

Методичка - Amacont
.pdfМинистерство образования Российской Федерации УФИМСКИЙ ГОСУДАРСТВЕННЫЙ АВИАЦИОННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
по использованию программы «AMACONT»
при структурной оптимизации технологических процессов в курсовом и дипломном проектировании студентов, обучающихся по направлениям:
651400 – «Машиностроительные технологии и оборудование», 657800 – «Конструкторско-технологическое обеспечение
машиностроительных производств», 552900 – «Технология, оборудование и автоматизация
машиностроительных производств»
Уфа 2002
Составитель М.А. Анфёров
УДК 621.9:519.673
Методические указания по использованию программы «AMACONT» при структурной оптимизации технологических процессов в курсовом и дипломном проектировании студентов, обучающихся по направлениям: 651400 – «Машиностроительные технологии и оборудование», 657800 – «Конструкторско-технологическое обеспечение машиностроительных производств», 552900 – «Технология, оборудование и автоматизация машиностроительных производств» / Уфимск. гос. авиац. техн. унив-т; Сост. М.А. Анфёров.– Уфа, 2002.– 28 с.
Излагаются методические основы выполнения структурной оптимизации технологических процессов на уровне маршрутного описания, а также методика работы на ЭВМ с программой «AMACONT» при реализации вышеназванной оптимизации. Предназначены для обеспечения учебного процесса студентов, обучающихся по дневной и очнозаочной формам обучения по направлениям: 651400 – «Машиностроительные технологии и оборудование», 657800 – «Конструкторскотехнологическое обеспечение машиностроительных производств», 552900 – «Технология, оборудование и автоматизация машиностроительных производств», на этапах выполнения курсовой работы по дисциплине «Системный анализ и математическое моделирование процессов в машиностроении» и дипломного проектирования по тематике, связанной с техническим перевооружением и конверсией действующих машиностроительных производств.
Табл.2. Ил.19. Библиогр.: 8 назв.
Рецензенты:
3
Содержание
Стр.
Введение . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
. |
4 |
1Многокритериальная структурная оптимизация технологических процессов на уровне маршрутного
|
описания . . . . . . . . . . . . . . . . . . . . . . . . . . |
. . . . . . . . . . . . . . |
5 |
2 Методика работы с программой «AMACONT» . . . . . . . . . . |
11 |
||
2.1 |
Общие положения . . . . . . . . . . . . . . . . . . . |
. . . . . . . . . . . . . . |
11 |
2.2 |
Ввод исходных данных . . . . . . . . . . . . . . . |
. . . . . . . . . . . . . . |
13 |
2.2.1 Ввод данных из файла . . . . . . . . . . . . . . |
. . . . . . . . . . . . . . |
15 |
|
2.2.2 Ввод данных с клавиатуры . . . . . . . . . . |
. . . . . . . . . . . . . . |
17 |
|
2.2.3 Графический ввод . . . . . . . . . . . . . . . . . . |
. . . . . . . . . . . . . |
19 |
|
2.3 |
Оптимизационные вычисления . . . . . . . . |
. . . . . . . . . . . . . . . |
25 |
Список литературы . . . . . . . . . . . . . . . . . . . . . |
. . . . . . . . . . . . . . |
27 |
|
4
Введение
Динамика современного машиностроительного производства в развитых странах, вынужденное техническое перевооружение отечественных предприятий, вызванное регрессионными процессами в период перехода экономики страны к рыночным отношениям, конверсия предприятий оборонно-технического комплекса – все это требует реализации процесса научно-технического развития производства, технологическая подготовка которого предполагает в качестве центрального ее этапа разработку перспективных (проектных) технологических процессов (ПТП). Проектирование ПТП осуществляется на основе системной многоуровневой оптимизации, определяющую роль в которой занимает структурная оптимизация, носящая многоуровневый и многокритериальный характер, выполняемая в условиях повышенной неопределенности и недостаточности информационного пространства /1–
2/.
