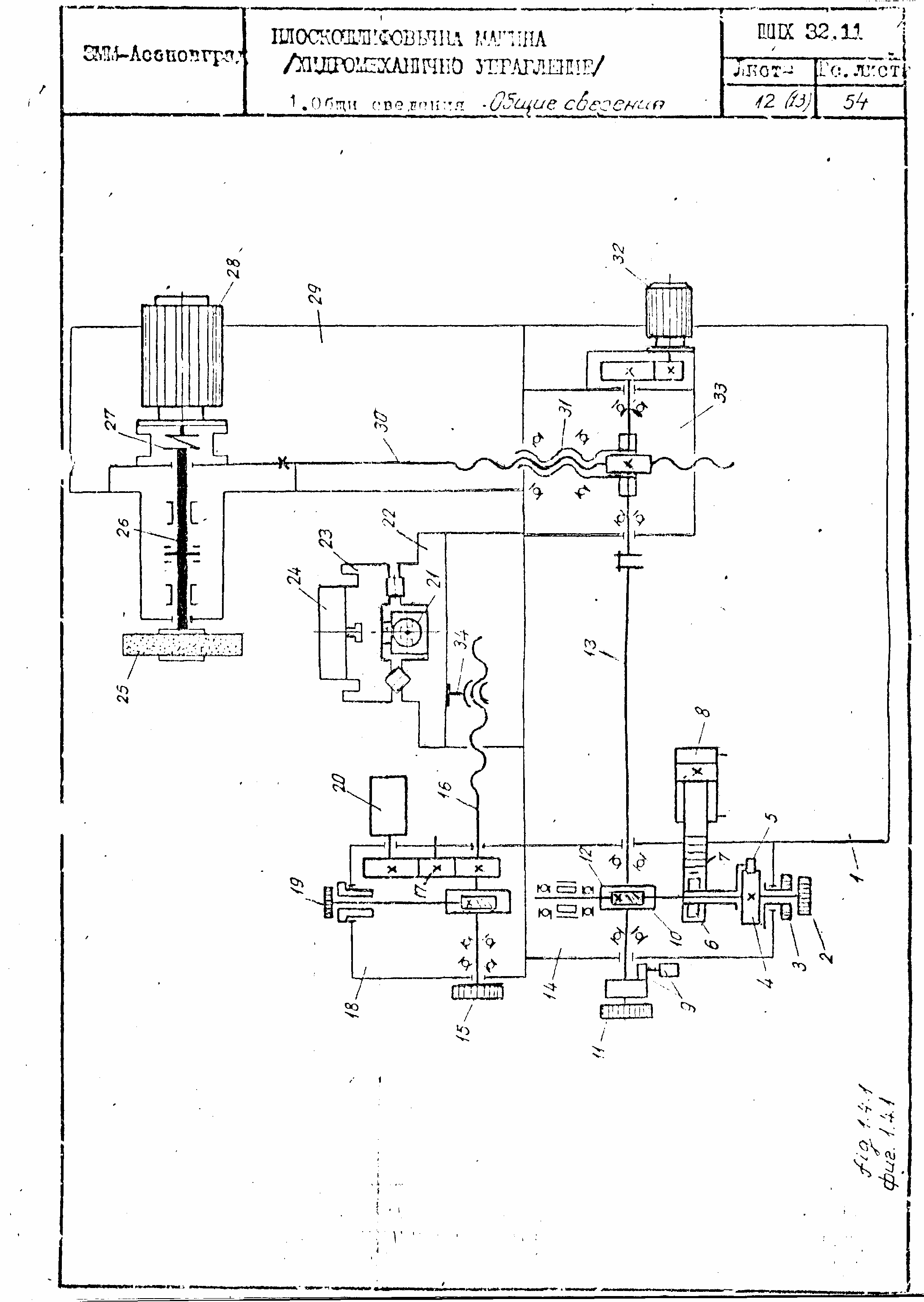
подшипниках. Обрабатываемую заготовку устанавливают на электромагнитной плите 24 жёстко закреплённой на столе 23 станка.