В связи с этим дипломные проекты студентов, обучающихся по направлениям: 651400 – «Машиностроительные технологии и оборудование», 657800 – «Конструкторско-технологическое обеспечение машиностроительных производств», 552900 – «Технология, оборудование и автоматизация машиностроительных производств», тематика которых отвечает решению выше обозначенных проблем, являются особо актуальными. Неотъемлемой частью этих проектов является разработка ПТП с интенсивным использованием CAD/CAM-систем
(Unigraphics, Pro/Engineer, Cimatron, Euklid и др. ), экспертных оболо-
чек, САПР ТП на основе структурной оптимизации на уровне маршрутного описания.
Приобретение студентами практических навыков структурной многокритериальной оптимизации ПТП с использованием метода «AMACONT» /3/ осуществляется при выполнении ими курсовой работы в рамках учебной дисциплины «Системный анализ и математическое моделирование процессов в машиностроении».
Данные методические указания являются методическим обеспечением работы студентов на ПЭВМ со специальной программой «AMACONT» при реализации вышеназванной оптимизации при курсовом и дипломном проектировании. Особо полезными они являются для студентов очно-заочной формы обучения, самостоятельно осваивающих работу с этой программой.
5
1 Многокритериальная структурная оптимизация технологических процессов на уровне маршрутного описания
Системный подход к решению сложных технических задач, основывается на анализе и синтезе структуры, функции и характеристик рассматриваемого объекта. Все системное рассмотрение осуществляется через призму структуры объекта, под которой понимается совокупность устойчивых отношений между частями целостного объекта. Подробно ознакомиться с определениями и содержанием структурных элементов технологического процесса можно в соответствующей литературе /2, 4/.
При использовании системного подхода при оптимизации технологических процессов предусматривается, во-первых, определение цели оптимизации путем рассмотрения самой технологии как сложной системы, а, во-вторых, выявление ее системных связей с системами более высокого уровня - проектирующей и производственной.
Задачу оптимизации можно определить как поиск наилучшего решения sopt из множества допустимых SD= {sj}, j [1,n] по заданному
критерию оптимизации |
ε 0 . Если определено множество критериев |
Ε ={ε i } , i [1,m] , то |
уже имеет место многокритериальная оптими- |
зация. |
|
Следует заметить, что множество SD является допустимым с точки зрения функции оптимизируемой системы. Например, по отношению к технологическому процессу это говорит о том, что какую бы структуру технологии из множества SD мы не выбрали, в любом случае получится годная деталь в соответствии со всеми требованиями ее рабочего чертежа.
Для формирования вышеназванного допустимого множества решений используются математические модели. При выполнении структурной оптимизации технологических процессов на уровне их маршрутного описания используется сетевой граф G=(X,U). Вершинами X такого графа являются элементы множества образов возможных вариантов технологических операций, отличающихся концентрацией, используемыми технологическими методами (в том числе при получении исходной заготовки) и оборудованием. Дуги графа U – это образы логических связей возможности последовательного выполнения пар соответствующих технологических операций.

6
Формирование модели осуществляется путем анализа возможных многовариантных технологических структурных решений, а именно:
–различной концентрации операций;
–различного технологического оборудования выполнения опе-
рации;
–различного уровня автоматизации;
–различных технологических методов.
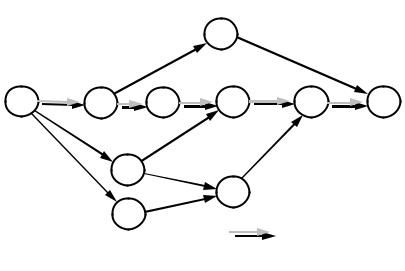
На рисунке 1.1 показан пример модели, построенной путем анализа возможных многовариантных технологических структурных решений, а именно:
–различной концентрации технологических операций (операция,
соответствующая вершине x7 , включает в себя переходы операций, соответствующих вершинам x2 и x3 );
–использования технологического оборудования с различной
степенью автоматизации (операции, соответствующие вершинам x7 и x8 , выполняются на альтернативных станках1, например 16У04П 16Б05АФ1);
–различных технологических методов (операции, соответст-
вующие вершинам x4 и x9 , выполняются альтернативными технологическими методами, например, сверлением и электроэрозионной обработкой).