Продольное перемещение стола осуществляют с помощью гидроцилиндра 21 двойного действия. Стол перемещается по плоским и V-образным направляющим качения. Грубое перемещение стола осуществляют с помощью маховика 15 и винтовой передачи 16-34. Точную настройку стола производят с помощью маховика 19 и червячной передачи.
Автоматическую поперечную подачу осуществляют с помощью реверсивного гидродвигателя 20 через зубчатую передачу 17, винт 16 и гайку 34.
На станине 1 установлена колонна 29. Вертикально по направляющим скольжения перемещается шлифовальная бабка. Вертикальное перемещение шлифовальной бабки осуществляют механизмом автоматической вертикальной подачи 14 и редуктором вертикального перемещения 33.
Автоматическую вертикальную подачу осуществляют гидроцилиндром 8 через зубчатую рейку 7, шестерню 6, храповое колесо 4 с храповиком 5, четырёхзаходный червяк 10, червячного колеса 12, вала 13, гайки 31 и винта 30. С помощью сектора 3 регулируют величину автоматической подачи.
Грубую вертикальную подачу осуществляют вручную маховиком 11 и учитывают по лимбу. Точную ручную вертикальную подачу осуществляют маховиком 2 и учитывают по шкале нониуса.
Описание гидроаппаратуры станка.
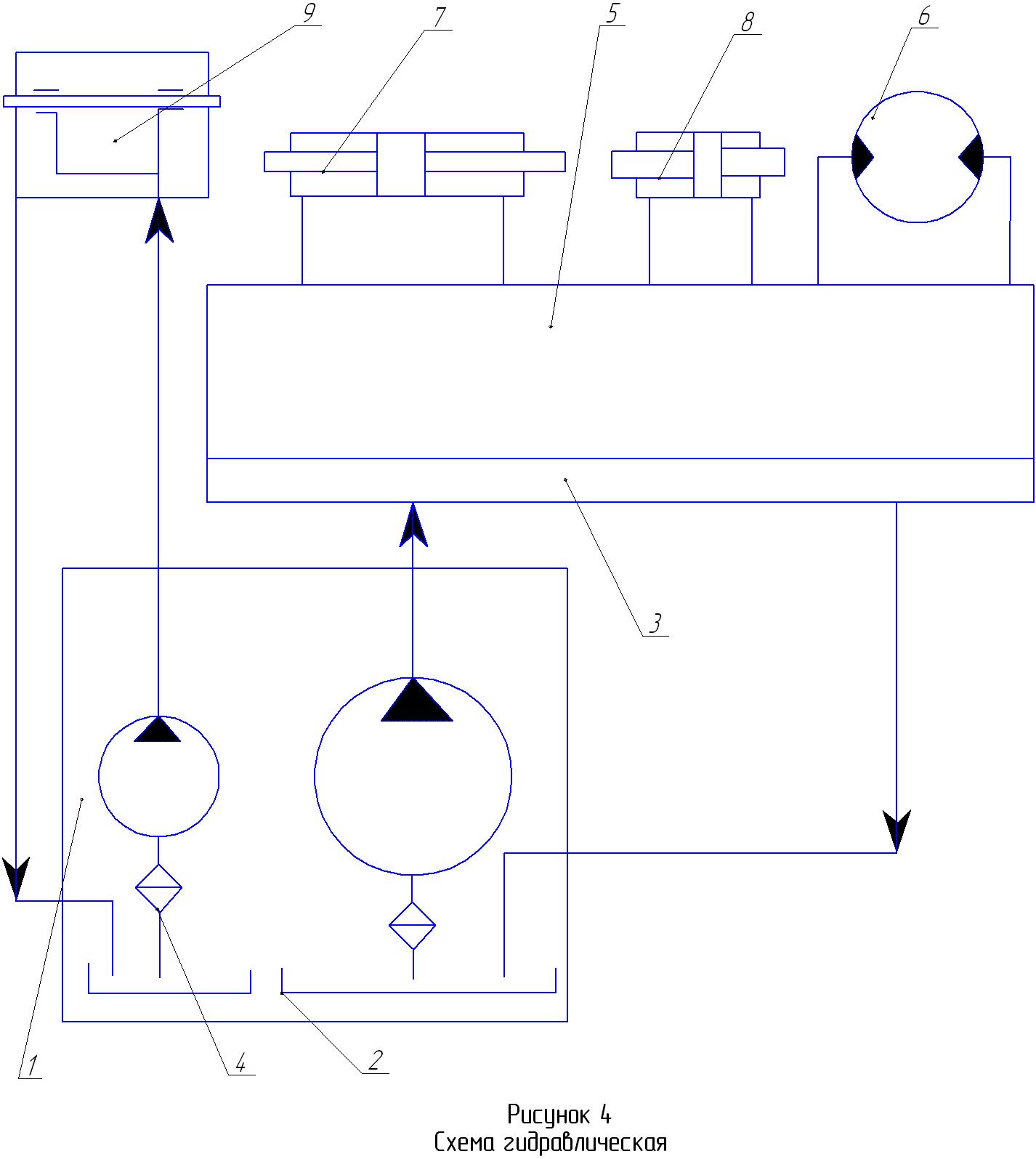
Гидравлическая система представлена на рисунке 4. Она состоит из: насосного агрегата 1 с резервуарами 2 для системы привода и системы смазки; переходной плиты 3; фильтра тонкой очистки 4; блока гидравлического 5; маслопроводов; гидродвигателя 6, осуществляющего автоматическую поперечную подачу; гидроцилиндра двойного действия 7; цилиндра автоматической вертикальной подачи 8; гидродинамические подшипники шпиндельной бабки 9.
Характеристика станка ШПХ 32.11 по точности.
Согласно действующему стандарту ГОСТ 8-82 проверку на точность металлообрабатывающих станков производят после изготовления станка, до и после проведения среднего и капитального ремонтов. Для плоскошлифовального станка модели ШПХ 32.11 точность и характеристики станка в работе выбирают из таблицы 1.
Д
11
Таблица 1. Проверка на точность плоскошлифовального станка с
горизонтальным шпинделем и прямоугольным столом по ГОСТ 13135-90.
Что проверяется |
Допуск, мм, Для станков с шириной обрабатываемого изделия, мм |
Факт, мм |
||
125…200 |
200…320 |
320…500 |
||
1 |
2 |
3 |
4 |
5 |
Плоскостность рабочей поверхности стола в поперечном направлении |
0,006 |
0,008 |
0,010 |
|
Плоскостность рабочей поверхности стола в продольном направлении |
0,008 на длине 500мм |
0,012 на длине 1000 мм |
0,020 на длине 2000 мм |
|
Прямолинейность перемещения стола, проверяемая в вертикальной плоскости на всей длине хода стола |
0,008 |
0,010 |
0,020 |
|
Прямолинейность перемещения стола, проверяемая в горизонтальной плоскости на всей длине хода стола |
0,008 |
0,010 |
0,020 |
|
Перекосы рабочей поверхности стола при его перемещении на 1 метр хода |
0,02 1000 |
0,02 1000 |
0,02 1000 |
|
Параллельность боковых сторон среднего паза стола направлению его продольного перемещения |
0,015 1000 |
0,02 2000 |
0,02 2000 |
|
Параллельность поперечного перемещения шлифовальной бабки поверхности стола |
0,006 |
0,008 |
0,010 |
|
Радиальное биение посадочной поверхности шпинделя |
0,005 на диаметре до 50 мм |
0,006 на диаметре до 80 мм |
0,008 на диаметре > 80 мм |
|
Осевое биение шпинделя при шлифовании торцом круга |
0,004 |
0,005 |
0,006 |
|
Осевое биение шпинделя при шлифовании периферией круга |
0,006 |
0,008 |
0,010 |
|
1 |
2 |
3 |
4 |
5 |
Проверка станка в работе. Плоскостность обработанной поверхности в продольном направлении |
0,005 на длине 300 мм |
0,012 на длине 1000 мм |
0,012 на длине 1000 мм |
|
Проверка станка в работе. Плоскостность обработанной поверхности в поперечном направлении |
0,008 на длине 300 мм |
0,015 на длине 1000 мм |
0,015 на длине 1000 мм |
|
Проверка станка в работе. Параллельность верхней обработанной поверхности образца его основанию на длине 1000 мм |
0,010 |
0,010 |
0,010 |
|