Любой полный путь Lj = { xi } , xi X на таком графе, соединяющий вершины входа и выхода сети (для рассматриваемого примера
– это вершины x1 и x6 ), является отображением допустимого варианта структуры технологического процесса.
В отличие от иллюстрирующего примера математическая модель реального технологического процесса представляет из себя граф с об-
щим количеством путей , достигающим порядка 1030.
Поставив в соответствие каждой вершине графа xi X вещественное число ε o(xi), представляющее из себя значение функционального выходного параметра, соответствующего тому или иному критерию
1 Предполагается, что характеристики рассматриваемых станков (мощность, габариты, технологические возможности и др.) соответствуют условиям обработки данной заготовки.
7
оптимизации (см. табл. 1.1)1, можно говорить об оптимальном решении, определяемом соотношением2
o o
Lopt = min { Lj } ,
o
где Lj – длина пути L j , определяемая в свою очередь формулой
|
Lo |
= |
∑ |
ε o(xi) , |
|
j |
|
xi |
Lj |
|
|
|
||
а {Lo |
} – множество длин всех путей графа3. |
|||
j |
|
|
|
|
(1.1)
(1.2)
Таблица 1.1 – Пример соответствия критериев оптимизации функциональным параметрам технологического процесса
Наименование критерия оптимизации |
Наименование функционального |
|
выходного параметра |
||
|
||
|
|
Минимум |
приведенных затрат |
на |
Приведенные затраты на выполнение |
реализацию |
технологического |
про- |
технологической операции |
цесса |
|
|
|
Максимальная производительность |
Штучно-калькуляционное время на вы- |
||
технологического процесса |
|
полнение технологической операции |
|
Решение задачи в таком однокритериальном варианте не представляет трудности. Для этого достаточно использовать любой из известных алгоритмов поиска критического пути на сетях /5/ или алгоритм поиска кратчайшего пути в ориентированном графе.
Однако поиск оптимального решения усложняется, когда приходится иметь дело с несколькими противоречивыми критериями, что наиболее вероятно в условиях реального производства. В этом случае
1 Данная процедура называется нормированием графа.
2В зависимости от выбранного критерия и функционального параметра возможно условие максимизации.
3Здесь и далее имеются в виду полные пути в соответствии с введенным определением.
|
|
|
|
|
8 |
|
|
при нормировании модели каждой вершине графа xi X ставится в со- |
|||||||
ответствие уже не одно, а |
несколько вещественных |
чисел {ε k(xi)}, |
|||||
k [1, m], где m – количество критериев оптимизации. В этом случае |
|||||||
каждому |
k-му критерию оптимизации соответствует уже своя длина |
||||||
одного и того же j-го пути – |
|
|
|
|
|
||
|
|
k |
|
∑ |
k |
|
(1.3) |
|
|
Lj |
= |
|
|||
|
|
ε (xi). |
|
|
|||
|
|
|
|
xi |
Lj |
|
|
|
|
|
|
|
x10 |
|
|
x1 |
x2 |
x3 |
|
|
x4 |
x5 |
x6 |
|
|
x8 |
|
|
|
|
|
|
|
x7 |
|
|
x9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
–базовый путь |
|
|
|
|
Рисунок 1.1 |
|
|
||
Решение многокритериальных оптимизационных задач осуществляется двумя подходами /2/ - с использованием обобщенного критерия оптимизации, в который сворачиваются все критерии, и так называемой "пороговой оптимизацией".
Основу метода пороговой оптимизации структуры технологического процесса на уровне маршрутного описания составляет построение по основному критерию упорядоченного множества путей графа, отвечающих следующим требованиям: если t - это порядковый номер пути, то

|
9 |
|
Lto ≤ Lt+o |
1 ; L1o = min { Ljo } |
(1.4) |
o
где {Lj } – множество длин всех путей графа, рассчитанных по основ-
ному критерию1.
Для реализации поиска путей графа, составляющих вышеназванное упорядоченное множество2 SD = {Lj} следует воспользоваться алгоритмом из класса так называемых алгоритмов "поиска k-кратчайших путей". В качестве такого можно рекомендовать алгоритм AMACONT /6/, который для данного класса графов на порядок превосходит по времени сходимости известные алгоритмы (например, алгоритм
"double sweep" /7/ ).
Второстепенные критерии оптимизации формируют ограничения следующего вида
Ljk < Lk |
(ограничение сверху) или |
Ljk > Lk |
(1.5) |
(ограничение снизу), |
где Lk - пороговое значение на длину пути по k-му второстепенному критерию (см. (1.3)). Причем, ограничение сверху вводится если критерий оптимизации предполагает минимизацию соответствующего параметра и длины пути, так как противоречивость критериев приведет к его увеличению, на которое и необходимо ввести ограничение. Что касается ограничения снизу, то здесь мы имеем обратные рассуждения.
Ниже приводится алгоритм реализации пороговой структурной оптимизации.
Шаг 1. Назначить основной ε o(xi) и второстепенные { ε k(xi) } (xi X) критерии оптимизации. Второстепенные критерии не помечены.
Шаг 2. Назначить (экспертно) для каждого k-го второстепенного кри-
терия пороговое значение Lk на длину пути графа. Шаг 3. Положить t = 1.
1 Номер основного критерия условно принят за 0.
2 Обратите внимание, что речь идет о допустимом множестве.

10
o
Шаг 4. Найти t-й элемент упорядоченного множества1 SD , т.е. Lt .
Шаг 5. Выбрать любой непомеченный второстепенный критерий. Если такой критерий найден – пометить его и перейти к шагу 6. Если поиск
o
неудачен, закончить процедуру – оптимальным является путь Lt .
o
Шаг 6. Проверить для пути Lt выполнение неравенства (1.5) по вы-
бранному на шаге 5 критерию. Если неравенство справедливо – перейти к шагу 5. В противном случае – снять метки со всех второстепенных критериев, увеличить t на единицу (t = t + 1) и перейти к шагу 4.
Используемая для пороговой оптимизации компьютерная программа «AMACONT» /8/ позволяет получить упорядоченное множество (1.3), которое далее уже экспертно анализируется на предмет ограничений (1.5) с выбором оптимального решения. Это бывает необходимо при учете неформализуемых, например социальных, второстепенных критериев, которые не определяются каким либо параметром и для которых не возможно, следовательно, ввести ограничения (1.5). В этом случае данные критерии учитываются на шаге 6 в виде дополни-
o
тельного анализа пути Lt . Такой способ полезен также при необходи-
мости попутной корректировки пороговых значений, что повышает гибкость и наглядность принимаемых решений, дает возможность дополнительного анализа при оптимизации.
При необходимости в рамках системы «AMACONT» можно сразу ввести пороговые значения для второстепенных критериев, с учетом которых и будет получаться оптимальное решение, удовлетворяющее ограничениям (1.5). Однако при этом необходимо иметь ввиду, что в случае чрезмерного ужесточения пороговых ограничений, решения можно не получить совсем.
Что касается использования при структурной оптимизации обобщенного критерия ε Σ , то это не вызывает никаких затруднений, хотя и делает процесс оптимизации менее эффективным (см. /4/). Суть данной процедуры сводится к следующему.
1 См. (1.4).